Применение закладных деталей в строительстве. Устройство закладных деталей
Что такое закладные детали в строительстве?

В последнее время, термин «закладные детали» встречается все чаще и чаще. В общих чертах, подобная деталь представляет собой металлическую пластину с приваренной к ней арматурой (анкером). Варианты пластин, равно как и арматуры, могут быть весьма разнообразными.
Зачем это нужно и куда они закладываются?
Закладные детали позволяют обеспечить надежное соединение железобетонных конструкций (ЖБК), а так же ЖБК и металлических конструкций. А это, в свою очередь, существенно повышает общую надежность здания или сооружения, упрощает монтаж и приводит к другим положительным эффектам.
Закладка деталей производится в бетонную конструкцию (обычно, на этапе производства последней, но не обязательно). Причем делается это таким образом, чтобы металлическая пластина оказалась в бетоне, а анкер выходил наружу. Благодаря данному анкеру ЖБК может быть надежно соединена с другой ЖБК или с элементом металлического каркаса. В большинстве случаев, соединение анкеров выполняется сваркой.
Отсюда очевидно, что закладные детали повышают прочность сборных конструкций, позволяют жестко фиксировать определенные элементы и вообще значительно повышают надежность объекта. Вероятно, именно поэтому без них немыслимо современное монолитное строительство.
Где используются закладные детали?
Везде, где необходимо соединение двух и более элементов ЖБК или металлоконструкций. Среди наиболее очевидных сфер применения отметим:
- Монтаж блочных конструкций, например колодцев, каналов и туннелей;
- Монтаж несущих или ограждающих конструкций на основе ЖБК;
- Установка колонн;
- Монтаж внешних фасадов;
- Монтаж оснований под мачты, вышки сотовой связи и иные высотные конструкции;
- Гидротехнические сооружения, в том числе технические водоемы и резервуары;
- Обустройство оконных и дверных проемов;
- Создание оснований под постройки на основе металлических каркасов;
- Монтаж каркасов из металлического профиля.
Это далеко не полный перечень, но уже по нему должно быть ясно, что современное строительство подразумевает активное использование закладных деталей.
Какие бывают варианты закладных деталей?
Как вы уже поняли, общая конструкция довольно проста – пластина и анкер. Однако пластина может быть выполнена из различных сплавов, иметь различную толщину и форму. Количество и тип анкеров так же могут колебаться в довольно широких пределах – это может быть круглая или профильная арматура различного диаметра. В некоторых случаях, анкер может иметь резьбу, что дает возможность регулировать соединение.
Кроме того, закладные детали бывают открытого или закрытого типа. В первом случае, пластина только одна, во втором – пластина имеется с двух сторон анкера.
Для придания деталям дополнительных свойств они могут иметь различные покрытия, например, оцинковку. Это повышает устойчивость к коррозии и продлевает срок службы.
Технология производства закладных деталей не подразумевает особой сложности:
- Металлический лист нужной толщины режется на пластины нужной формы;
- К пластине приваривается нужное количество арматуры заданного типа и длины;
- Готовая деталь проходит дополнительную обработку (оцинковку, покраску и т.д.).
lerk.ru
Устройство для фиксации закладных деталей
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
00 546475
Союз Советских
Социалистических
Республик
1 ™ (б1) Дополнительное к авт. свид-ву (22) Заявлено 23.12.74 (21) 2091455/ЗЗ с присоединением заявки №
ГосуааРственный "о"итет (23) Приоритет
Совета Министров СССР по аелам изобретений Опубликовано 15,02.77. Бюллетень № 6 (51) М. Кл В 28В 7/00 (53) УДК 693.5.057.5 (088.8) и открытий
Дата опубликования описания 25.03.77 (72) Авторы изобретения
В. Ф. Завада
Домостроительный комбинат Главсевкавстроя (71) Заявитель (54) УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ЗАКЛАДНЫХ ДЕТАЛЕЙ
Изобретение относится к оборудованию для изготовления железобетонных изделий, а точнее для крепления закладных - деталей при формировании изделий и может быть использовано на заводах сборного железобетона.
Известно устройство для крепления закладных деталей, содержащее жестко установленный на борту формы кронштейн с прорезью и механизм крепления закладной (1). Наиболее б.и эким решением пз известных является устройство для фиксации закладных деталей, включающее жестко установленный кронштейн и съемный вкладыш (2j. Но известные устройства не обеспечивают точное фиксирование закладной детали.
С t,åëüþ повышения точности фиксирования закладной детали в предлагаемом устройстве кронштейн и вкладыш выполнены с гнездами, форма которых при сопряжении соответствует форме закладной детали, причем гнездо кронштейна имеет паз, направленный в сторону выхода закладной детали из гнезда при распалубке.
На чертеже изображено устройство для фиксации закладных деталей.
Устройство состоит из жестко закрепленного на формирующей стенке 1 кронштейна 2 и съемного вкладыша 3, имеющего ручку 4. В кронштейне выполнены гнезда 5 и б, а в вкладыше — гнезда 7 и 8, которые при сопряжении вкладыша с кронштейном соответствуют форме закладной детали 9. В кронштейне также выполнен паз 10 для выхода детали 9 при распалубке. Фиксирование закладной детали
5 производят следующим образом. Закладную деталь 9 устанавливают в гнезда 5 и б кронштейна и прижимают вкладышем 3. После чего производят формование изделия. При распалубке вкладыш 3 удаляют, а стенку 1 отво10 дят от изделия.
Формула изобретения
Устройство для фиксации закладных деталей, включающее жестко установленный крон15 штейн и съемный вкладыш, о т л и ч а ю щ е е ся тем, что, с целью повышения точно.ти фиксирования, кронштейн и вкладыш выполнены с гнездами, форма которых при сопряжении соответствует форме закладной детали, причем
20 гнездо кронштейна имеет паз, направленный в сторону вывода закладной детали из гнезда при распалубке.
Источники информации, принятые во внимание при экспертизе:
25 1. Ратц Э. Г. Фиксация арматуры. Обзорная информация ВНИИЭСМ М., 1972.
2. Ратц Э. Г. Способы фиксации закладных деталей железобетонных изделий. «Промышленность строительных материалов
30 Москвы», 1973, № 7, с. 24 — 30, 546475
Составитель А, Тупиков
Редактор Л. Новожилова Техред А. Галахова Корректоры: Л. Котова и А. Галахова
Заказ 34475 Изд. Ме 182 Тираж 769 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
113035, Москва, 7К-35, Раушская наб., д. 4/5
Типография, пр. Сапунова, 2


www.findpatent.ru
Закладные детали в строительстве
 Современное строительство невозможно представить без использования закладных деталей. Эти немудреные, на первый взгляд, конструкционные элементы незаменимы при возведении жилых домов, торговых и офисных центров, спортивных сооружений зданий общественного назначения и цехов производственных предприятий.
Современное строительство невозможно представить без использования закладных деталей. Эти немудреные, на первый взгляд, конструкционные элементы незаменимы при возведении жилых домов, торговых и офисных центров, спортивных сооружений зданий общественного назначения и цехов производственных предприятий.
Секрет популярности закладных деталей в строительстве заключается в том, что они способны обеспечить максимально надежное соединение металлоконструкций между собой или прочно связать железобетонные изделия с элементами постройки, выполненными из металла, технологическим оборудованием, трубопроводами и прочими навесными элементами, требующими жесткого крепления большой прочности в силу предстоящих серьезных весовых или иных нагрузок.
Что представляют собой закладные детали?
Это металлическая пластина и арматура или анкер (анкеры), скрепленные между собой посредством сварного соединения. Пластина может иметь самую различную толщину, так как государственные и отраслевые стандарты, положения которых распространяются на производство металлоконструкций этой группы, позволяют использовать для их изготовления листовой металлопрокат толщиной от 2 до 200 миллиметров.
А рматура и анкеры могут также иметь самый различный диаметр. К тому же на них иногда нарезается или накатывается резьба, которая превращает обычную закладную деталь в регулируемое комплектующее изделие, существенно упрощающее монтажные работы при возведении зданий и сооружений и сокращающее сроки строительства.
рматура и анкеры могут также иметь самый различный диаметр. К тому же на них иногда нарезается или накатывается резьба, которая превращает обычную закладную деталь в регулируемое комплектующее изделие, существенно упрощающее монтажные работы при возведении зданий и сооружений и сокращающее сроки строительства.
Так почему же закладные детали получили такое название? Дело в том, что металлическая пластина может закладываться в изделие из бетона или железобетона на стадии его производства, а остающаяся на поверхности арматура и позволит надежно закрепить плиту, лестничный пролёт или иную конструкцию посредством сварки.
Таким же способом с помощью закладных деталей устанавливаются различные элементы строений, выполненные из других неметаллических материалов.
Как изготавливаются закладные детали
Процесс производства закладных деталей может быть достаточно сложным, несмотря на кажущуюся простоту самого изделия. Сначала необходимо выбрать качественный листовой металлопрокат нужной толщины, после чего произвести его раскрой.
 Пластины закладных деталей могут быть выполнены в форме:
Пластины закладных деталей могут быть выполнены в форме:
- квадрата,
- прямоугольника,
- трапеции,
- ромба.
Необходимую форму получают путем резки металлического листа (для изделий с большой площадью пластины используется технология лазерной резки и высокотехнологичное оборудование). Далее заготовка проходит стадию обработки кромок и сваривается с анкерами. После того как все составляющие изделия связаны в единое целое, закладные детали грунтуют и покрывают слоем защитного материала, то есть, выполняют цинкование или покраску.
Подобная обработка предотвращает поражение коррозией участков изделия, остающихся открытыми после выполнения монтажных работ, что значительно продлевает срок его службы. Последними операциями технологического процесса изготовления данных металлоконструкций являются маркировка изделия согласно его спецификации и упаковка.
Места установки закладных деталей
Данные изделия используются буквально повсюду, где необходимо надежное соединение строительных и технологических конструкций из металла с ЖБИ.
 |
 |
Приведем примерный перечень операций, в которых рекомендуется использовать закладные детали:
- установка колонн;
- крепление алюминиевых профилей;
- крепление фасадов;
- крепления теплообменников, емкостей и технологического оборудования;
- монтаж прожекторных мачт, вышек сотовой связи;
- пожарные лестницы и железобетонные лестничные марши;
- гидросооружения и причальные стоянки;
- монтаж арматурных каркасов и дорожных ограждений;
- установка металлических и жалюзийных решеток;
- прокладка туннелей и лифтовых шахт;
- установка несущих и ограждающих конструкций;
- прокладка подкрановых путей;
- монтаж оконных рам и дверных блоков;
- устройство площадок для обслуживания резервуаров и прочего оборудования.
Таблица 1. Условия эксплуатации закладных деталей
|
Виды арматуры |
Класс армату туры |
Марка стали |
Диаметр, мм |
Условия эксплуатации конструкций |
||||
|
Статические нагрузки |
||||||||
|
в отапливаемых зданиях |
на открытом воздухе и в неотапливаемых зданиях при расчетной температуре |
|||||||
|
до минус 30 °С вкл. |
ниже минус 30 °С до минус 40 °С вкл. |
ниже минус 40 °С до минус 55 °С вкл. |
ниже минус 55 °С до минус 70 °С вкл. |
|||||
|
Стержневая горячекатаная гладкая |
A-I |
Ст3сп3 |
8-22 |
+ |
+ |
+ |
+ |
- |
|
Ст3пс3 |
8-22 |
+ |
+ |
+ |
- |
- |
||
|
Ст3кп3 |
8-22 |
+ |
+ |
- |
- |
- |
||
|
ВСт3сп2 |
8-22 |
+ |
+ |
+ |
+ |
+ |
||
|
ВСт3пс2 |
8-22 |
+ |
+ |
+ |
- |
- |
||
|
ВСт3пс4 |
8-22 |
+ |
+ |
+ |
+ |
+ |
||
|
ВСт3пс6 |
8-22 |
+ |
+ |
+ |
+ |
+ |
||
|
ВСт3кп2 |
8-22 |
+ |
+ |
- |
- |
- |
||
|
ВСт3Гпс2 |
8-18 |
+ |
+ |
+ |
+ |
- |
||
|
Стержневая горячекатаная периодического профиля |
А-II |
ВСт5сп2 |
10-25 |
+ |
+ |
+ |
- |
- |
|
ВСт5пс2 |
10-16 |
+ |
+ |
+ |
- |
- |
||
|
ВСт5пс2 |
18-25 |
+ |
+ |
- |
- |
- |
||
|
Ас-II |
10ГТ |
10-25 |
+ |
+ |
+ |
+ |
+ |
|
|
A-III |
35ГС |
8-25 |
+ |
+ |
+ |
- |
- |
|
|
25Г2С |
8-25 |
+ |
+ |
+ |
+ |
- |
||
www.iolitm.ru
Закладная деталь железобетонных изделий
ЗАКЛАДНАЯ ДЕТАЛЬ дня ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛ1Й, содержащая плоскую пластину и анкерные элементы, образованные путем вьфубки и их отгиба из плоскости пластины, отличающаяся тем, что, с целью снижения металлоемкости закладной детали и трудоемкости ее изготовления, анкерные элементы выполнены переменного сечения с зубьями на продольных кромках, высотой 0,05-0,25 величины средней ширины анкерного элемента, при этом сопряжение между зубьями выполнено по радиусу, равному 0,2-0,5 высоты зубьев.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
09) (11) А
С 5 16
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБ БТЕНИй И ОТКРЫТИЙ
ОПИСАНИЕ ИЗОБРЕ
К ABT0PCH0MV СВИДЕТЕЛЬСТВУ (21) 3445414/29-33 (22) 31.05.82 (46) 23.09.84. Бюл. У 35 (72) А.В. Андрейченко, А,Ф. Тупиков, В.В. Александров, С.С. Вдовин и В.В. Королев (21) Конструкторско-технологическое бюро "Стройиндустрия" (53) 691.8.88(088.8) (56) 1. Торопов А.С. Арматурные работы. M., Стройиздат, 1972.
2. Авторское свидетельство СССР
Ф 552396, кл. Е 04 В 1/38, 1975.
3. Штампованные и сварные закладные детали железобетонных конструкций. Под ред. А.П. Васильева. M., НИИЖБ, 1979, с. 23-55. (54)(57) ЗАКЛАДНАЯ ДЕТАЛЬ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащая плоскую пластину и анкерные элементы, образованные путем вырубки и их отгиба из плоскости пластины, о т л ич а ю щ а я с я тем, что, с целью снижения металлоемкости закладной детали и трудоемкости ее изготовления, анкерные элементы выполнены переменного сечения с зубьями на продольных кромках, высотой 0,05-0,25 величины средней ширины анкерного элемента, при этом сопряжение между зубьями выполнено по радиусу, равному 0,2-0,5 высоты зубьев.
1114763
Изобретение относится к строитель ным конструкциям и материалам, в частности к металлическим приспособлениям для скрепления между собой железобетонных изделий. 5
Известна закладная деталь для железобетонного изделия, содержащая пластину и приваренные к ней анкерные элементы (11 .
Заготовку пластин и анкерных эле- 10 ментов, а также приварку анкерных элементов к пластине производят последовательно на различных станках, что увеличивает трудоемкость процесса изготовления закладных деталей. 15
Известна закладная деталь для железобетонных изделий, содержащая плоскую пластину и анкерные элементы, образованные путем вырубки и их отгиба (2) .
Углы вырубок этой детали выполнены прямоугольными, в результате чего на изгибах могут возникать концентраторы напряжений, которые будут снижать несущую способность анкерных 25 элементов.
Наиболее близкой к изобретению ,по технической сущности и достигаемому результату является закладная деталь для железобетонных изделий, содержащая плоскую пластину и анкерные элементы, образованные путем вырубки и их отгиба из плоскости пластины (31 .
Однако ширина пластины определяется суммой размеров концов анкерных элементов и вырубок, ширина которых также равна ширине анкерных элементов, что увеличивает металлоемKocTb закладной детали G на плоскос 40 ти анкерных элементов выполняют рельефы для. анкеровки, что увеличивает трудоемкость изготовления за счет дополнительных операций.
Цель изобретения — снижение ме45 таллоемкости закладных деталей и трудоемкости ее изготовления.
Поставленная цель достигается тем, что в закладной детали для железобетонных изделий, содержащей плас-. 5o тину и анкерные элементы, образованные путем вырубки и их отгиба из плоскости пластины, анкерные элементы выполнены переменного сечения с зубьями на продольных кромках, 55 высотой 0,05-0,25 величины средней . ширины анкерного элемента, при этом сопряжение между зубьями выполнено по радиусу, равному 0,02-0,5 высоты зубьев.
На фиг. 1 показана заготовка закладной детали, на фиг. 2 — закладная деталь с аксонометрии, на фиг. 3 — узел ыа фиг. 1.
Закладная деталь состоит из плоской пластины 1, под углом к которой отогнуты анкерные элементы 2 и 3, выполненные по длине переменного сечения и имеющие зубья 4 на их продольных кромках. Высота зубьев (4 ) составляет 0,05-0,25 средней ширины анкерного элемента, при этом сопряжение между зубьями выполнено по радиусу (R ), равному 0,2-0 5 высоты зубьев.
Изготовление закладной детали и ее работа в железобетонном изделии.
Из исходной полосы 5 путем штамповки вырубают заготовку 6 (фиг. 1), с одного торца которой образованы два анкерных элемента 2, а с другого— один анкерный элемент 3, при этом анкерный элемент 3 получен путем образования пространства между анкерными элементами 2. Концевые части всех анкерных элементов имеют минимальную ширину, в результате чего вырубки по сторонам анкерного элемента
3 и между анкерными элементами 2 минимальны, следовательно, ширина закладной детали также минимальна.
После этого анкерные элементы 2 и 3 отгибают, в результате чего образуется закладная деталь (фиг. 2).
В железобетонном изделии плоская пластина 1 расположена на поверхности изделия, а анкерные элементы 2 и 3 вмонтированы в тело изделия и замоноличены. При приложении нагрузки к закладной детали в анкерных элементах возникают усилия, при этом макси-. мальные.усилия возникают на участках анкерных элементов, расположенных у пластины 1, а по мере удаления эа счет анкеровки нагрузки (усилия) в анкерных элементах снижаются, что позволяет выполнять анкерные элементы переменного сечения, т.е. к их концам сечение уменьшать, при этом анкеровка в изделии анкерных элементов клиновидной формы обеспечивается наличием зубьев, высота которых обеспечивает надежную анкеровку деталей, а выбранный радиус сопряжения между зубьями исключает большие концентрации напряжений в теле анкерных элементов.
3 1114763 4
Таким образом, предлагаемая кон- 1 металлоемкость H за счет исключения струкция закладной детали за счет операции по образованию рельефов сниуменьшения размеров вырубок снижает жает трудоемкость ее изготовления.
Фиа2
Составитель В.Жариков
Техред М.Гергель
Редактор Ar. Шандор
Коррек тор M. Двмчик
Тираж 697 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1!3035, Москва, Ж-35, Раушская наб., д. 4/5
Заказ 6745/21
Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4



www.findpatent.ru
устройство для крепления закладной детали к форме - патент РФ 2290300
Изобретение относится к производству железобетонных изделий в формах с использованием закладных деталей. Технический результат изобретения заключается в надежном прижатии закладной детали к форме. Устройство для крепления закладной детали к форме включает клин, контактирующий рабочей поверхностью с установленной в форме закладной деталью. Клин выполнен с возможностью перемещения вдоль формы, а его рабочая поверхность выполнена с возможностью перемещения по поверхности закладной детали и с углом 1-12° к направлению, перпендикулярному направлению установки детали в форме. Причем в клине выполнен паз, в котором размещено короткое плечо двуплечего рычага, выполненное с возможностью поочередного взаимодействия с противоположными стенками паза. Рычаг шарнирно связан с формой, а его длинное плечо служит рукояткой. Рабочая поверхность клина может быть выполнена объемной, например конической. Также клин может быть выполнен с несколькими рабочими поверхностями, соответствующими количеству отверстий закладной детали. 2 з.п. ф-лы, 3 ил.
Рисунки к патенту РФ 2290300
Изобретение относится к производству железобетонных изделий в формах с использованием закладных деталей.
Известно устройство для крепления закладной детали в форме [1], включающее шарнирное соединение и паз. Эти признаки совпадают с существенными признаками заявляемого изобретения. Закладная деталь фиксируется направляющей втулкой и ползуном. В пазах втулки находятся шарнирно соединенные сходящиеся между собой или расходящиеся фиксаторы.
Недостатком этого устройства является ненадежное прижатие закладной детали к форме из-за отсутствия средства компенсации неточности изготовления деталей устройства и закладной детали.
Известно устройство для крепления закладной детали к форме [2], включающее двуплечий рычаг, шарнирно связанный с формой. Эти признаки совпадают с существенными признаками заявляемого изобретения. Двуплечие рычаги взаимодействуют с расположенным между ними фигурным ползуном. Ползун смонтирован на свободном конце винтового стержня.
Недостатком этого устройства является затрудненное повторное крепление закладной детали к форме из-за затекания бетонной смеси в зазоры формы. Кроме того, прижатие закладной детали к форме ненадежно из-за отсутствия средства компенсации неточности изготовления деталей устройства и закладной детали.
Наиболее близким по технической сущности к заявляемому является устройство для крепления закладной детали к форме [3], включающее клин, контактирующий рабочей поверхностью с закладной деталью, установленной в форме, и выполненный с возможностью перемещения вдоль формы. Эти признаки совпадают с существенными признаками заявляемого изобретения. Клин перемещается пружиной, которая прижимает выступ клина перпендикулярно направлению установки детали. Подпружиненный клин контактирует своим выступом с лыской, выполненной в пазе на стержне закладной детали. Запирается клин стопором. Угол наклона рабочей поверхности клина к направлению, перпендикулярному направлению установки детали в форме, составляет 23°. Усилие прижатия закладной детали прикладывается перпендикулярно направлению установки ее в форме. Рабочая поверхность клина не может перемещаться вдоль поверхности закладной детали. Закладную деталь снимают поворотом ее в форме.
Недостатком этого устройства является ненадежное прижатие закладной детали к форме из-за отсутствия средства компенсации неточности изготовления деталей устройства и закладной детали. Клин не заклинивает закладную деталь в направлении ее установки, так как его перемещение ограничивается выступом, упирающимся в лыску на детали. В направлении установки закладная деталь удерживается только силами трения между лыской и выступом клина, возникающими от действия усилия пружины. Поскольку размеры деталей устройства, ширина паза и координаты его расположения в закладной детали имеют определенные допуски, то между стенкой паза и боковой поверхностью выступа клина имеется зазор. Этот зазор не устраняется клином. Так как усилия прижатия клина пружиной недостаточно, то наблюдается пошатывание закладной детали относительно клина в процессе вибрационного уплотнения бетонной смеси. Для закладных деталей, которые остаются замурованными в бетонном изделии, пошатывание в процессе уплотнения недопустимо.
В основу изобретения поставлена задача в устройстве для крепления закладной детали в форме путем новой формы его выполнения обеспечить надежное прижатие закладной детали к форме.
Для решения указанной задачи устройство для крепления закладной детали к форме включает клин, контактирующий рабочей поверхностью с закладной деталью, установленной в форме, и выполненный с возможностью перемещения вдоль формы. Рабочая поверхность клина выполнена с возможностью перемещения по поверхности закладной детали и с углом 1-12° к направлению, перпендикулярному направлению установки детали в форме, причем в клине выполнен паз, в котором размещено короткое плечо двуплечего рычага, выполненное с возможностью поочередного взаимодействия с противоположными стенками паза, рычаг шарнирно связан с формой, а длинное плечо рычага служит рукояткой. Рабочая поверхность клина выполнена объемной, например конической. Клин выполнен с несколькими рабочими поверхностями, соответствующими количеству отверстий закладной детали.
Вышеизложенные признаки заявляемого изобретения обеспечивают получение технического результата, заключающегося в надежном прижатии закладной детали к форме.
Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом состоит в следующем.
Выполнение рабочей поверхности клина с возможностью перемещения по поверхности закладной детали и с углом 1-12° к направлению, перпендикулярному направлению установки детали в форме, позволяет компенсировать неточности изготовления деталей устройства и закладной детали, так как рабочая поверхность клина перемещается при монтаже по поверхности закладной детали до тех пор, пока не будут устранены все зазоры, допускающие перемещение закладной детали в направлении установки ее в форме. Предложенный интервал значений углов клина обеспечивает его самозаклинивание, т.е. невозможность изменения монтажного положения клина и закладной детали при вибрации формы.
Если угол рабочей поверхности клина окажется меньше 1°, то потребуется большой ход перемещения клина для устранения зазоров и закрепления закладной детали, при этом неоправданно возрастут габариты устройства.
Если угол рабочей поверхности клина окажется больше 12°, то клин может изменить свое монтажное положение при вибрации формы из-за недостаточной величины сил трения, обеспечивающих его самозаклинивание.
Выполнение в клине паза и размещение в пазе короткого плеча двуплечего рычага, выполненного с возможностью поочередного взаимодействия с противоположными стенками паза, а также шарнирная связь с формой рычага, у которого длинное плечо служит рукояткой, позволяет создать необходимое стабильное усилие задвижения клина для крепления закладных деталей, несмотря на различные величины его хода, обусловленные колебаниями размеров закладных деталей и формы. Кроме того, клину сообщается возможность возвратного перемещения с тем же усилием.
Выполнение рабочей поверхности клина объемной, например, конической дает возможность надежно закрепить в форме закладные детали, имеющие фигурные отверстия, например, круглой формы, благодаря большей площади контакта с клином.
Выполнение клина с несколькими рабочими поверхностями, соответствующими количеству отверстий закладной детали, позволяет повысить устойчивость закладной детали в форме благодаря закреплению детали в нескольких точках.
Сущность изобретения поясняется чертежами, на которых изображено:
на фиг.1 - общий вид устройства для крепления закладной детали к форме;
на фиг.2 - вид снизу на фиг.1; на фиг.3 - разрез по А-А на фиг.2 (повернуто).
Устройство для крепления закладной детали к форме содержит клин 1, контактирующий рабочей поверхностью 2 с закладной деталью 3, установленной в форме 4. Клин 1 выполнен с возможностью перемещения вдоль формы 4 по направляющим 5 и 6. Рабочая поверхность 2 клина 1 выполнена с углом , составляющим 1-12° к направлению, перпендикулярному направлению установки детали 3 в форме 4. Оптимальным является угол , равный 7°. Клин 1 снабжен механизмом его ручного перемещения, выполненным в виде двуплечего рычага 7, связанного с формой 4 шарниром 8. Короткая часть 9 рычага 7 взаимодействует со стенками 10 и 11 паза 12, выполненного в клине 1. Стенки 10 и 11 паза выполнены скругленными. Длинное плечо рычага 7 служит рукояткой 13. Например, при закреплении в форме для изготовления железобетонной шпалы анкера рельсового скрепления, замуровываемого в шпалу, допускаемое отклонение расстояния от опорной поверхности анкера, устанавливаемого в форму, до наиболее удаленной от этой поверхности стенки отверстия анкера, контактирующей с рабочей поверхностью клина, составляет 0,5 мм. Допускаемое при этом изменение положения задвигаемого в отверстие анкера клина до заклинивания анкера составляет 4,1 мм и обеспечивается изменением угла поворота рычага в пазе клина.
Закладные детали 3, вставленные в углубление 14 формы 4, могут иметь фигурные отверстия 15, в частности круглой формы. Тогда рабочая поверхность 2 клина 1 выполнена объемной, например конической. Клин 1 может иметь несколько рабочих поверхностей 2, соответствующих количеству отверстий закладной детали 3.
Для крепления к форме закладная деталь 3 вставляется в углубление 14 формы 4. Рукоятка 13 механизма ручного перемещения клина 1 поворачивается в шарнире 8 в сторону, соответствующую задвижению клина в отверстие 15 закладной детали. Рабочая поверхность 2 клина перемещается по поверхности отверстия 15, пока не будут устранены все зазоры в направлении установки закладной детали. Силовое воздействие руки на рукоятку 13 увеличивается в месте контакта короткой части 9 рычага 7 со стенкой 10 паза 12 клина 1 в несколько раз и обеспечивает заклинивание закладной детали 3 в форме 4. Вибрация заполненной бетонной смесью формы в направлении установки закладной детали не приводит к ее расшатыванию благодаря самозаклиниванию клина. Перед выемкой из формы бетонного изделия с замурованной в него деталью рукоятка 13 механизма ручного перемещения клина 1 поворачивается в сторону выдвижения клина из отверстия 15 закладной детали. Клин выводится из отверстия детали и освобождает ее для выемки из формы.
В результате использования устройства обеспечивается надежное прижатие закладной детали к форме, несмотря на колебания их размеров.
Источники информации:
1. Автор. свид. СССР 781063, кл. В 28 В 7/16, бюллетень 43, 1980.
2. Автор. свид. СССР 1409456, кл. В 28 В 7/16, бюллетень 26, 1988.
3. Автор. свид. СССР 895672, кл. В 28 В 7/16, бюллетень 1, 1982.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Устройство для крепления закладной детали к форме, включающее клин, контактирующий рабочей поверхностью с закладной деталью, установленной в форме, и выполненный с возможностью перемещения вдоль формы, отличающееся тем, что рабочая поверхность клина выполнена с возможностью перемещения по поверхности закладной детали и с углом 1-12° к направлению, перпендикулярному направлению установки детали в форме, причем в клине выполнен паз, в котором размещено короткое плечо двуплечего рычага, выполненное с возможностью поочередного взаимодействия с противоположными стенками паза, рычаг шарнирно связан с формой, а длинное плечо рычага служит рукояткой.
2. Устройство по п.1, отличающееся тем, что рабочая поверхность клина выполнена объемной, например конической.
3. Устройство по п.1, отличающееся тем, что клин выполнен с несколькими рабочими поверхностями, соответствующими количеству отверстий закладной детали.
www.freepatent.ru
Закладные детали серия МН, закладные изделия
 Накладные и закладные детали изготовленные согласно серии МН широко используются в строительстве металлоконструкций. Цена крепежных деталей определяется стоимостью металла и работы и зависит от веса изделия. Закладные металлоконструкции изготавливаются на заказ из различных материалов, удовлетворяющих требованиям ГОСТ, СНиП и техническим условиям Заказчика
Накладные и закладные детали изготовленные согласно серии МН широко используются в строительстве металлоконструкций. Цена крепежных деталей определяется стоимостью металла и работы и зависит от веса изделия. Закладные металлоконструкции изготавливаются на заказ из различных материалов, удовлетворяющих требованиям ГОСТ, СНиП и техническим условиям Заказчика
Заказать закладные детали и анкера можно прямо с завода строительных деталей. Пластины с приваренными анкерными деталями предназначены для закладки в фундамент при бетонировании и последующего крепления на них монтируемых конструкций из металла.
Пластины крепятся в бетоне благодаря специальному конструктивному элементу анкерной шпильки из стали. В настоящее время закладные детали используются не только в строительной области Украины, но и в других сферах производства и строительства. Например, при монтаже металлоконструкций, компанией "Схид-будконструкция"применяются накладные детали в качестве необходимых соединительных элементов во всех соединениях с применением сварки металлов.
Закладные детали и изделия серии МН
Что же представляют из себя закладные детали?
Закладные детали по СНиП – это пластины, к которым привариваются изогнутые или же прямые анкерные стержни, закладывающиеся, в свою очередь, в бетон.В опалубке, которая используется для производства бетонных конструкций, устанавливаются анкерные стержни, чем обеспечивается надежное и жесткое крепление закладных деталей в местах, где они далее будут скрепляться между собой. Также арматура может играть роль анкерных стержней, для чего пластины при производстве привариваются непосредственно к арматуре. Крепление к арматурному каркасу должно быть таким, чтобы расчетные усилия действовали вдоль сварных швов.
Закладные детали устанавливают в фундамент после окончания бетонных работ, но до начала схватывания бетона. Выставляют их в строго горизонтальном положении и проверяют нивелиром высотную отметку. Можно применить другую технологию: установка в бетон деревянных брусков, для образования колодцев для монтажа анкерных изделий. Когда бетон затвердеет деревянные бруски удаляют и под ними оказываются подготовленные места для размещения закладываемых деталей. Стальные пластины и анкерные изделия ставятся в колодцы и заливаются специальной смесью, в дальнейшем на них необходимо разместить установочные приспособления. Проваливание пластин в тело фундамента может быть исправлено путем укладки прокладок металла при монтаже. Однако это вызывает дополнительные затраты, не предусмотренные проектом и ухудшает качество монтажных работ, поэтому следует устанавливать закладные детали так, чтобы они выступали за монтажную плоскость.
"Схид-будконструкция", Киев производит закладные изделия в полном соответствии с требованиями ГОСТа и типовыми сериями (Серия 1.400-15 (МН) и Серия 1.400-6.76), а так же любой конструкции и назначения по индивидуальным чертежам в соответствии со спецификой конкретного проекта.
Типовые закладные изделия изготавливают из плоских пластин металла с приваренными к ним анкерными стержнями из рифленой или гладкой арматуры. Анкерные изделия могут использоваться для строительства различных видов конструкций. Это могут быть промышленные, гражданские, сельскохозяйственные сооружения. Крепежные изделия обеспечивают надежное и быстрое соединения строителных элементов между собой.
Расчет закладных деталей и размеры должны соответствовать требованиям рабочих чертежей. Размеры не должны иметь отклонения более чем 5 мм от расчетных, а смещение осей от проектного положения при установке в бетон не должно превышать 5 мм для колонн, ферм, балок покрытий, и 10 мм для остальных изделий. Проектные нагрузки не должны выворачивать и деформировать закладные детали, отрывать их от сварных швов, разгибать арматурные стержни каркасов или анкерные шпильки. При выполнении монтажных работ с жестко установленными соединительными размерами необходимо применять такие закладные детали по ГОСТ, у которых геометрия задана заранее. При монтаже конструкции применяются мастер-плиты и шаблоны. Надежность и жесткость всей конструкции обеспечивается прочными механическими связями, которые обеспечивают крепежные детали. Для соединения монолитных железобетонных конструкций и различных других сборных конструкций с другими конструкциями здания или между собой необходимы металлические конструктивные элементы – закладные детали. ООО "Схид-будконструкция", Киев изготавливает детали из стали следующих типов:• круглой,• листовой,• трубной,• угловой,• плоской.
Закладные изделия для соединения сборных элементов конструкций выполняются из листовой, полосовой, угловой и фасонной прокатной стали толщиной не менее 4 мм. При изготовлении из арматуры класса A-I рекомендуется применять для сварки электроды Э-42, Э-46; при приварке анкерных стержней из арматурной стали классов A-II и A-III к накладным пластинам в раззенкованные отверстия применяют электроды Э-42А, Э-46А, Э-50А; при сварке ванным способом и сварке многослойными швами стали класса A-II - электроды Э-50А и Э-55 и электроды Э-55 и Э-60 при сварке этими же способами элементов из стали класса А-III. При изготовлении накладных пластин, свариваемых из сталей разных классов применяются электроды, рекомендуемые для стали большей прочности.
Рроизводство закладных деталей согласно серий:
1.Серия 1.400-15 «Унифицированные закладные изделия железобетонных конструкций для крепления технологических коммуникаций и устройств»;
Закладные изделия серии 1.400-15 разделены по типу конструкции. Рабочие чертежи изделий разработаны применительно к нормальным условиям эксплуатации. Детали свариваются из пластин или других плоских элементов, которые имеют приваренные анкерные стержни. Технические требования изготовления, правила контроля и приёмки соответствуют ГОСТ 10912-75.2.Серия 1.400-6/76 «Унифицированные закладные изделия железобетонных конструкций зданий промышленных предприятий»;3.Серия 1.400.2-25.93 «Изделия закладные, унифицированные сборных железобетонных конструкций одноэтажных зданий промышленных предприятий»;
Рабочие чертежи разработаны для нормальных условий эксплуатации (согласно снип температура не ниже минус 30С), поэтому изделия изготавливаются из стального проката марок ВСт3кл2 или БСт3кл2, а анкерные стержни из арматурной стали класса А-III марки 25Г2С. Для регионов Украины с холодным климатом возможно изготовление типовых закладных деталей из стали 09Г2С или другой марки стали, предусмотренной в проекте. Также вы можете заказать изготовление различных крепежных деталей по Вашим чертежам и эскизам.
Типы закладных и накладных деталей цена
Стоимость закладных и накладных деталей, цена зависит от марки стали используемой для изготовления, конструкции и веса изделия.
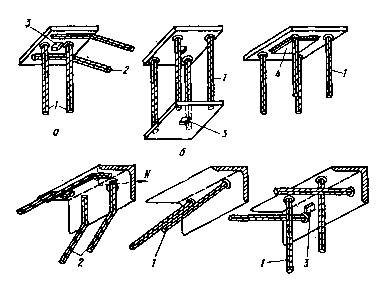 Конструктивно детали подразделяются по месту расположения анкерных стержней на типы:• параллельные (вид б),• наклонные (вид а),• смешанные,• перпендикулярные.
Конструктивно детали подразделяются по месту расположения анкерных стержней на типы:• параллельные (вид б),• наклонные (вид а),• смешанные,• перпендикулярные.
Цена закладных деталей зависит также от типа: открытые конструкции или закрытые детали. Именно продажа закладных конструкций является одним из направлений деятельности нашей украинской компании. Купить закладные детали можно любых форм и размеров, возможно изготовление по чертежам, которые предоставляет непосредственно заказчик. Изделия продаются со склада в Киеве без покрытия, это связано с тем, что голый металл лучше сцепляется с заливаемым бетоном. Также вы можете заказать пластины с цинковым покрытием. Ведь главные требования, предъявляемые к таким элементам, – прочность и надёжность на протяжении всего срока эксплуатации.
При этом основные факторы, влияющие на выбор закладного изделия, таковы: - линейные и высотные параметры конструкции планируемого сооружения; - параметры веса и нагрузки распределяемой на закладную деталь; - место установки и монтажа детали; - наличие арматуры в месте установки крепежного элемента; - согласно СНиП 2.03.01-84 рассчитанный показатель прочности бетона.
sbk.ltd.ua
Способ изготовления закладных деталей
ОПИСАНИЕ 1941078
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советских
Социалистических
Республик (61) Дополнительное к авт. саид-ву— (22) Заявлено 25.04.80 (21) 2917010/25-27 (51) М.Кл. В 23 К 11/10 с присоединением заявки— (23) Приоритет—
Государственный комитет (43) Опубликовано 07.07.82. Бюллетень ¹ 25 (53) УДК 621.791.763.1 (088.8) по делам изобретений и открытий (45) Дата опубликования описания 07.07.82 (72) Авторы изобретения
Ю. И. Воронов и О. Н. Новикова
Всесоюзное научно-производственное объединет(ие - "
«Союзжелезобетон» 1
1 (71) Заявитель (54) СПОСОБ ИЗГОТОВЛЕНИЯ
ЗАКЛАДНЫХ ДЕТАЛЕИ ст
b=0S "
0 Il.1
Изобретение относится к области строительства, в частности к промышленности строительных материалов. Оно непосредственно относится к способам изготовления закладных деталей для железобетонных изделий.
Известен способ изготовления закладных деталей, при котором на пластине предварительно выштамповывают выступ (рельеф) и приваривают к нему стержень контактной точечной сваркой (1).
Способ изготовления закладных деталей с применением контактной рельефной сварки является металлоемким процессом, т. е. конец стержня должен находиться на расстоянии /) 4Й стержня от края пластины. Кроме того, при формовке выступа нарушается плоскостность пластины, а для формовки нужно мощное прессовое оборудование, работающее в тяжелом ре>киме («на удар»). При применении этого способа при сварке должен быть нагрет большой объем мепалла, так как тепло отводится в пластину по всем направлениям.
Известен также способ изготовления закладных деталей для железобетонных изделий, включающий установку стержня на пластину и последующую точечную сварку (2).
Способ изготовления закладных деталей с использованием контактной точечной сварки не обеспечивает необходимой прочности соединения, так как не удается создать необходимой концентрации сварочного тока и ограничена возможность совместной пластической деформации деталей.
Целью изобретения является сокращение расхода электроэнергии и уменьшение металлоемкости закладной детали.
Цель достигается тем, что в способе изготовления закладных деталей для железобетонных изделий, включающем установку стержня на пластину и последующую точечную сварку, в пластине выполняют отверстия, создавая перемычку, на которую укладывают стержень, конец стержня располагают над отверстием, а ширину перемычки определяют из условия получения равнопрочности сварного соенекия н поперечного сечения стержня по формуле: где b — ширина перемычки;
Зт d „— диаметр стержня;
941078 о предел прочности стержня; о " — предел прочности пластины.
На фиг. 1 показана схема приварки стержня к перемычке между отверстиями; на фиг. 2 — - схема приварки стержня к краю пластины.
На пластине 1 высверливают отверстия
2, получают перемычку 3 либо между отверстиями, либо между краем пластины и отверстием. На перемычку 3 укладывают стержень 4 так, чтобы конец его располагался над отверстием, и осуществляют точечную сварку.
Приварка стержня к перемычке позволяет получить необходимую концентрацию сварочного тока при меньшем времени сварки, так как теплоотвод идет в пластине по трем направлениям (в толщину н в обе стороны от стержня) и объем нагреваемого металла ограничен. Это позволяет уменьшить расход электроэнергии при изготовлении закладных деталей.
Перемычку можно создать и непосредственно у края пластины, а это позволит уменьшить длину стержня. При приварке стержня к перемычке, кончик стержня, выступающий за перемычку, может быть меньше 2d,„., что обязательно при использовании контактной рельефной сварки.
Это также уменьшает длину стержня, з следовательно, и расход металла.
Пробивка отверстия требует меньшего усилия пресса, чем при штамповке выступа, не деформирует пластину, в связи с чем отпадает необходимость ее правки, отпадает опасность заклинивания пресса из-за работы «на удар» при формовке выступа. В результате могут использоваться мен1ее мощные и более производительные прессы.
Соответствие ширины перемычки расчетам, произведенным по формуле, позволяет выполнить требование равнопрочности сварного соединения и поперечного сечения стержня, которое предъявляется к закладным деталям для железобетонных конструкций, Это следует из следующих расчетов.
Прочность сварной точки на срез и прочность пластины на разрыв должны быть равны прочности стержня.
Из условия равнопрочности сварной точки на срез и поперечного сечения стержня на разрыв следует соотношение г
4 отсюда !ст
b=0,8
ЦЛ
"ь
Из условия равнопрочности пластины на разрыв поперечного сечения стержня г ст 26 /, цд
4 отсюда
dc c
b=0,4
/1, -ил ь (22
Формула изо бретения
Способ изготовления закладных дета50 лей для железобетонных изделий, включающий установку стержня на пластину и последующую точечную сварку, о т л ич а ю шийся тем, что, с целью сокращения расхода электроэнергии и уменьшения металлоемкости закладной детали, в пластине выполняют отверстия, создавая перемычку, на которую укладывают стержень, конец стержня располагают над отверстием, а ширину перемычек определяют из условия равкопрочности сварного соединения и поперечного сечения стержня по формуле с1 а"
b=0,8 ь
Сравнивая эти выражения, получим, что при соотношении Й, Й„) /г (это имеет
1О место в закладных деталях сборных железобетонных изделий), расчеты надо вести по формуле (1).
Пример осуществления способа.
В пластине из стали марки Ст. 3 толщиной h=5 — 20 мм на механическом прессе пробивают два отверстия, например круглых, диаметром d,:,, =1,0 — 1,2 а стержня. Ширина перемычки b определяется по формуле, исходя из условия равнопрочности сварного соединения и поперечного сечения стержня.
Затем пластину устанавливают на нижнем электроде сварочной машины МТ-1201.
Касательно к перемычке, образованной между отверстиями, устанавливают стержень из стали марки Ст. 35ГС, располагая конец стержня над отверстием. Конец стержня заходит на отверстие на величину, равную 0,5 d„. После этого включают сварочный ток и приваривают стержень к пластине. Сварку пластины толщиной 8 мм и стержня диаметром 14 мм проводят при /„, =10000 и 1„=1 с. Этот вариант выполнения способа приемлем при изготовлении закладных деталей с отогнутым стержнем, Г!еремычка, к которой приваривается стержень, может быть образована между краем пластины и отверстием. Такой ва4! риант может применяться при изготовлении деталей с прямыми стержнями.
Предлагаемый способ обеспечивает сокращение энергозатрат при получении высокой прочности сварного соединения.
941078 ртК
Puz. I
Составитель Л. Комарова
Техред И. Пенчко
Корректор С. Файн
Редактор О. Юркова
Заказ 681/527 Изд. ¹ 178 Тираж 1151 Подписное
НПО
113035, Москва, Ж-35, Раушская иаб., д. 4/5
Тип. Харьк. фил. пред. «Патент» аде b — ширина перемычки;
d„— диаметр стержня; а," — предел прочности стержня,: о," — предел прочности пластины.
Источники информации, принятые во знимание при экспертизе:
1. Авторское свидетельство СССР № 242290, кл. В 23 К 11/20, 1969.
2. Гуляев А. И. Технология точечной и
5 рельефной сварки сталей. М., «Машиностроение», 1978, с. 177, рис. 94 (прототип).



www.findpatent.ru