Что такое напряженная арматура и зачем делают предварительное напряжение арматуры? Преднапряженная арматура технология
Что такое предварительно напряженная арматура
Что такое предварительно напряженная арматураВ строительстве при изготовлении железобетонных конструкций широко применяется предварительно напряженная арматура. Предварительное напряжение заключается в том, что рабочая арматура перед бетонированием натягивается электротермическим способом или специальными домкратами. После затвердения бетона натяжение арматуры снимается. Она при этом стремится занять свое первоначальное состояние и передает окружающему бетону часть сжимающих усилий.Предварительно напряженные железобетонные конструкции по сравнению с обычными могут выдерживать более значительные нагрузки. Это позволяет уменьшить сечение самой конструкции, а, следовательно, сократить расход арматуры и бетона.Железобетонные брусья, при изготовлении которых была использована преднапряженная арматура, широко применяются при производстве сборных железобетонных конструкций, которые используются в жилищном и гражданском строительстве (плиты междуэтажных перекрытий, элементы лестниц, балконов), а также для сооружения водонапорных башен, железнодорожных шпал, цилиндрических резервуаров, силосов, сводов оболочек и пр.Плоские или пространственные арматурные каркасы и сетки изготавливаются на арматурно-сварочных заводах или в специальных арматурных мастерских, оснащенных высокопроизводительным современным оборудованием. На этих предприятиях рационально производить укрупненную сборку элементов арматуры, но при этом необходимо учитывать допускаемые габариты транспорта и грузоподъемность монтажных механизмов. При изготовлении предварительно напряженного изделия в бетоне необходимо создать предварительное обжатие по всему сечению конструкции или только в той зоне, где действуют растягивающие напряжения. Величина этого обжатия должна превышать значение напряжений растяжения, возникающих в бетоне во время его эксплуатации и обычно составляет 50 – 60 кГс/ кв. см. Обжатие бетона осуществляют с помощью сил упругого последействия, которые создает напряжение арматуры.В качестве напрягаемой арматуры обычно применяют высокопрочную проволоку, прутковую или горячекатанную арматурную сталь. Выбор арматуры зависит от типа изделия и оборудования, которое используется для натяжения арматуры.При изготовлении преднапряженных железобетонных изделий применяют одноосное или объемное обжатие бетона. Одноосное обжатие выполняется пучками проволок или отдельными стержнями, которые располагаются вдоль продольной оси будущего изделия. Для объемного обжатия используют навивку напряженной проволоки в нескольких направлениях. Проволоку еще можно навивать на готовое изделие, но с последующей защитой арматуры определенным слоем бетона.Многих людей может заинтересовать вопрос, как сделать преднапряженную арматуру? Для этого существуют различные способы: механический, электротермический, электромеханический, химический.При механическом способе арматуру растягивают осевой нагрузкой, которую создают домкратами или натяжными устройствами. Арматуру сначала натягивают до усилия, составляющего пятьдесят процентов проектного напряжения. Затем это натяжение доводят до величины на десять процентов большей, чем проектное напряжение и выдерживают арматуру в таком состоянии пять минут. Затем натяжение уменьшают до проектной величины.Электротермический способ натяжения состоит в том, что арматуру удлиняют за счет электрического нагрева до определенной температуры. Затем нагретый стержень закрепляется в специальных упорах, препятствующих укорочению стержня после его охлаждения. Арматурные стержни освобождаются от упоров после отвердения бетона, а усилие натяжения передается от арматуры на бетон. Для электротермического натяжения арматурных элементов используют установки с одновременным или последовательным натяжением сразу нескольких стержней. По сравнению с механическим способом, этот метод обладает преимуществами и по простоте оборудования, и по трудоемкости.Передача предварительного напряжения от арматуры на бетон происходит тремя способами:• С помощью сцепления арматурных стержней диаметром 2,5 – 3 миллиметра с бетоном. Если используется арматура большего диаметра, то сцепление обеспечивается за счет устройства вмятин на поверхности арматуры, свивкой специальных прядей, состоящих из двух – трех проволок или использованием арматуры переменного профиля.• С помощью сцепления арматурных прутьев с бетоном, усиленного еще дополнительными анкерными устройствами.• С помощью передачи на бетон усилий натяжения посредством анкерных устройств, расположенных на концах арматурных элементов и без учета сцепления бетона и арматуры.
myremdom.ru
Технология преднапряжения канатной арматуры
Суть технологии преднапряжения с натяжением на бетон в построечных условиях (постнапряжение) заключается в том, что напрягаемая арматура натягивается после бетонирования и набора бетоном достаточной прочности. В результате напрягаемая арматура (канат) лучше воспринимает нагрузки, которые оказывают на нее внешние силы в течение всего срока службы сооружения.
Компания Энерпром осуществляет поставки оборудования для преднапряжения железобетона на строительные объекты. Кроме этого мы оказываем техническую и информационную поддержку на всех стадиях работ - начиная от получения проекта и заканчивая сдачей объекта.
Порядок преднапряжения железобетона
Суть метода в том, что между верхней и нижней арматурной сеткой в будущем перекрытии прокладываются стальные канаты. Их размещают с переменной высотой размещения в зависимости от зоны возникновения напряжения растяжения.
Канаты проталкиваются в каналообразователь (пластиковую оболочку) при помощи проталкивателя каната, чтобы исключить сцепление бетона с канатом. После набора бетоном 70-75% от необходимой прочности канаты подвергаются напряжению и анкеруются. Напряжение производится при помощи гидравлических домкратов-натяжителей.
Домкрат закрепляют напротив одного из, размещенных в бетонной конструкции, анкеров каната (активный анкер) и натягивают канат с определенной силой с помощью маслостанции. В результате происходит передача нагрузки изгиба от бетона на канаты. Метод основан на свойственных бетону особенностях – становиться более устойчивым к разрушению при сжатии.
Преднапряженное армирование
Как известно, бетон очень устойчив к силам сжатия и неустойчив к силам растяжения (прочность бетона при растяжении составляет приблизительно 10% от прочности растяжения). Традиционые железобетонные конструкции перекрытия (плита, балка) при воздействии нагрузки приобретают определенный изгиб, в результате нижняя часть (зона растяжения) поперечного сечения приобретает удлинение. Даже незначительное удлинение достаточно для появления трещин. Стальная арматура, которая обычно размещается в зоне растяжения, чтобы ограничить ширину трещин и взять на себя напряжение растяжения, работает как «пассивное» армирование - она не воспринимает воздействие сил (не включается в общую работу конструкции) до момента, когда бетонная конструкция приобретает изгиб, достаточный для образования трещин.
В случае с постнапряженной железобетонной конструкцией ее армирование работает, как «активное» армирование. Так как канаты подвергнуты напряжению, армирование эффективно (включается в общую работу конструкции), даже если трещины в бетоне не появились. Таким образом, постнапряженные железобетонные конструкции при полной нагрузке могут быть запроектированы с минимальным изгибом и образованием трещин.
Существует два типа систем постнапряженного армирования: несвязанные и связанные.
Несвязанная система постнапряженного армирования
В несвязанной системе постнапряженного армирования канаты с бетоном не находятся в прямой связи. Самые распространенные несвязанные системы постнапряженного армирования – это системы типа одного каната, которые используются для балок и плит перекрытия зданий, для многоэтажных автостоянок и плит на грунте. Элемент системы армирования типа одного каната состоит из семи проволок, покрытых антикоррозийной смазкой и помещенных в пластиковую оболочку и анкеровки, состоящей из литого металлического элемента (анкера) и конического трехлепесткового клина – для заклинивания каната.
Для анкерования каната используются два анкера (на каждом конце по одному), которые передают силу сжатия на конструкцию. Один из анкеров выполняет функцию пассивного анкера, второй - функцию активного анкера. Через активный анкер выполняется растяжение каната, в свою очередь, пассивный анкер обеспечивает анкерование на другом конце каната. В случае длинного элемента системы армирования типа одного каната по длине могут быть введены промежуточные анкеры.
Связанная система постнапряженного армирования
В связанной системе постнапряженного армирования канаты в пластиковой или металлической оболочке расположены два или более каната. Эти канаты подвержены напряжению большими многоарматурными гидравлическими домкратами и заанкерованы в соответствующих анкерах. После выполнения напряжения оболочка каната заполняется цементным раствором, который обеспечивает антикоррозийную защиту, а также связывает канат с бетоном расположенным вокруг оболочки. Связанные системы армирования используются для мостов, вантовых мостов. На стройках эти системы обычно используются только для очень сильно нагруженных балок.
www.enerprom.ru
Преднапряженные конструкции в каркасном строительстве
 |
| Преднапряжение железобетона |
Современные методы карксного строительства используют технологию предварительного напряжения железобетонных конструкций. Преднапряженные конструкции - железобетонные конструкции, напряжение в которых искусственно создаётся во время изготовления, путём натяжения части или всей рабочей арматуры (обжатия части, или всего бетона).
Обжатие бетона в преднапряженных конструкциях на заданную величину осуществляется посредством натяжения арматурных элементов, стремящихся после их фиксации и отпуска натяжных устройств возвратиться в первоначальное состояние. При этом, проскальзывание арматуры в бетоне исключается их взаимным естественным сцеплением, или без сцепления арматуры с бетоном – специальной искусственной анкеровкой торцов арматуры в бетоне.
Трещиностойкость преднапряженных конструкций в 2 – 3 раза больше трещиностойкости железобетонных конструкций без предварительного напряжения. Это обусловлено тем, что предварительное обжатие арматурой бетона, значительно превосходит предельную деформацию натяжения бетона.
Преднапряженный бетон позволяет в среднем до 50% сокращать расход дефицитной стали в строительстве. Предварительное обжатие растянутых зон бетона значительно отдаляет момент образования трещин в растянутых зонах элементов, ограничивает ширину их раскрытия и повышает жесткость элементов, практически не влияя на их прочность.
Преимущества технологии преднапряжения железобетона
 |
Преднапряженные конструкции оказываются экономичными для зданий и сооружений с такими пролетами, нагрузками и условиями работы, при которых применение железобетонных конструкций без предварительного напряжения технически невозможно, или вызывает чрезмерно большой перерасход бетона и стали для обеспечения требуемой жесткости и несущей способности конструкций.
Предварительное напряжение, увеличивающее жесткость и сопротивление конструкций образованию трещин, повышает их выносливость при работе на воздействие многократно повторяющейся нагрузки. Это объясняется уменьшением перепада напряжений в арматуре и бетоне, вызываемого изменением величины внешней нагрузки. Правильно запроектированные преднапряженные конструкции и здания безопасны в эксплуатации и более надежны, особенно в сейсмических зонах. С возрастанием процента армирования сейсмостойкость предварительно напряженных конструкций во многих случаях повышается. Это объясняется тем, что благодаря применению более прочных и легких материалов сечения преднапряженных конструкций в большинстве случаев оказываются меньшими по сравнению с железобетонными конструкциями без предварительного напряжения той же несущей способности, а, следовательно, более гибкими и легкими.
В большинстве развитых зарубежных стран из предварительно напряженного железобетона во все возрастающих объемах изготавливают конструкции перекрытий и покрытий зданий различного назначения, значительную часть изделий, используемых в инженерных сооружениях и в транспортном строительстве; появились производства элементов наружного архитектурного оформления зданий.
Мировой опыт использования технологии преднапряжения
 |
| Телебашня в Торонто |
В мире монолитный железобетон большей частью является предварительно напряженным. В первую очередь, таким способом возводятся большепролетные сооружения, жилые здания, плотины, энергетические комплексы, телебашни и многое другое. Телебашни из монолитного преднапряженного железобетона выглядят особенно эффектно, став достопримечательностями многих стран и городов. Телебашня в Торонто является самым высоким в мире отдельно стоящим железобетонным сооружением. Ее высота 555 м.
Поперечное сечение башни в виде трилистника оказалось весьма удачным для размещения напрягаемой арматуры и бетонирования в скользящей опалубке. Ветровой опрокидывающий момент, на который рассчитана эта башня, составляет почти полмиллиона тоннометров при собственном весе наземной части башни чуть более 60 тыс. т.
В Германии и в Японии из монолитного преднапряженного железобетона широко строятся резервуары яйцевидной формы для очистных сооружений. К настоящему времени такие резервуары возведены суммарной емкостью более 1,2 млн.куб.м. Отдельные сооружения этого типа имеют емкость от 1 до 12 тыс.куб.м.
За рубежом все более широкое применение находят монолитные перекрытия увеличенного пролета с натяжением арматуры на бетон. Только в США таких конструкций ежегодно возводится более 10 млн.куб.м. Значительный объем таких перекрытий сооружается в Канаде.
В последнее время напрягаемая арматура в монолитных конструкциях все чаще применяется без сцепления с бетоном, т.е. не производится инъецирование каналов, а арматуру от коррозии или защищают специальными защитными оболочками, или обрабатывают антикоррозионными составами. Таким образом возводятся мосты, большепролетные здания, высотные сооружения и другие подобные объекты.
 |
Помимо традиционных строительных целей монолитный предварительно-напряженный железобетон нашел широкое применение для корпусов реакторов и защитных оболочек атомных электростанций. Суммарная мощность АЭС в мире превышает 150 млн. кВт, из них мощность станций, корпуса реакторов и защитные оболочки которых построены из монолитного преднапряженного железобетона, составляет почти 40 млн. кВт. Защитные оболочки для реакторов АЭС стали обязательными. Именно отсутствие такой оболочки явилось причиной чернобыльской катастрофы.
Ярким примером строительных возможностей преднапряженного железобетона являются морские платформы для добычи нефти. В мире таких грандиозных сооружений возведено более двух десятков.
 |
| Платформа "Тролл" |
Построенная в 1995 г. в Норвегии платформа "Тролл" имеет полную высоту 472 м, что в полтора раза выше Эйфелевой башни. Платформа установлена на участке моря с глубиной более 300 м и рассчитана на воздействие ураганного шторма с высотой волны 31,5 м. На ее изготовление было израсходовано 250 тыс.куб.м. высокопрочного бетона, 100 тыс. т обычной стали и 11 тыс. т напрягаемой арматурной стали. Расчетный срок службы платформы 70 лет.
Традиционно обширной областью применения предварительно напряженного железобетона является мостостроение. В США, например, сооружено более 500 тысяч железобетонных мостов с различными пролетами. За последнее время там построено более двух десятков вантовых мостов длиной 600-700 м с центральными пролетами от 192 до 400 м. Из предварительно-напряженного железобетона сооружаются внеклассные мосты, которые строятся по индивидуальным проектам. Мосты пролетом до 50 м возводятся в сборном варианте из железобетонных преднапряженных балок.
 |
| Мост "Нормандия" |
Достижения в мостостроении из преднапряженного железобетона имеются и в других странах. В Австралии, в г. Брисбен, построен балочный мост с центральным пролетом 260 м, наибольшим среди мостов этого типа. Вантовый мост "Баррнос де Луна" в Испании имеет пролет 440, "Анасис" в Канаде - 465, мост в Гонконге - 475 м. Арочный мост в Южной Африке имеет наибольший пролет - 272 м. Мировой рекорд для вантовых мостов принадлежит мосту "Нормандия", где пролет 864 м. Ненамного уступает ему мост "Васко де Гама" в Лиссабоне, построенный к Всемирной выставке ЭКСПО-98. Общая протяженность этого мостового перехода превышает 18 км. Основные его несущие конструкции - пилоны и пролетные строения - выполнены из бетона с прочностью при сжатии более 60 МПа. Гарантированный срок службы моста 120 лет по критерию долговечности бетона (в России же в последнее время большепролетные мосты чаще строятся из стали).
Технология преднапряжения монолитного железобетона в России
 |
В России на долю этих изделий приходится более трети общего производства сборных элементов. За рубежом значительное распространение имеет безопалубочное формование плитных конструкций на длинных стендах. Там обычной практикой является производство плит пролетом до 17 м, высотой сечения 40 см под нагрузку до 500 кгс/м2. В Финляндии железобетонные многопустотные плиты под такую же нагрузку выпускаются высотой сечения даже 50 см с пролетом до 21 м, то есть применение предварительного напряжения позволяет выпускать сборные элементы качественно иного уровня. Натяжение канатной арматуры на таких стендах, как правило, групповое при мощности домкратов 300-600 т. Сегодня разработаны различные системы без-опалубочного формования на длинных стендах "Спайрол", "Спэнкрит", "Спандек", "Макс Рот", "Партек" и других, отличающиеся высокой производительностью, применяемой арматурой, технологическими требованиями к бетону, формой поперечного сечения панелей и другими параметрами. На стендах длиной до 250 м изготавливают плиту со скоростью до 4 м/мин, по высоте в пакете можно бетонировать 6 плит. Ширина плит достигает 2,4 м, при максимальном пролете 21 м. Только плит "Спэнкрит" применяют в США более 15 млн. м2 ежегодно.
В свое время длинные стенды для безопалубочного формования по технологии "Макс Рот" появились и в России. Однако эта технология не получила дальнейшего распространения. В широко используемых у нас конструктивных системах зданий соединение элементов осуществляется через закладные детали. В плитах, изготавливаемых на длинных стендах, как правило, методом экструзии, возможности размещения закладных деталей ограничены. Однако для сборно-монолитных зданий плиты без закладных деталей могут найти самое широкое распространение, что и имеет место за рубежом, особенно в Скандинавских странах и в США.
Позднее в России появились линии "Партек" (на заводе ЖБК-17 в Москве, Санкт-Петербурге, Барнауле), что свидетельствует о появлении спроса на такие плиты. Совершенствование конструктивных систем зданий, безусловно, даст толчок к развитию технологии производства плитных изделий.
Затянувшийся российский застой в области применения преднапряженного железобетона частично связан еще и с тем, что у нас не получили должного изучения и применения предварительно-напряженные конструкции с натяжением арматуры на бетон, в том числе в построечных условиях.
«Энерпром» начинает развивать это направление и предлагает ряд оборудования собственной разработки для реализации такой технологии.
www.enerprom.ru
Что такое напряженная арматура и зачем делают предварительное напряжение арматуры?
Что такое напряженная арматура?
Сегодня многие продавцы продают ЖБИ изделия и подчеркивают, что они используют напряженную арматуру. Нередко встречаются такие термины, как «напрягаемая арматура» или «предварительно напряженная арматура». Так что же это такое? Как напрягают арматуру, зачем это нужно и в чем отличаются напрягаемая и ненапрягаемая арматура?
Натяжение напрягаемой арматуры
Все происходит в процессе создания ЖБИ изделия, когда арматуру только располагают в форме. Затем ее необходимо немного растянуть – это могут делать как домкратами, так и другими приспособлениями. Более эффективно получается использовать электричество: через арматуру пропускают очень большой ток, вследствие чего она нагревается и, следовательно, расширяется. Затем ее держат в таком состоянии достаточно долго, в течение всего цикла заливки и затвердевания бетона.
Натяжение напрягаемой арматуры
После чего предварительно напряженную арматуру отпускают, то есть снимают нагрузку: выключают ток или просто снимают напряжение домкратов. Моментально металл сжимается, но не до конца, так как ему мешает бетон. В результате на границе сред бетон и металл создается напряжение: металл хочет сократиться и частично делает это, а бетон пытается вернуть свое положение и растянуть металл снова.
Это позволяет ЖБИ изделиям иметь большую прочность на изгиб. При большом поперечном давлении бетон, который изначально находится в небольшом напряжении, наоборот, ослабевает, так как ему частично удается арматуру растянуть на изгибе, и приобретает необходимую марочную прочность.
Следует сказать, что предварительно напрягаемая арматура широко используется в огромном количестве железобетонных изделий, и сейчас ЖБИ без такого «скелета» представляют собой откровенное меньшинство.
www.mosstroykomplekt.ru
Установка напрягаемой арматуры
Категория: Арматурные работы
Установка напрягаемой арматуры
При изготовлении предварительно напряженных конструкций используют арматуру из высокопрочной стали: горячекатаную классов A-IV и A-V; термически упрочненную Ат-V, At-VI, At-VII; углеродистую холоднотянутую проволоку Bp-II, B-II, арматурные канаты классов К-7 и К-19. Используют два метода натяжения арматуры: на упоры и на бетон.
Натяжение на упоры применяют при изготовлении сборного железобетона. Напрягаемую арматуру при этом натягивают и фиксируют на силовом поясе форм или специальных упорах, вынесенных за пределы форм. Натяжение производят механическим (с применением гидравлических домкратов) или электротермическим способом. При изготовлении железобетонных предварительно напряженных конструкций в силовых формах чаще всего используют электротермический способ натяжения, реже—гидравлическими домкратами. При электротермическом способе арматурные стержни нагревают путем пропускания тока, в результате чего стержни удлиняются. Затем в горячем состоянии их укладывают на упоры формы. В процессе остывания стержни укорачиваются (натягиваются).
Закрепляют стержневую напрягаемую арматуру концевыми анкерами (рис. 83) в виде инвентарных зажимов, опрессованных в холодном состоянии шайб, приваренных коротышей (для арматуры из сталей всех классов диаметром до 22 мм), спиралей и так называемых высаженных головок, получаемых в результате нагревания конца стержня с последующим сплющиванием его (для арматуры диаметром до 40 мм из стали классов A-IIIB, A-IV, A-V, Ат-V, At-VI). Для арматуры диаметром 8… 14 мм из стали классов A-V, Ат-V, At-VI, At-VII применяют спиральные анкеры из горячекатаной аоматупы к.лясся A-I В качестве янкепных устройств для канатов используют опрессованные стальные гильзы и специальные зажимы.

Рис. 1. Арматурные опалубочные блоки перекрытий: 1 — железобетонная плита, 2 — арматурный каркас

Рис. 2. Концевые анкеры напрягаемых арматурных стержней: 1 — стержень, 2 — опрессованная шайба, 3 — высаженная головка, 4 — опорная шайба, 5 — коротыши, 6—инвентарный зажим СЗ-16-25, 7 — спиральный анкер
После того как конструкция забетонирована и бетон достиг проектной прочности, арматуру освобождают от зажимов и сжимающие усилия передаются непосредственно на бетон.
Натяжение на бетон применяют при изготовлении конструкций в построечных условиях. Первоначально бетонируют конструкцию, а затем на бетон, набравший проектную прочность, производят натяжение арматуры.
В балочных конструкциях пролетных строений мостов, плитах перекрытий, монолитных поясах и стенах для установки напрягаемой арматуры устраивают специальные каналы. Для этого перед бетонированием в опалубках устанавливают каналообразователи в виде резиновых, пластмассовых или стальных шлангов с проволочным сердечником, а также стержней с наружной проволочной обмоткой. Во избежание сцепления с бетоном каналообразователи при длине канала до 6 м через каждые 20…30 мин после бетонирования поворачивают вокруг оси, а через 3…4 ч извлекают. В крупноразмерных конструкциях каналообразователи выполняют в виде гофрированных металлических трубок, которые оставляют в бетоне.
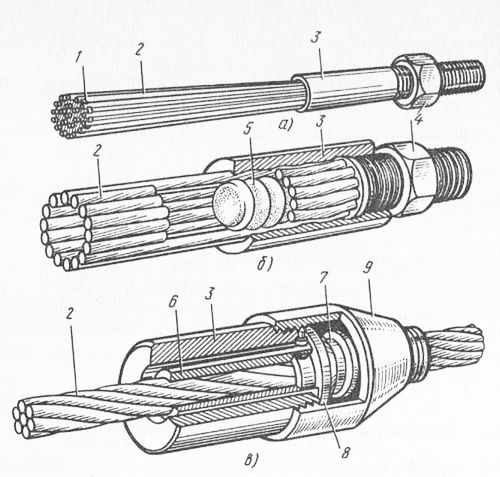
Рис. 3. Арматурный пучок с гильзовым (а) и гильзостер-жневым (б) анкером и полуавтоматическим зажимом (в): 1 — шаблон для образования пучка, 2 — арматурная прядь, 3 — гильза, 4 — гайка, 5 — анкерный стержень, 6—зажимные губки, 7 — пружина, 8 — шайба, 9 — хвостовик
После достижения бетоном проектной прочности в каналы пропускают арматуру в виде пучков высокопрочной проволоки, канатов или стержней. Затем один конец арматуры с помощью цангового зажима закрепляют в торце канала, а другой запрессовывают в стаканный анкер и муфтой соединяют с гидравлическим домкратом. При длине более 10 м напрягаемую арматуру натягивают одновременно с двух концов двумя домкратами.
Для обеспечения монолитности конструкции и защиты напряженной арматуры от коррозии в каналы с помощью специальных инъекторов нагнетают раствор безусадочных или расширяющихся цементов, которые улучшают сцепление арматуры со стенками каналов.
Для натяжения арматуры применяют гидродомкраты одиночного и двойного действия. Гидравлическими домкратами одиночного действия (рис. 85, а) натягивают пучки арматуры с гильзо-стержневыми и гильзовыми анкерами и стержневую арматуру с резьбовым захватом.
Натяжение арматуры производят следующим образом. Соединяют анкерующее устройство с захватом домкрата. С помощью регулировочных устройств устанавливают домкрат так, чтобы его упорная часть плотно соприкасалась с торцовой частью конструкции. В правую часть цилиндра подают рабочую жидкость из гидросистемы, поршень смещается влево, натягивая арматуру. По достижении необходимой степени натяжения шайбу завинчивают до упора с распределительной прокладкой. На этом цикл натяжения заканчивается, снижают давление в правой части гидроцилиндра и освобождают захват от стержня.

Рис. 4. Гидравлические домкраты одиночного (а) и двойного (б) действия: 1 — цилиндр, 2,3 — поршни, 4 — шток, 5 — захват, 6 — арматура, 7—прокладка, 8— шайбы, 9—обоймы для крепления арматуры, 10 — пробка
Гидравлические домкраты двойного действия (рис. 85, б) используют для натяжения пучков арматуры с использованием клиновых анкеров. Гидродомкрат представляет собой цилиндр /, внутри которого помещен второй цилиндр, выполняющий роль поршня 3. Основной цилиндр снабжен обоймой 9 с клиновыми пазами, в которых с помощью клиньев закрепляют натягиваемые проволоки. С помощью гидронасоса рабочая жидкость подается из резервуара в левую часть цилиндра, перемещая цилиндр влево относительно неподвижного поршня. Когда усилие станет равным расчетному, поступление жидкости в левую часть цилиндра автоматически прекращается и она начинает поступать в правую часть. При этом начинает движение шток, который расклинивает напрягаемую проволоку стальной пробкой. На этом цикл натяжения заканчивается. После снятия гидродомкратов выступающие части арматуры срезают.
Натягивают арматуру плавно, увеличивая силу натяжения ступенями по 3…5 /кН, доводят ее до значения, превышающего расчетное на 5%. Затем ее снижают до требуемых значений, после чего закрепляют арматуру. Для выполнения работ по натяжению арматуры промышленность выпускает натяжные установки, которые включают в себя гидравлические домкраты СМЖ-82А, СМЖ-84А, ДГ-100-2, ДГ-200-2, СМЖ-7Ж8.01 и насосные станции, расположенные на тележке. Гидравлические домкраты выпускают с усилием 600, 800, 1500 и 2000 кН.
Для производства предварительно напряженных конструкций в заводских условиях применяют установку СМЖ-737. Она предназначена для натяжения стержней арматуры и состоит из гидравлического домкрата СМЖ-82А и насосной станции СМЖ-737.01. Гидродомкрат соединяют с насосной станцией шлангами высокого давления и подвешивают с помощью тали к монорельсу. Насосную станцию размещают на тележке, она состоит из насоса, электродвигателя, системы трубопроводов и контрольно-измерительной аппаратуры.
Натяжение стержневой арматуры осуществляют следующим образом. Арматурный стержень одним концом закрепляют на форме, а на другой конец навертывают анкерную гайку, которую закрепляют в захвате домкрата. Масло под давлением подается в штоковую полость гидроцилиндра и перемещением поршня производится натяжение арматурного стержня до заданной величины. Силу натяжения контролируют по манометру.
Для безопасного ведения работ по натяжению арматуры натяжные устройства снабжают защитными экранами, выполненными из нескольких слоев досок толщиной 60…80 мм.
Гидравлические домкраты перед применением должны быть протарированы с тем манометром и насосной станцией, которые будут использованы в производственных условиях.
Арматуру на стендах рекомендуется натягивать в два этапа: сначала с усилием 40…50% от расчетного, затем после проверки правильности ее расположения производят окончательное натяжение.
Контролируют натяжение арматуры по удлинению арматурных стержней или прядей и по показаниям манометра. Силу натяжения определяют по показаниям манометра. От точности натяжения арматуры зависит степень предварительного напряжения бетона и в конечном счете надежность работы конструкции при эксплуатации. Манометры необходимо тарировать вместе с гидродомкратами или насосными станциями не реже одного раза в три месяца и после каждого ремонта.
Силу натяжения арматуры контролируют специальными приборами (ПРО-V, ПИН, ИПН), которые измеряют силу оттягивания арматурного элемента или регистрируют собственную частоту колебаний напряженной арматуры.
При выполнении арматурных работ следует строго соблюдать требования техники безопасности.
Заготовку арматуры выполняют в специально предназначенных и оборудованных местах. Рабочие места, предназначенные для растяжения бухт и выпрямления арматуры, а также для обработки стержней, выступающих за габариты верстака, ограждают.

Рис. 5. Устройство для натяжения стержневой арматуры СМЖ-737: 1 — насосная станция, 2 — гидродомкрат, 3 — монорельс, 4 — шланг, 5 — насос, 6 — тележка
В местах общих проходов шириной менее 1 м торцовые части стержней арматуры закрывают щитами.
Рабочие места, предназначенные для натяжения арматуры, со стороны прохода ограждают; высота ограждения должна быть не менее 1,8 м; устройства для натяжения арматуры оборудуют сигнализацией, которая приводится в действие при включении привода натяжного устройства.
При монтаже арматуры на объекте руководствуются общими требованиями безопасности, обязательными при выполнении строительно-монтажных работ. Особое внимание уделяют мероприятиям по защите от поражения электротоком. Все сварочные трансформаторы заземляют. Рабочие должны иметь средства индивидуальной защиты (резиновые сапоги и перчатки, брезентовую спецодежду, защитные маски и т. п.).
Запрещается стоять на привязанных или приваренных хомутах или стержнях, находиться на опалубочных блоках до полного их закрепления.
Арматурные работы - Установка напрягаемой арматурыgardenweb.ru
Преднапряженная арматура в строительстве

Арматуру — используемую в строительстве подвергают различной классификации. Это необходимо для того, что выбрать именно то, что необходимо под определенную конструкцию и вид работ.
Кроме деления по профилю, диаметру, и классу, существует также деление на ненапрягаемую и напрягаемую арматуру. Этот момент очень важен, поскольку компании, для которых основным бизнесом является продажа металлопроката, часто о нем забывает. Напряжение внутри арматуры достигается при помощи предварительного растяжения арматуры. Важно отметить, что с предварительным напряжением используют горячекатаную арматуру класса от А600 до А1000, а также холоднодеформированную В500 и Вр500, канатную Кр1400. Такая арматура имеет значительный диаметр и значение предела текучести. Это необходимо для того, чтобы арматура в процессе предварительного напряжения не теряла свои прочностные характеристики и не получила предельно допустимы деформации.
Предварительное напряжение в арматуре задается двумя способами.
- Так называемый стендовый метод
- Метод обжатия бетоном.
Стендовый метод
Первый способ разделяется на несколько методов: механический, электротермический, и электротермо-механический, то есть смешанный. Несмотря на кажущиеся различия, технология во многом у этих методов схожа друг с другом. При механическом методе арматуру натягивают на упоры и растягивают, после чего в форму заливают бетон, при наборе передаточной прочности арматуру отпускают. При сжатии бетон затормаживает арматуру, не давая ее окончательно сжаться. В итоге в арматуре появляются сжимающие усилия. Это крайне важно для элементов, работающих на растяжение. Электротермический способ во многом схож с механическим, только в это служат к арматуре подводят электричество и разогревают до высокой температуры, в процессе остывания задаются усилия обжатия арматуры. Смешанный способ является результатом одновременного использования и механического и электротермического.
Метод обжатия бетоном
Метод обжатия бетоном представляет собой метод, при котором элемент полностью набирает свою массу без использования арматуры, однако в нем оставляют отверстия, в которые вставляют пластиковые трубки. Таким образом, арматуру продевают через отверстия и растягивают, задавая напряжение. После этого пространство в отверстиях между арматурой и трубкой замоноличивают бетоном под давлением. Такой способ крайне эффективен для изготовления большепролетных конструкций, например, ферм промышленных и специальных зданий. Элементы с предварительным напряжением позволили расширить возможности строительства.
kayrosblog.ru
История применения преднапряженного бетона (преднапряжения) в отечественном строительстве.
Главная » Инфо » Библиотека » История применения преднапряженного бетона (преднапряжения) в отечественном строительстве.| Автор доклада : ВОЙЛОКОВ И.А. | доцент кафедры «Технология, организация и экономика |
| строительства» Государственного образовательного | |
| учреждения высшего профессионального образования | |
| «Санкт-Петербургский Государственный политехнический | |
| университет», член НТО Строителей Северо-Запада |
За многие годы эволюции строительных материалов ученые всегда стремились создать некий суррогат камня, как следствие появился бетон, увы обладающий весьма отрицательным качеством — невысокой прочностью при растяжении. Использование стальной арматуры, фибры позволяют бетону не разрушаться, но все же на его поверхности появляются трещины; данное условие можно исключить применив арматуру и фибру одновременно, но в этом случае конструкция будет материалоемка и экономически невыгодна. Поэтому, чтобы повысить эксплуатационные свойства конструкций в целом, требовалось найти новое решение данной проблемы. Оно было найдено. На стадии изготовления или строительства создается напряженное состояние в конструкции: знак напряжения в бетоне становится противоположен знаку напряжения от эксплуатационной нагрузки.
Преднапряжение было изобретено Эженом Фрейссине почти сто лет назад, хотя пальму первенства с ним может разделить и россиянин Виктор Васильевич Михайлов. Ещё в 1936 году прошлого века, при защите В. В. Михайловым диссертации, он не нашел всеобщего понимания в среде ученых. Трудность понимания заключалась в том, что не все могли понять, как можно предварительно натянуть арматуру почти до разрыва, а затем нагрузить конструкцию полной расчетной нагрузкой, и она при этом будет работать так, что трещины в растянутом бетоне конструкции не появятся вплоть до исчерпания её несущей способности. Тем не менее, данная теория с успехом была доказана и получила путевку в жизнь.
Хотя, в той же самой передовой Германии до последнего времени, нельзя было применять напрягаемую арматуру вне сечения бетонной конструкции, разрешение на применение данной технологии вышло совсем недавно, а сегментная сборка железобетонных мостов с помощью натяжения арматуры запрещена и по сей день.
В Советском Союзе использование предварительного напряжения было весьма популярным, оно применялось в промышленном, жилищном, транспортном и специальном строительстве. Предварительно напряженных конструкций выпускалось более 30 млн. м³ в год, что составляло порядка 20% общего объема производства сборного железобетона. Здесь мы действительно занимали передовые позиции.
Наибольшее распространение получила технология натяжения арматуры на упоры. Данный метод стал так хорошо использоваться, благодаря, прежде всего, внедрению электротермического способа натяжения стержневой арматуры.
Сущность данного способа натяжения арматуры заключается в том, что арматурную заготовку (стержневую, проволочную или прядевую), нагретую электрическим током до нужного удлинения, закрепляют в нагретом состоянии в жестких упорах или на торцах затвердевшего элемента. Специальные упоры и торцы препятствуют укорочению заготовки при остывании, благодаря чему в ней возникают заданные растягивающие напряжения. Требуемую арматурную заготовку, предназначенную для натяжения на упоры форм, поддонов или стендов, снабжают по концам анкерами, расположенными так, чтобы расстояние между внутренними (опорными) плоскостями анкеров было на заданную величину меньше расстояния между наружными гранями упоров. Удлиненная заготовка должна свободно укладываться в нагретом состоянии между упорами. Для стержневой арматуры максимальная температура нагрева не должна превышать 350°, а для проволочной — 300°С.
Благодаря авторам этого способа были сэкономлены миллионы тонн дефицитного тогда металла и резко улучшена технология и экономика конструкций.
Одновременно с этим способом был введен и электротермомеханический (комбинированный) способ натяжения. Он сочетает в себе электротермический и механический способ натяжения, осуществляемые одновременно. При электротермомеханическом способе натяжения около 50% напряжения обеспечивается механическим натяжением и 50% при остывании нагретой проволоки. Это вдвое увеличивает производительность машин, облегчает их конструкцию, позволяет повысить контролируемое предварительное напряжение. Особенно эффективен этот способ при натяжении арматуры на затвердевший бетон криволинейных элементов, так как он позволяет снизить неравномерность натяжения и уменьшить потери натяжения в результате трения.
Успех был закреплен в 60-х годах, на волне тотального увлечения сборным железобетоном, именно, предварительно напряженный рассматривался, как один из основных конструкционных материалов.
В этот период ученые и специалисты отрасли разработали значительный объем нормативно-технической литературы по расчету, проектированию и технологии изготовления предварительно напряженных железобетонных конструкций, что стало надежным фундаментом для дальнейшего эффективного развития этого направления. Одним из основных документов стал ВСН 117–65; хотя он и был разработан для мостов, в целом рассматривал почти все технологические аспекты предварительно напряженного бетона. Как следствие, используемый нами в настоящее время СНиП 2.03.01–84 прямо указывает: «При выборе элементов должны предусматриваться преимущественно предварительно напряженные конструкции…».
Дальнейшее развитие предварительного напряжения оказало серьезное влияние на технологии высокопрочных бетонов. В преднапряженных конструкциях появилась возможность максимально эффективно использовать повышенную прочность бетона при сжатии.
В Советском Союзе появились линии «Partek». Данные высокопроизводительные линии позволяли и позволяют производить плиты безопалубочным способом. Они установлены в Москве на ЖБК-17, в Санкт-Петербурге на объединении «Баррикада» и в Барнауле. Технология заключается в том, что арматура или тросы предварительно напрягаются и заливаются бетоном, впоследствии плиты разрезаются на требуемую длину. Главное — это избежать так называемого проскальзывания арматуры, т. е. когда её окончания углубляются в тело бетона относительно края плиты, таким образом, само преднапряжение, как таковое, ослабевает.
С началом перестройки процесс интенсивного развития преднапряженного железобетона был фактически остановлен. Мы потеряли темп развития строительной и железобетонной отрасли в частности. Повсеместно происходила остановка производств. Стенды, опалубка, металлоемкое оборудование уходило в металлолом. Только Москва сумела сохранить определенный задел в данной отрасли.
Сильнее всего пострадал и снизился объем применения сборных предварительно напряженных конструкций. Объем выпуска преднапряженных конструкций упал более, чем в 10 раз, в то время, как объем выпуска железобетонных конструкций без предварительного напряжения снизился в 6 раз. Этому есть несколько причин, в том числе и сильно подорожавшая электроэнергия, что сделало электротермический способ натяжения арматуры экономически невыгодным.
В настоящее время фактически все регионы в России обладают производственными мощностями, способными производить более 1 млн. м³ в год сборного, в том числе предварительно напряженного железобетона. Достаточно велика и номенклатура изделий, которые целесообразно изготавливать с предварительным напряжением: покрытия зданий, пролетные строения и опоры мостов, железобетонные сваи и трубы, шпалы, градирни, опоры ЛЭП и мачты освещения, телебашни, защитные оболочки, морские и шельфовые сооружения, плавучие доки, корпуса понтонов и многое другое.
Альтернативой традиционным шпалам и шпалам из фибробетона являются шпалы с использованием технологии предварительно напряженного бетона. Данные изделия показывают высокую эксплуатационную надежность предварительного напряжения. В мире, в настоящее время их установлено более миллиарда штук. Жесткие динамические нагрузки, ощутимые температурные перепады, увлажнение и высушивание, замораживание и оттаивание, воздействие нефтепродуктов и других агрессивных веществ предъявляют исключительно высокие требования к надежности и долговечности этих изделий. Есть участки железной дороги, где преднапряженные железобетонные шпалы прослужили более 40 лет и не имеют каких-либо существенных повреждений.
За рубежом из сборного предварительно напряженного железобетона все больше и больше наращивается объемов конструкций перекрытий и покрытий зданий различного назначения, значительная часть изделий, используемых в инженерных сооружениях и в транспортном строительстве; появились производства элементов наружного архитектурного оформления зданий. Если же обратиться к истории, то в 70-е годы в Советском Союзе получили широкое развитие пространственные конструкции покрытий, в качестве примера может служить здание торгового центра в Челябинске, построенное в 70-х годах прошлого века. Покрытие торгового зала с размером в плане 102×102 м, выполненное в виде сборно- монолитной железобетонной оболочки положительной гауссовой кривизны, опертой шарнирно только по контуру, является уникальной конструкцией. Проектирование сборно-монолитной преднапряженной железобетонной оболочки выполнил Ленинградский проектный институт № 1.
В США от общего объема производства сборных железобетонных изделий в 26 млн. м³ преднапряженные конструкции составляют 40%. Четверть из них — так называемые плиты Т и 2Т, в поперечном разрезе представляющие одинарную и двойную букву Т. Плиты «на пролет» широко производятся также в Великобритании, Германии, Венгрии, Польше и в других странах.
Большая часть стропильных и подстропильных балок, ферм, ригелей, стеновых панелей изготовляют также предварительно-напряженными, с применением высокопрочной проволочной и стержневой арматуры и бетонов с прочностью до 70 МПа.
К сожалению, общий экономический кризис в области применения сборного, в том числе и преднапряженного железобетона, частично связан ещё и с тем, что у нас не получили должного изучения и применения предварительно напряженные конструкции с натяжением арматуры на бетон, в том числе в построечных условиях. В связи с этим, практически отсутствует современное, эффективное, отечественное оборудование для реализации такой технологии на практике. Но западные технологи не стояли на месте. Сегодня в мире из преднапряженного монолитного железобетона возводятся промышленные, гражданские и жилые здания, плотины и энергетические комплексы, телебашни и многое другое.
Высотные сооружения, особенно такие, как телебашни из монолитного преднапряженного железобетона, выглядят особенно эффектно, став достопримечательностями многих стран и городов. В качестве примера может служить телебашня в Торонто (Канада), она является самым высоким в мире отдельно стоящим железобетонным сооружением. Её высота 555 м. Конструкция поперечного сечения башни в виде трилистника оказалась весьма удачным решением для размещения напрягаемой арматуры и бетонирования в скользящей опалубке. Ветровой опрокидывающий момент, на который рассчитана эта башня, составляет почти полмиллиона тоннометров при собственном весе наземной части башни чуть более 60 тыс. т.
За счет применения гидротехнических бетонов и преднапряжения в Германии и в Японии широко строятся тонкие оболочки яйцевидной формы для очистных сооружений. К настоящему времени такие резервуары возведены суммарной емкостью более 1,2 млн. м³. Отдельные сооружения этого типа имеют емкость от 1 до 12 тыс. м³. В западном полушарии, в таких странах как Канада и США, ежегодно возводится более 10 млн. м3 конструкций монолитных перекрытий увеличенного пролета с натяжением арматуры на бетон.
С развитием технологий напрягаемая арматура в монолитных конструкциях все чаще применяется без сцепления с бетоном, т. е. не производится инъецирование каналов, а арматуру от коррозии или защищают специальными защитными оболочками, или обрабатывают антикоррозионными составами. Данная технология наиболее часто используется при строительстве мостов, большепролетных перекрытий, высотных сооружений и других подобных объектов.
Где, как не при строительстве АЭС, можно применять монолитный предварительно напряженный железобетон? Именно в области атомной энергетики он нашел широкое применение, из него изготавливаются корпуса реакторов и защитных оболочек атомных электростанций. Суммарная мощность АЭС в мире превышает 150 млн. кВт, в том числе мощность станций, корпуса реакторов и защитные оболочки которых построены из монолитного преднапряженного железобетона, составляет почти 40 млн. кВт. Защитные оболочки для реакторов АЭС стали обязательными. Именно отсутствие такой оболочки явилось причиной чернобыльской катастрофы.
Широкое распространение преднапряженный бетон получил и в гидротехническом строительстве, ярким примером его строительных возможностей являются морские платформы для добычи углеводородов. В настоящее время таких сооружений возведено более двух десятков.
Ярким примером такой платформы может служить построенная в 1995 г. в Норвегии платформа «Тролл». Она имеет полную высоту 472 м, что в полтора раза выше Эйфелевой башни. Платформа установлена на участке моря с глубиной более 300 м и рассчитана на воздействие ураганного шторма с высотой волны 31,5 м. На её изготовление было израсходовано 250 тыс. м³ высокопрочного бетона, 100 тыс. т обычной стали и 11 тыс. т напрягаемой арматурной стали. Расчетный срок службы платформы 70 лет.
Традиционно обширной областью применения предварительно напряженного железобетона является мостостроение. В США, например, сооружено более 500 тысяч железобетонных мостов с различными пролетами. За последнее время там построено более двух десятков вантовых мостов длиной 600–700 м с центральными пролетами от 192 до 400 м. Из предварительно напряженного железобетона сооружаются внеклассные мосты, которые строятся по индивидуальным проектам. Мосты пролетом до 50 м возводятся в сборном варианте из железобетонных преднапряженных балок. В Австралии, в г. Брисбен, построен балочный мост с центральным пролетом 260 м, наибольшим среди мостов этого типа. Вантовый мост «Баррнос де Луна» в Испании имеет пролет 440, «Анасис» в Канаде — 465, мост в Гонконге — 475 м. Арочный мост в Южной Африке имеет наибольший пролет — 272 м. Мировой рекорд для вантовых мостов принадлежит мосту «Нормандия», где пролет 864 м. Ненамного уступает ему мост «Васко да Гама» в Лиссабоне, построенный к Всемирной выставке ЭКСПО-98. Общая протяженность этого мостового перехода превышает 18 км. Основные его несущие конструкции — пилоны и пролетные строения — выполнены из бетона прочностью при сжатии более 60 МПа. Гарантированный срок службы моста 120 лет по критерию долговечности бетона.
Начало массового строительства преднапряженных монолитных пролетных строений связано с реконструкцией МКАД и транспортных лучей от Москвы: Видновкая эстакада на Ново-Каширском шоссе, путепровод на 106 МКАД, Дмитровский и Ярославский путепроводы в теле МКАД, направленный съезд на Ленинградской развязке МКАД, уникальная транспортная развязка на пересечении Московского шоссе и КАД в Санкт-Петербурге и другие объекты. Эстакадная часть мостового перехода через р. Оку на Каширской трассе включает в себя даже три типа пролетных строений: cборные, сборно-монолитные и монолитные. Применение трех технологий на одном сооружении позволило сделать сравнительный анализ эффективности каждой из них и в дальнейшем применять их исходя из совокупности определенных построечных условий.
В 2006 году в Азербайджане в городе Баку введены в действие две эстакады с монолитными преднапряженными пролетными строениями, причем одно из них коробчатого сечения с пониженной высотой. Оборудование, материалы и технология преднапряжения — из России. В этом году азербайджанские коллеги строят ещё четыре сооружения.
С применением российских технологий и оборудования начинается строительство монолитного путепровода в столице Украины городе Киеве. У нас в России сейчас проектируется несколько мостовых переходов с использованием данной технологии. Лидером в проектировании таких мостовых переходов является институт «Стройпроект» и «Омскмост». Из последних проектов «Стройпроекта " можно выделить вантовый мост через реку Неву, он имеет название Обуховский. Большой Обуховский мост является частью Кольцевой автодороги. Первая очередь моста была открыта 15 декабря 2004 года. Полная длина мостового перехода — 2824 м, длина самого вантового моста — 994 м, длина руслового пролета — 382 м. Подмостовой габарит (расстояние от уровня воды до пролета моста) — 30 м. Ширина моста — 8 полос движения, по 4 в каждом направлении.
Но мостовые сооружения не занимают господствующее место в объеме капитального строительства России. Приоритетные объемы за объектами ПГС: жилищные комплексы, торговые центры, автостоянки, производственные и складские помещения. Кроме того, гигантскими темпами развивается строительство домов частного сектора, где работы выполняют в основном рабочие низкой квалификации. При проектировании несущих конструкций у большинства проектных организаций преобладает традиционный, сложившийся десятилетиями, подход: шаг несущих колонн — 6 -9 м, толщина плиты — 300 мм, класс бетона — не выше В20.
По последним данным в промышленно-гражданском строительстве, в европейских странах более 70% преднапряженнных железобетонных конструкций зданий (класс бетона не ниже В35), в США более 80%. Строят просторно, надежно. Если это торговый центр или офисные помещения-то почему бы не увеличить шаг колонн до 20 м и более, многоярусная парковка — пролеты не менее 17,5 м. В России тоже необходимо подходить к новому строительству с этих позиций.
Общую мировую тенденцию повышения эффективности сборных железобетонных конструкций можно показать на примере плит перекрытий. В России на долю этих изделий приходится более трети общего производства сборных элементов. За рубежом значительное распространение имеет безопалубочное Общую мировую тенденцию повышения эффективности сборных железобетонных конструкций можно показать на примере плит перекрытий. В России на долю этих изделий приходится более трети общего производства сборных элементов. За рубежом значительное распространение имеет безопалубочное формование плитных конструкций на длинных стендах. Там обычной практикой является производство плит пролетом до 17 м, высотой сечения 40 см под нагрузку до 500 кгс/м². В Финляндии железобетонные многопустотные плиты под такую же нагрузку выпускаются высотой сечения даже 50 см, с пролетом до 21 м, то есть применение предварительного напряжения позволяет выпускать сборные элементы качественно иного уровня. Натяжение канатной арматуры на таких стендах, как правило, групповое при мощности домкратов 300–600 т. Сегодня разработаны различные системы безопалубочного формования на длинных стендах «Спайрол», «Спэнкрит», «Спандек», «Макс Рот», «Партек» и других, отличающиеся высокой производительностью, применяемой арматурой, технологическими требованиями к бетону, формой поперечного сечения панелей и другими параметрами. На стендах длиной до 250 м плиту изготавливают со скоростью до 4 м/мин, по высоте в пакете можно бетонировать 6 плит. Ширина плит достигает 2,4 м, при максимальном пролете 21 м. Только плиты «Спэнкрит» применяют в США более 15 млн. м² ежегодно.
В свое время длинные стенды для безопалубочного формования по технологии «Макс Рот» появились и в России. Однако эта технология не получила дальнейшего распространения. В широко используемых у нас конструктивных системах зданий соединение элементов осуществляется через закладные детали. В плитах, изготавливаемых на длинных стендах, как правило методом экструзии, возможности размещения закладных деталей ограничены. Однако для сборно-монолитных зданий плиты без закладных деталей могут найти самое широкое распространение, что и имеет место за рубежом, особенно в скандинавских странах и в США.
Есть три основных типа арматурно-намоточных агрегатов:
- стационарный арматурно-намоточный автомат, предназначенный для работы в составе агрегатно-поточной линии;
- арматурно-намоточный агрегат с вращающейся платформой для навивки арматуры на объемные, криволинейные или круглые элементы емкостей, тоннелей, водоводов и др. сооружений;
- арматурно-намоточный комплекс в составе стенда длиной до 72 м, самоходной арматурно-намоточной машины, машин для обрезки арматуры, для укрывания изделий при ТВО и для чистки стенда после снятия с него изделия. Этот комплекс позволяет изготавливать практически любые необъемные изделия с двухосным напряженным или ненапряженным армированием, в том числе формы с напряженным армированием всех элементов решетки и обоих поясов.
Имея на производстве такие агрегаты, можно изготавливать обширную номенклатуру современных конструкций и изделий различного назначения, в том числе элементы городского благоустройства.
Как уже говорилось ранее, важное значение имеет расширение области применения предварительного напряжения. Например, его можно широко и эффективно использовать в гражданском и жилищном строительстве. Несущий каркас такого здания представляет собой стержневую систему, выполняемую в монолите или из отдельных элементов, с натяжением арматуры непосредственно в процессе строительства. Рассчитанный с использованием новейших методов, учитывающих геометрическую и физическую нелинейность, такой каркас на 20–40% легче, чем традиционные. Перекрытия и внутренние стены здания сооружаются путем заполнения соответствующих частей каркаса монолитным пенобетоном с необходимыми физико-механическими и эксплуатационными свойствами. В перекрытиях используется пенобетон с объемной массой 1000–1200 кг/м³. Для внутренних стен применяется пенобетон с объемной массой 450–550 кг/м³. Пенобетон с объемной массой до 200 кг/м³ используется в качестве монолитного утеплителя наружных стен. При этом внутренний и наружный слои таких стен могут быть из любых материалов, соответствующих архитектурным, эксплуатационным и другим требованиям.
При сооружении зданий по предлагаемой технологии используются новые приемы возведения преднапряженного каркаса, а все работы по приготовлению и укладке монолитного поробетона выполняются одним агрегатом, что позволяет снизить суммарные трудозатраты на строительство более, чем в два раза. Собственный вес здания снижается в 2–2,5 раза, и почти вдвое снижается его себестоимость. Таким образом, вместо одного обычного здания получаются два в безригельном исполнении, с увеличенными пролетами и с широкими возможностями для планировки. Кроме прочего, такие здания обладают высокой сейсмостойкостью, надежностью и долговечностью, а после исчерпания срока службы могут быть легко разобраны, чего не скажешь о зданиях со сварными соединениями в каркасе.
На базе этой технологии может быть сделан существенный шаг вперед в области высотного строительства, где основная проблема связана с тем, что верхние этажи чрезвычайно нагружают нижние. В предлагаемом варианте этажность здания может быть увеличена вдвое без повышения нагрузки на нижний этаж и основание.
Существующий опыт показывает высокую эффективность применения предварительного напряжения в монолитных плитных фундаментах большой протяженности, в монолитных безбалочных перекрытиях, в опорных устройствах и постаментах под тяжелое оборудование, в несущих монолитных конструкциях подземных сооружений, в том числе многоэтажных. Широко используется данная технология и в конструкциях полов. Имеются интересные примеры предварительного напряжения при реставрации памятников старины.
Исключительно плодотворной является идея двух- и трехосного напряжения конструкций. Обширные исследования в этой области были проведены профессором В. В. Михайловым и его учениками. В. В. Михайлов разработал даже проект башни высотой 2 км, смонтированной из трехосно предварительно напряженных элементов заводского изготовления. Расчетные сопротивления сжатию в стойках башни составляли 150 МПа. Между тем, эти конструкции, имеющие спиральную преднапряженную арматуру, запроектированы из бетона прочностью всего 60 МПа. При реальных их испытаниях напряжения в элементе достигали 300 МПа с сохранением линейной связи между напряжениями и деформациями до напряжений в 150 МПа.
На практике эта идея была реализована в объемно-напряженных архитравах гидравлических прессов. В них бетон работал упруго при напряжениях, втрое превышающих его кубиковую прочность. Проще говоря, предварительное напряжение в трех направлениях позволяет создавать качественно иной железобетон. Причем повышение несущей способности материала достигается конструктивными, а не технологическими приемами.
Предварительное напряжение бетона в конструкции демонстрирует новые возможности и определяет перспективу развития железобетона в качестве материала для возведения современных зданий и сооружений.
Идея применения предварительного напряжения в железобетоне в свое время оказалась настолько плодотворной, что в 1953 году была основана Международная федерация по предварительно напряженному железобетону — ФИП. Первым её президентом стал Эжен Фрейссине. Почти за полвека своего существования федерация получила значительное развитие. В последнем XIII конгрессе ФИП в Амстердаме приняли участие более полутора тысяч человек. На этом конгрессе ФИП объединилась с Европейским комитетом по бетону — ЕКБ и теперь называется ЕКБ-ФИП или ФИБ. Членами ФИБ являются национальные ассоциации по железобетону многих стран, в том числе и России.
Поступательному развитию производства преднапряженного железобетона способствует дальнейшее улучшение прочностных и технологических свойств применяемых материалов. Конец XX века ознаменовался разработкой особо прочных бетонов и неметаллической арматуры на основе углепластиков, открывающих новые возможности совершенствования конструктивно-технологических решений зданий и сооружений и методов предварительного напряжения. Этому также должно способствовать расширение исследований новых материалов высоких технологий, разработка конструктивных и проектных решений принципиально нового уровня.
В XXI столетии по всей стране должно развернуться массовое строительство автомобильных дорог, что потребует возведения большого количества мостов малых, средних и больших пролетов. Международный опыт говорит, что автодорожные мосты целесообразно строить из преднапряженного железобетона.
В производстве конструкций для зданий различного назначения целесообразно существенно увеличить долю механического натяжения арматуры, расширить выпуск непрерывно армированных и самонапряженных конструкций, увеличить применение зданий с натяжением арматуры в построечных условиях.
Имеет смысл большее внимание уделить разработке различных предсамонапряженных железобетонных конструкций, в которых комплексно используются механическое натяжение высокопрочной арматуры и преимущества напрягающего бетона.
Для крупных инженерных сооружений следует применять предварительно напряженные железобетонные конструкции с натяжением арматуры на бетон, а для напрягаемой арматуры использовать канаты и высокопрочную стержневую арматуру больших диаметров, производство которых должно быть освоено металлургической промышленностью.
Широкое использование преднапряженного железобетона открывает значительные возможности для снижения расхода стали в строительстве. Это может быть достигнуто, главным образом, за счет уменьшения металлоемкости ряда железобетонных несущих и ограждающих конструкций, а также путем замены металлических конструкций железобетонными.
Нет сомнения, что развитие производства предварительно напряженного железобетона необходимо для дальнейшего совершенствования отечественного капитального строительства. В прошлом году в экономике России произошел некоторый позитивный сдвиг. Надо полагать, что и предварительно напряженный железобетон в России также откроет новую страницу в своей истории.
Но у нас есть определенные проблемы с качеством канатов. На настоящий момент российские производители предлагают канаты не отвечающие современным требованиям по следующим позициям:
- канаты при размотке имеют остаточную волнистость, что затрудняет формирование пучков, укладку в арматурный каркас и приводит к дополнительным потерям на трение при натяжении;
- бухты канатов не сформированы по слоям, что приводит к невозможности заправки канатов в каналообразователи машинным способом;
- отсутствует антикоррозионная упаковка на период транспортировки бухт. Как правило, на строительство бухты приходят, в лучшем случае, с налетом коррозии;
- большой разброс характеристик упругости (модуль упругости и отрносительное удлинение) канатов как в пределах партии бухт, так и по длине отдельных бухт. Это приводит к большим разбросам в показаниях упругой вытяжки при натяжении и в постоянных комиссионных согласованиях результатов натяжения;
- низкое временное сопротивление (1670 Н/мм²) позволяет натягивать каждый канат диаметром 15,2 мм только на 15 т. Зарубежные аналоги, с временным сопротивлением 1869 Н/мм² преднапрягаются на 20 т, что позволяет уменьшить общее количество канатов в конструкции;
- большие потери от релаксации приводят к необходимости перезакладывать количество канатов;
- отечественные заводы не покрывают канаты антикоррозионной смазкой «Дромос», которая снижает коррозию канатов на период использования и уменьшает потери на трение при натяжении;
- отечественные заводы не выпускают канаты в двойной защите типа «Моностренд», потребность в которых, особенно в промышленно-гражданском строительстве, очень высока.
Перечисленные недостатки приводят к необходимости использования канатов зарубежного производства по высоким ценам, что очень часто приводит вообще к отказу от преднапряжения.
По нашим данным, в России за год в среднем в строительстве потребляется до 20 тыс. т канатов. В США — 350–400 тыс. т. Цифры говорят сами за себя.
Сегодня мы понимаем, что внедрение любых новых, или отличных от традиционно применяемых, строительных технологий всегда встречает определенное сопротивление со стороны проектировщиков и строителей.
Потребности России в новом капитальном строительстве огромны, и, по нашему мнению, строить надо в соответствии с современными требованиями, т. е. с применением современных технологий, оборудования и материалов.
Мы надеемся, что и строительный комплекс России в конечном итоге выйдет на необходимый современный уровень применения конструкций с преднапряженными несущими элементами. Нет сомнения, что развитие производства предварительно напряженного железобетона необходимо для дальнейшего совершенствования отечественного капитального строительства.
2009 год.
www.psk-holding.kz