Процесс изготовления тротуарной плитки в домашних условиях. Вибролитье тротуарной плитки
Вибролитье или вибропрессование – что лучше?
Современный мегаполис трудно представить без красиво уложенной тротуарной плитки. Это дорожное покрытие отличается красотой, прочностью и долговечностью. Оно лучше восстанавливается после прокладки и ремонта подземных коммуникаций, чем асфальтовое полотно. Современные технологии позволяют производить укладку тротуарной плитки методом вибролитья и сухого прессования. Эти способы кардинально отличаются друг от друга трудозатратами и процессом производства. Многие люди, особенно владельцы частных домов, часто задаются вопросом: вибролитье или вибропрессование – что лучше? Получить исчерпывающий ответ поможет сравнительный анализ.
Предпринимателям на заметку
Вибролитье осуществляется путем заливания бетонной смеси в специальные пластиковые или резиновые формы.

Начало процесса изготовления плитки это заливание бетонной смеси в форму
Основу раствора составляют песок, цемент, вода, щебень и пластификатор. Затем уложенная масса в течение нескольких минут подвергается вибрации на автоматически действующей станине. Это специальная площадка в виде стола с расположенным внизу вибратором.
В результате такого воздействия, раствор становится более плотным и равномерно распределенным. Через несколько дней он застывает и каменеет.
Специалисты советуют, настаивать смесь в теплом месте, например, в термокамере, не меньше 48 часов. Тогда она становится более прочной.
На заключительном этапе проведения работ полученное изделие вынимается из формы и используется по назначению.
Метод использования вибролитья ручной и имеет много положительных аспектов:
- Тротуарная брусчатка получается гладкой и ровной, с блестящей поверхностью. Она не так крошится, как вибропрессующее изделие, и имеет длительный срок эксплуатации, достигающий 15 лет.
- Если в бетонный раствор добавить специальные красители, можно получить изделие всевозможных цветов и оттенков.
- Наличие специальных добавок, например, пластификаторов и модификаторов, увеличивает морозоустойчивость продукции.
- Это простая и гибкая технология, позволяющая производить незначительное количество партий с необычной текстурой брусчатки. Разнообразие форм дает возможность реализовать оригинальные дизайнерские задумки.
- Готовая продукция идеально подходит для укладки усадебного участка или частного дворика. Вибролитую плитку часто выбирают собственники ресторанов, магазинов или кафе. Таким способом изготавливается не только тротуарная плитка, но и водоотливы, и бордюры.
Вибролитая и вибропрессовання тротуарная плитка
Промышленное направление
Методика вибропрессования более быстрая и автоматизированная, чем вибролитье. Именно поэтому ее выбирают для мощения промышленных объектов, улиц и площадей. Она отличается производительностью и простотой. Работа по изготовлению брусчатки путем вибропресса требует сложного оборудования и проводится поэтапно.
Сначала полусухой бетонный раствор с помощью транспортера подается на специальный стол и загружается в металлическую пресс-форму.
Расход его при этом незначительный, так как в процессе производства можно применять разные материалы, в том числе и отходы строительного производства. Затем расформированная масса подвергается вибрации, прессовке и давлению.
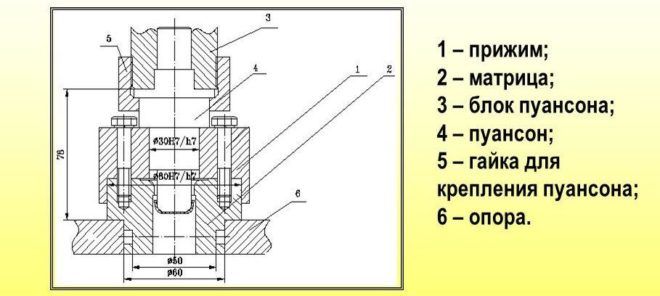
Рисунок на лицевую часть плитки наносит пуансон, а матрица машины следит за тем, чтобы не было дефектов на стенках изделия.
Переработанная смесь кладется в термокамеру, где присутствуют влажная среда и повышенная температура. В таких условиях она быстро затвердевает и приобретает прочность.
При этом процент брака практически сведен к нулю. Вибропрессованная продукция обладает рядом достоинств:
- Она морозоустойчивая и прочная, за счет того, что в цементном растворе используется минимальное количество воды. Такое дорожное полотно способно выдерживать большие нагрузки.
- Поверхность плитки при вибропрессе шершавая и водопроницаемая. При желании ее можно полировать или подвергать шлифовке. Эти качества исключают возможное скольжение по дорожному покрытию в зимних условиях. Такая тротуарная плитка обеспечит безопасность в любую непогоду.
- Готовая продукция имеет четкую геометрическую форму. Она может быть разной толщины и цвета, но оттенки не такие насыщенные, как у литой брусчатки. Это обусловлено дефицитом воды, в которой красители не могут растворяться должным образом.
- Хорошая эксплуатация, сроком не менее 25 лет, во время которой сохраняются основные качества изделия.
- Технология сухой прессовки высокопроизводительная. Она идеально подходит для изготовления продукции в промышленных масштабах.

Технология сухой прессовки плитки
Целевая установка
Обе технологии позволяют достигнуть качественного результата, который соответствует утвержденным стандартам ГОСТ. Поэтому однозначного ответа на вопрос, что лучше: сухая прессовка или вибролитье, нет. Выбор методики во многом зависит от вкусов, потребностей и предпочтений заказчика.
На сегодняшний день есть много строительных компаний, специализирующихся на изготовлении тротуарной плитки. Они работают в соответствии с выбором клиента, который может предпочесть технику вибролитья или вибропрессования.
Если потребителю важна красота и небольшое количество материала, тогда самое верное решение – остановиться на первом варианте. Большие объемы продукции заставляют обратить внимание на более быстрый и автоматизированный способ – сухую прессовку.
Видео по теме: Вибропрессование тротуарной плитки
promzn.ru
Изготовление тротуарной плитки в домашних условиях своими руками
Каждый человек, у которого имеется свой частный дом, знает о цементе и технологии производства бетона. Исходя из этого, изготовление тротуарной плитки в домашних условиях не будет для него новшеством.
Так как видов изготовления несколько, то для самостоятельного изготовления наиболее выгодным и простым будет методика вибрационного литья. В этом случае раствор помещается в пресс-формы и подлежит уплотнению на особенном вибростоле.
Технология домашнего производства тротуарной плитки
Технология производства тротуарной плитки очень проста. Но необходимо знать некоторые моменты при планировании производственного процесса. Чтобы осуществить процесс изготовления, необходимо знать 2 главных направления: вибролитье и вибропрессование.

Схема вибропресс
Они имеют некоторые различия между собой. Впоследствии это отражается на подготовленных изделиях.
Технология изготовления тротуарной плитки в домашних условиях посредством вибролитья потребует покупку дорогостоящего агригата, а именно: термокамеры и вибрационного процесса.
Раствор с водой заливается в пресс-форму, затем происходит уплотнение с помощью вибрации и давления. По окончании этих процедур заготовка отправляется в сушильную камеру. Крепость получается из-за довольно высокой влажности и температуры, которая отлично подходит для укладки в местах с мощной нагрузкой.
Изготовление тротуарной плитки своими руками помогает утрамбовать смесь под вибрацией, то есть бетонная смесь размеренно распространяется по форме и подвергается уплотнению. Происходит перемещение формы для сушки на стеллажи.

Заготовка сушится в формах
По истечении двух дней готовая плитка вытаскивается.
Вибролитье на домашнем участке
Для производства тротуарной плитки в домашних условиях подходит вибролитье. Для этого необходимо приобрести недорогие оборудование и инструменты. Что касается вибростола, то его соорудить самостоятельно несложно. Чтобы начать делать плитку, необходимо придерживаться таких этапов:
- подготовка пресс-форм;
- замешивание раствора;
- формовка в вибростоле;
- выдержка и сушка в формах;
- распалубка плиток.
Тротуарная плитка, которая была изготовлена по вибротехнологии, отлично подходит для садовых дорожек. Если речь идет об автомобильной стоянке, то лучше всего воспользоваться прессованными изделиями.

Прессованную плитку лучше использовать для укладки в автосалонах
Оборудования и инструменты для изготовления тротуарной плитки
В начале работы необходимо подготовить оборудование и инструменты. Если вибростол человек сможет изготовить самостоятельно, то вибропрессовочный станок необходимо купить уже готовый.
Затем требуется выбрать форму для плитки. По стандарту – это квадрат или в виде кирпича. Для этого вида необходимо сделать опалубку из фанеры или дерева. Если рассматривать производство тротуарной плитки в домашних условиях более сложными вариантами, то лучше задействовать полиуретановые либо силиконовые формы. С их помощью плитка получается, как в магазине. А также есть возможность сделать плитку, аналогичную натуральному камню.
Тротуарная плитка своими руками
Материал для изготовления
Основой любой технологии является бетон. Для этого необходимы следующие компоненты:
- вода;
- цемент;
- щебень;
- речной песок;
- гашеная известь или другой пластификатор;
- добавки и колеры.
Чтобы в итоге получилась однородная масса, необходимо воспользоваться дополнительными инструментами: бетономешалкой или строительным миксером. Первый инструмент предназначен для больших объемов.
Перед приготовлением бетона нужно подготовить краситель. Он необходим для изготовления цветной плитки. Если изготавливается обычная тротуарная плитка серого цвета, то колер использовать не нужно.
Инструкция по изготовлению
Стенки бетономешалки обязаны быть немного влажными, поэтому внутри ее ополаскивают водой, а затем ее сливают. Пропорция воды и цемента для получения необходимого раствора обязана быть точной, в противном случае бетонное изделие будет непрочным.

Пропорции для изготовления тротуарной плитки
Производство тротуарной плитки своими руками требует замешивать бетон наполовину мокрый. Это делается следующим образом: воды обязано быть на 30% меньше, чем цемента. К примеру, на 3 ведра цемента залито 2 ведра воды.
В бетономешалку сначала добавляется вода, а затем необходимое количество цемента. После этого компоненты требуется смешать и довести до однородной массы. Добавляется отсев, далее получается готовый раствор. После тщательного перемешивания вливается гашеная известь, предварительно хорошо промешанная, а также краситель при необходимости.
Мешать нужно до получения однородной массы. Перемешивание раствора легко сделать самостоятельно ручным. Для этого необходима хорошая физическая подготовка, а также запас времени.
Чтобы впоследствии очистка и распалубка не приносили дополнительной суеты и не занимали времени, необходимо смазать форму специальной смазкой.

Обязательно нужно смазать форму для дальнейшего легкого извлечения
Толщина слоя обязана быть не слишком большой, так как изделие испортится за счет пузырьков. Для удачного осуществления процесса лучше воспользоваться аэрозольными смазочными составами.
Более быстрая и качественная плитка своими руками осуществляется, если человек воспользуется помощью еще одного помощника. Он поможет быстро приносить понадобившийся инструмент или вещь.
Что касается красителя, то его нужно заранее растворить в горячей воде.
Рекомендации
Делать тротуарную плитку в домашних условиях можно и без вибростола, только в таком случае качества не получится.
После того как формы будут заполнены раствором на вибростоле, их необходимо снять и расположить на стеллаже. Застывание происходит в течение 2 дней. При наступлении жары формы требуется увлажнять распылителем, дабы не дать бетону застыть преждевременно.
Завершает процесс такой этап, как распалубка.

Распалубка тротуарной плитки
Он наступает по истечении трех дней после заливки. Здесь должна присутствовать аккуратность, ведь плитка еще не совсем высохла и не набрала достаточной прочности.
Чтобы сделать максимально крепкое изделие, пресс-формы рекомендуется окунуть в горячую воду с температурой от 50 до 70 градусов. Через 5 минут тротуарная плитка изымается, но перед этим необходимо постучать по ней резиновой киянкой.
После завершения процесса плитка должна еще 7–8 дней высыхать и лежать. Для этого предназначена термоусадочная пленка.
Нюансы колеровки брусчатки, сделанной своими руками
Чтобы покрасить плитку, необходимо воспользоваться органическими или минеральными пигментами. Довольно высокой красящей способностью, стойкостью к перепадам температуры обладают искусственные колеры. С помощью натуральных пигментов можно сделать приглушенные натуральные тона.
Существует 2 варианта колеровки:
- разбавление красителя в сырой массе;
- покраска на готовом изделии.

Покраска тротуарной плитки
Первый способ потребует немало денежных вложений. Цена на сухие красители, которые обладают водоотталкивающим свойством, довольно высокая. А чтобы цвет превзошел все ожидания, потребуется добавить 7% от всей массы бетона.
Второй способ более трудный. Качество покраски зависит только от времени. Чтобы облегчить себе задачу рекомендуется воспользоваться краскопультом. В этом варианте есть один минус – равномерное окрашивание будет очень сложно получить.
Форма заполняется цветным бетоном, но только до половины. Сверху идет обычный цемент. Время между заливками не должно превышать 20 минут.
Плюсы тротуарной плитки
На этот момент тротуарная плитка имеет большой спрос. У нее есть некоторые преимущества:
- паропроницаемость и влагопроницаемость покрытия;
- осуществление постройки дорожек более сложным методом самостоятельно;
- пригодность ремонта;
- эстетичность. Она появляется благодаря всевозможным цветовым гаммам и формам. При желании мастера могут выложить орнамент или какой-нибудь узор на дорожке в саду или даче.

Схемы укладки тротуарной плитки
Плитка декоративная с камнем
Брусчатка с камнями в ландшафтном стиле частного дома смотрится довольно интересно. Методика изготовления тротуарной плитки в домашних условиях довольно несложная. Соорудить дачные дорожки привлекательными поможет обычный состав раствора. Часто его используют в сочетании с естественными материалами.
Чтобы осуществить изготовление плитки декоративной с камнем следует приготовить формы различных размеров. Доски помогут сделать крупные квадраты, а для миниатюрных плиток отлично пойдут контейнеры из пластика. Речные камни необходимо тщательно прочистить и приготовить все необходимые компоненты, для приготовления смеси.
Очень важно соблюдать соотношение, замешивание песка с бетоном, водой и красителем. После приготовления раствора следует заняться формой. Требуется выложить горизонтальный помост из досок, под опалубку положить полиэтилен.
Саму форму тщательно промазать машинным маслом. Смесь должна размеренно распределиться по площади пресс-формы, для этого пригодится мастерок. Затем выкладываются камни, их необходимо подобрать по цвету и размеру, а потом разместить по всей площади смеси. По завершении камни нужно прибавить в раствор.
Формы накрываются целлофаном и сушатся 4 дня. Заготовки обязательно нужно сбрызгивать водой 2 раза в сутки. В тот момент, когда плитка станет отходить от опалубки, ее следует вытащить и досушить уже без формы.
Делать тротуарную плитку своими руками довольно увлекательный процесс. С помощью точного руководства каждый человек сможет без труда сделать качественную и оригинальную плитку. Она будет служить долгое время в саду или во дворе. Если человек неуверен, что в процессе изготовления изделие получится прочным, то следует подробнее изучить тему.
Видео: Тротуарная плитка своими руками
promzn.ru
Тротуарная плитка вибролитье | Все виды благоустройства
Тротуарная плитка вибролитье в СПб (Санкт-Петербурге) и Ленинградской области.Тротуарная плитка производится двумя основными способами: вибролитье и вибропрессование. Ответить на вопрос «какая лучше», однозначно не возможно. Каждый способ имеет свои плюсы.
Наша компания в основном занимается производством тротуарной плитки именно методом вибролитья. Мы попробуем разъясниться разницу между этими способами, а заказчики сами могут выбирать, какой вариант предпочтут при заказе.Ниже мы попытаемся попроще объяснить основные различия между этими способами и рекомендуем Вам посмотреть главные разделы нашего сайта:
- для знакомства с нашими товарами откройте страницу ПРОДУКЦИЯ;
- если хотите ознакомится с возможностями нашей компании, начните со страницы УСЛУГИ;
- чтобы посмотреть примеры наших работ в Санкт-Петербурге и Ленинградской области, загляните в правую колонку сайта (раздел Укладка тротуарной плитки).
А для заказов и вопросов к Вашим услугам страница контактов.
И не забывайте — выезд мастера, консультации на месте и замеры бесплатно для посетителей этого сайта!

Тротуарная плитка вибролитье
Тротуарная плитка вибролитье в СПб и ЛО
О технологии производства простыми словами:
на вибрирующей поверхности вибростола стоят пластиковые формы и в них укладывается жёсткая бетонная смесь. Оставляем так на некоторое время, чтобы смесь утрамбовалась в форме. После этого форму со смесью переводят в тёплое место и оставляют там на два дня. И всё — плитка готова, можно её подавать мастерам.
Но в чем же плюсы такой плитки?
 и Ленинградской области")
Тротуарная плитка вибролитье в СПб (Санкт-Петербурге) и Ленинградской области
Тротуарная плитка, брусчатка изготовленная методом вибролитья:
- Поверхность ровная, гладкая и даже глянцевая.
- Можно представлять очень большой ассортимент. Для этого только и нужны разные формы. Их можно производить одновременно. Никаких других приспособлений не нужно. Залил смесь в формы, подождал утрамбования и поставил в печку. Если нужно производить новый вид плитки, то просто меняешь формы и бетонную смесь.
- За счет разных специальных модификаторов и добавок можно добавить более высокие характеристики поверхностному слою плитки. Легко поднимается марка бетона до 450-600, а морозостойкость плитки достигается до 350 циклов и более.
- Снижается также и стоимость плитки, особенно окрашенной, так как окрашивается только верхний слой плитки.
Следовательно — метод вибролитья позволяет иметь в продаже больше видов тротуарной плитки, добываться большей привлекательности внешнего вида плитки, но хромает скорость производительности. Хотя … это уже проблема для производителя, а не заказчика.

Тротуарная плитка, брусчатка изготовленная методом вибролитья
Вибропрессование
Ещё пару слов о методе вибропрессования, чтобы заказчики имели большее представление о производстве тротуарной плитки.
При вибропрессовании уже полусухая бетонная смесь укладывается в пресс форму (матрицу).И тут, как в первом случаи, матрица стоит на столе, которая вибрирует. Но в этом случаи на бетонную смесь давит пуансон. Это поршень такой, которая чётко входит в эту матрицу. Он постоянно давит на смесь, пока не уплотнит её. В конце матрица и пуансон поднимаются, а на столе лежит готовая продукция. Делается всё быстрее первого способа с высокой степенью автоматизации.
Чем же отличается продукция, полученная таким способом?

Тротуарная плитка методом вибропрессования
Тротуарная плитка, полученная методом вибропрессования:
- В этом случаи бетон имеет низкое водоцементное соотношение. Цемента тратиться меньше, и соответственно:прочность М200-М400, а морозостойкость 200-300 циклов.
- У плитки получается шершавая пористая поверхность. Для некоторых случаев это даже лучше, особенно там, где требуется большего сцепления, а красота и глянцевый вид не имеют никакого значения. Ну, например для автостоянок
- В этом случаи производительность очень высокая. Для больших заказов это важно и для заказчиков тоже.
Следовательно — можно выпускать продукцию большими объёмами, но не большого ассоритимента.

Тротуарная плитка, полученная методом вибропрессования
Так что эти два вида тротуарной плитки не конкуренты. Наоброт, они допалняют друг друга. Ведь какждый вид имеет свои плюсы. Выбор вида плитки зависит только от места их применения. Заказчик сам выбирает что для него лучше. А мы поможем своими советами.

Тротуарная плитка вибролитье в СПб и ЛО
#тротуарная_плитка #вибролитье #спб #ленинградская_область
Тротуарная плитка в СПб и Ленинградской области
plitkakovkaspb.ru
Выбираем тротуарную плитку: вибролитьё или вибропрессование?
Вся тротуарная плитка с виду одинаковая, но на самом деле плитка плитке рознь. Всё зависит от того, каким способом она изготовлена – вибролитьём или вибропрессованием. И у той, и у другой технологии есть свои плюсы и минусы. Рассмотрим их.
Вся тротуарная плитка с виду одинаковая, но на самом деле плитка плитке рознь. Всё зависит от того, каким способом она изготовлена – вибролитьём или вибропрессованием. И у той, и у другой технологии есть свои плюсы и минусы. Рассмотрим их.
Вибролитьё
Бетонная смесь заливается в пластиковую форму и ставится на вибростол. Приставка «вибро» неслучайна: стол находится в постоянной вибрации. Для чего это необходимо? Для того чтобы смесь лучше утрамбовалась. Далее форму отправляют в тёплое место, где по истечении 12 часов заготовка обретает форму плитки.
Плюсы, которыми обладает технология вибролитья:
- Гладкая поверхность плитки.
- Возможность изготовления плитки любой формы и с любой фактурой поверхности.
- Окрашиваемость в различные цвета.
Нельзя не указать и на минусы вибролитой тротуарной плитки. Особенно явными они становятся в наших суровых климатических условиях. К таковым недостаткам относится невысокая прочность и низкая морозостойкость. Правда, при включении в состав бетонной смеси специальных морозоустойчивых и укрепляющих добавок эти недостатки удаётся свести к минимуму.
Минусом следует считать и довольно высокую себестоимость плиток, а также продолжительный процесс изготовления. Посудите сами: для того чтобы заготовка превратилась в полноценную плитку, должно пройти не меньше 12 часов. Таким образом, изготовление даже одной партии тротуарной плитки превращается в затяжной процесс.
Вибропрессование
Бетонная смесь укладывается в пресс-форму, также находящуюся в постоянной вибрации. Сверху на форму оказывается давление в 30-35 атмосфер при помощи такой детали, как пуансон. Она точно входит в пресс-форму детали и тоже находится в постоянной вибрации. Процесс не прекращается до тех пор, пока не наступит полное уплотнение бетонной смеси.
Хоть вибропрессованная плитка и не отличается гладкой поверхностью, не может похвастаться разнообразием форм и цветов, она обладает целым рядом преимуществ.
- Прочность и морозостойкость. В отличие от вибролитой, эта плитка может прослужить десятилетия.
- Быстрый и автоматизированный процесс производства. На изготовление одной партии тротуарной плитки требуется всего 5-8 часов.
- Себестоимость вибропрессованной плитки невысока. Для её производства требуется меньше цемента и добавок.
Выбор очевиден
Учитывая всё вышеперечисленное, получается, что выбор вибропрессованной плитки выгоднее. Если вам нужна прочная и долговечная плитка, которая на протяжении долгих лет будет добросовестно выполнять поставленную перед ней миссию, то лучше вибропрессованной не найти. В том случае, если тротуар, прежде всего, должен выполнять декоративную функцию, лучше предпочесть вибролитую плитку. Но будьте готовы к тому, что менять её придётся каждые 3-4 года.
Вибропрессованная плитка представлена на строительном рынке России довольно богато, тогда как вибролитая занимает небольшую нишу. И такой расклад вполне оправдан.
www.kladem-plitku.ru
Вибролитая или вибропрессованная тротуарная плитка? Что лучше выбрать?
Часто, приняв решение мостить территорию тротуарной плиткой, встаёт вопрос – а какую же лучше выбрать?
Для начала разберёмся, чем отличаются эти виды плиток. Главное отличие – технология изготовления, исходя из этого, у этих видов плитки различные качественные характеристики.
В основе изготовления вибролитой плитки:
- Ручной труд – т.е. присутствует «человеческий фактор», неточность пропорций составляющих компонентов, что существенно снижает качество продукции.
- Применение бетонных смесей жидкого типа – при испарении лишней влаги образуются небольшие пустоты, в которые при эксплуатации проникает вода и после её замерзания, разрушении структуры неизбежно. Этот фактор значительно снижает прочность и долговечность плитки.

Тогда как производство вибропрессованной тротуарной плитки основывается на:
- Автоматизированное производство – а значит, это автоматическое дозирование компонентов, отсутствие человеческого фактора;
- Применение полусухого раствора, что исключает образование излишней влаги, а значит, значительно увеличивается прочность и долговечность плитки.

Кроме того, основным отличием является то, что при методе вибролитья, плитка формируется под своим собственным весом, а при втором с помощью вибропресса.
Продолжим сравнение плиток по каждому параметру отдельно:
1. Формы и геометрия. Т.к. производство вибролитой плитки – это процесс неавтоматизированный и формирование происходит за счёт собственного веса, соответственно «страдает» геометрия, плитка может различаться по толщине, что крайне неудобно при её укладке. А вот автоматизированное производство и применение вибропрессования под высоким давлением позволяет иметь точные формы и размеры плитки. Что касается форм, то вибролитая выигрывает разнообразием форм и узоров, у вибпропрессованной это, как правило, простые геометрические формы – квадраты, прямоугольники, ромбы, шестиугольники.
Вибролитая плитка

2. Структура. У вибролитой плитки присутствует неоднородность слоёв, что часто вызывает отслоение поверхностного полотна от нижней основы. Вибропрессованная же отличается однородностью и мелкопористостью структуры, опять же благодаря технологии производства, что положительно сказывается на прочности и сроке эксплуатации.
3. Цвет и внешний вид. Вибролитая плитка является достаточно привлекательной, имеет яркие оттенки и различные узоры, отличается гладкой блестящей поверхностью. Вибропрессованная, по сути, является искусственным камнем, с собственной фактурой и благородным видом. Имеет более приглушенные и матовые оттенки, плотную шероховатую поверхность. Однако вибропрессованная плитка сохраняет свои цвета, несмотря на любые погодные условия, а вибролитая со временем «выцветает», теряя свою былую красоту.
Вибропрессованная плитка


4. Морозостойкость, прочность и срок службы. Не случайно, эти показатели объединены в один пункт, потому как от морозостойкости во многом зависит и прочность, и соответственно, срок службы. Вибролитая плитка, как мы уже выяснили, обсуждая технологию производства, характеризуется низкой морозоустойчивостью, невысокой прочностью и быстрой истираемостью. Такая плитка подвержена раскалыванию, растрескиванию и отслаиванию верхней поверхности. И хотя производители вибролитой плитки ориентируют на срок службы до 10 лет, независимые эксперты говорят о том, что прослужит такая плитка в неизменном виде 1-2 года, заменить необходимо будет лет через 5. Вибропрессованная плитка, благодаря своей технологии производства, отличается высокой морозоустойчивостью, устойчивостью к воздействию окружающей среды, осадкам и химическим реагентам, имеет высокую степень прочности, позволяющую выдерживать движение грузовиков и даже танков. Такая плитка прослужит верой и правдой 10 лет как минимум. Производители дают гарантии по сроку службы – до 25 лет.
Вибролитая плитка после эксплуатации.

Вибропрессованная плитка после эксплуатации.

5. Экологичность и безопасность. В плане безопасности по отношению к природе и человеку и вибропрессованная и вибролитая плитка солидарны друг с другом, так как и тот и другой вид являются экологически чистыми. В составе той и другой только экологически чистые компоненты без вредных химических соединений. Это выгодно отличает их от асфальта, полимер-песчаной и резиновой тротуарной плитки, которые в своём составе имеет вредные химические компоненты. А вот в плане безопасности в процессе эксплуатации имеются некоторые отличия. Вибролитая плитка, имея гладкую поверхность, становится скользкой в период осадков и перепадов температур зимой, ранней весной и поздней осенью, а значит, небезопасной для здоровья человека. А шероховатая поверхность вибропресованной плитки обеспечивает хорошее сцепление обуви даже в условиях лёгкого обледенения.
Обледенение вибролитой плитки.

Вибропрессованная плитка зимой.

6. Ремонтопригодность и эксплуатация. Оба вида плитки отличаются удобством в эксплуатации. Но вот, если потребуется отремонтировать какой-то участок мощения, то вибропрессованную плитку, можно укладывать вновь, она легко поддаётся демонтажу, не разрушаясь. А вот вибролитая плитка, как правило, не используется для повторной укладки, потому что такая плитка обычно укладывается на бетонный раствор.
7. Применение. Вибролитая плитка рассчитана только на пешеходное движение. Используется для мощения участков без интенсивного движения. Часто такую плитку используют для мощения входных зон магазинов, парикмахерских, кафе и т.д. Вибропрессованная плитка более универсальна и в зависимости от своей толщины используется практически для любых целей: от мощения садовых дорожек до мощения проезжей части, где проходят грузовые автомобили. Эта плитка идеальна для площадок с активным движением транспорта, парковок, тротуаров и широких улиц города.
Крыльцо, оформленное вибролитой плиткой.

Вибропрессованная плитка. Подъезд к гаражу, автостоянка.

8. Стоимость. Пожалуй, это главный аргумент, по которому мы делаем свой выбор. По этой характеристике вибропрессованная плитка уступает вибролитой, так как последняя стоит дешевле первой. Но не спешите с выбором, вспомните про срок эксплуатации и ремонтопригодность каждой из плиток. И не стоит забывать, что «скупой платит дважды».
Ну вот, пожалуй, это все основные сравнительные характеристики, которые помогут определиться с выбором. Что лучше выбрать – решать Вам, подумайте, что для Вас важнее – разнообразие форм и рисунков и дешевизна или прочность и долговечность?
Но самое главное, при выборе любой из плиток, не забывайте, что качество и надёжность плитки во многом будет зависеть от того, насколько хорошо сделана укладка.
xn--45-6kc5ake1a0a.xn--p1ai
Изготовление тротуарной плитки способом вибролитья
По мнению экспертов, технология вибролитья тротуарной плитки считается одним из самых простых способов получения этого строительного материала. Суть этого способа заключается в заполнении заранее подготовленных, смазанных форм бетонной смесью. Данную работу можно проводить и в домашних условиях и получать неплохую прибыль при продаже строительных материалов.
Технологический процесс состоит из пяти основных этапов, которые мы рассмотрим далее:
- на первом этапе происходит смешивание сырьевых компонентов для приготовления бетона. Это песок без вредных примесей и мусора, цемент не ниже М500, щебень, вода, красящий пигмент и пластификатор. Фракция крупного наполнителя зависит от толщины плитки (1 сантиметр при толщине плитки до 5-ти сантиметров и фракция камушков 2 сантиметра при толщине изделий больше 5 сантиметров). При помощи пластификатора регулируется подвижность бетонной смеси. Все сырьевые компоненты перемешивают в бетономешалке в сухом виде, после чего добавляют воду в необходимом количестве. Количество ингредиентов следующее: по одной части цемента и песка, две части щебня необходимой фракции. Массовая доля пигментных красителей – 5%, пластификатора – около 2%;
- после приготовления бетонной смеси её заливают в смазанные отработкой машинного масла формы, которые находятся на вибростоле. При уплотнении бетон уменьшается в объёме, поэтому рабочий должен добавить раствора в уровень с краями формы, чтоб готовые плитки имели одинаковую толщину;
- следующий этап – вызревание изделий. Залитые бетонной смесью формы устанавливают на стеллажах на складе, после чего ёмкости нужно укрыть полиэтиленовой плёнкой, что поможет сохранить влагу. Вызревает бетон на протяжении двух суток, но если плитку вытащить раньше срока она может ломаться или крошиться. В связи с этим для непрерывного процесса вибролитья тротуарной плитки нужно в три раза больше форм, чем для суточной нормы;
- следующий этап работ распалубка, заключается в выбивании плитки из форм. Чтоб упростить процесс извлечения изделия выдерживают на протяжении пяти минут в подогретой до 50-ти градусов воде. После этого формы переворачивают и укладывают на вибростол. Через время плитка сама выпадает, её складируют лицом к лицу.
На заключительном этапе работ проводят очистку форм от остатков бетона. Для более эффективной очистки опалубки помещают в ёмкость с раствором соляной кислоты 7% концентрации.
fermerstyle.ru
Оборудование для производства тротуарной плитки
Если возникло желание или необходимость заняться самостоятельным изготовлением фигурных элементов мощения или, сокращённо, ФЭМ, то минимум, что для этого потребуется – это оборудование для производства тротуарной плитки. При этом стоит сразу определиться, каким методом будет делаться продукция. Различают несколько основных технологий, но наиболее применяемыми являются две:
- производство ФЭМ методом вибропрессования;
- производство тротуарной плитки вибролитьём.
Для каждого из указанных процессов потребуется свой комплект приспособлений и машин.
О чем эта статья
Отличия технологий
Следует пояснить, в чём различие этих двух технологий.
- Способы уплотнения бетона. При вибролитье уплотнение бетона происходит путём вибрации, а при вибропрессовании дополнительно на состав воздействует ещё и высокое давление. Следовательно, для второй методики потребуется другая машина, нежели для первого.
- Методы вторичного увлажнения. Второе отличие – метод увлажнения. В обоих случаях для изготовления используется цементный состав с недостаточным для полноценного его схватывания количеством воды. Это нужно для качественного формования продукции и получения, в конечном итоге, более плотного бетона. При вибролитье вторичное увлажнение происходит при выемке готовой продукции из пластмассовых формочек. Если применяются формы силиконовые, то смачивать плитку можно простым поливанием водой при складировании. Во время вибропрессования состав бетонной смеси полусухой. Влаги в нём в несколько раз меньше, чем при в первом случае, а изделия, благодаря вибрации, получаются более плотный. Поэтому для срабатывания всех связующих свойств цемента нужно большее количество воды и большее время для её впитывания в готовые изделия.
- Приготовление бетона. При вибролитье применяется более влажный, а следовательно, более подвижный бетон. При вибропрессовании используется полусухая смесь. Для приготовления второго состава гравитационная бетономешалка не подойдёт.
Вибролитьё
Для того, чтобы тротуарная плитка была изготовлена вибролитьём потребуется следующий перечень необходимых приспособлений и механизмов
Вибростол

Это главный компонент, для того, чтобы воплотить данный способ производства.
Изделие это представляет собой металлический стол, который состоит из
- рамы;
- виброплиты.
К виброплите крепится вибромотор, а сама плита установлена на виброподушках на раме, которая жёстко закреплена на поверхности пола.
Размеры вибростола могут разниться. Это зависит от объёмов производства. Обычно это:
- высота 0,7-1,2 метра;
- ширина 0,4-0,8 метра;
- длина 0,8-2 метра.
Приобрести его можно в готовом виде, а можно сделать самостоятельно. Если позволяют средства, то второй вариант предпочтительнее. Хотя на многих интернет-ресурсах и рассказывается, что самостоятельное изготовление данного оборудование дело не сложное, но всё же есть некоторые нюансы. Действительно, сделать такое приспособление своими руками можно, а вот добиться нужных характеристик вибрации будет чрезвычайно сложно. Сильная вибрация будет выбрасывать бетон из форм, слабая недостаточно уплотнять его.
Помимо этого, кроме силы вибрации, существует такое понятие, как её амплитуда. Она напрямую будет зависеть от правильности расположения на виброплите мотора, его характеристик, рёбер жесткости виброплиты. При сильной амплитуде бетон будет бурлить и изделия получатся с раковинами. При слабой амплитуде бетон может не заполнить всех неровностей форм, и это выяснится после извлечения плитки из них.
Все подобные тонкости именитые производители держат в тайне, а подобрать их на глаз без инженерных расчётов не получится. Количество брака перекроет любую экономию на оборудовании и на самостоятельном производстве в целом.
Бетономешалка

Для вибролитого метода потребуется простая гравитационная бетономешалка, которую можно купить в любом магазине. От того, в каких условия будет вестись работа, можно выбрать большой или маленький объём груши бетономешалки. Маленькие агрегаты стоят дешевле и для кустарного производства вполне подойдут. Большие мешалки стоит покупать, если есть возможность работать с большим количеством форм. Поскольку, при малом их количестве может оставаться неизрасходованный бетон, который будет некуда деть.
Формы
Это также немаловажный компонент процесса. Чтобы продукция получилась красивой и разнообразной, нужно иметь несколько разных форм. Сделать их также можно самому, но лучше приобрести у профессионалов. Эксперименты с материалами повлекут определённое количество брака, а те заготовки, что получатся будут либо разрушаться при давлении вибрации и бетона, либо залипать к готовым изделиям. Без опыта качественные формы сделать не получится.
Формы изготавливают из:
- пластика;
- стекловолокна;
- силикона.
Последний вариант самый дорогой и наиболее предпочтительный. Он позволит осуществлять выемку готовых ФЭМ без необходимости нагрева формы, что очень важно, поскольку этот экономит массу времени и средств на регулярный нагрев большого количества воды.
Стеллажи для сушки

После помещения в формы и уплотнения плитка должна некоторое время застывать, чтобы можно было провести её распалубку. Для этого в процессе производства нужно иметь некоторое количество стеллажей для складирования полусырых изделий. Если в день делается плитки немного, то разложить её можно просто на пол. Для больших объёмов потребуются стеллажи, размеры которых позволят складировать на них определённое количество плитки. Обычно, размер стеллажа такой же, как у вибростола. Это нужно для того, чтобы одни партии продукции, отличающиеся по цвету и форме, отделять от других.
Ёмкость для нагрева воды
Тёплая вода нужна для размягчения пластика форм. Такие баки, как правило делают из металла сверху на дровяной печке-буржуйке. Но есть и более технологичные конструкции. Для силиконовых и стекловолоконных материалов размягчение не требуется.
Поддоны для хранения и транспортировки
Такие элементы нужны не всегда, поскольку, в большинстве случаев при малых производствах ФЭМ нет таких объёмов продаж однородного рисунка, чтобы грузить его сотнями элементов. Для этого нужны ленточные стяжки, погрузочные машины и значительная территория.
Вёдра, лопаты
Эти инструменты нужны для всего цикла производства.
Вибропрессование

При этой технологии есть некоторые отличия в комплектации цеха. Обычно используется такое оборудование для производства брусчатки и производства тротуарной плитки вибропрессованием. Производство брусчатки методом вибролитья считается не слишком эффективным, поскольку продукция получается недостаточно прочной и долговечной по причине высокого водопоглощения.
Вибпропресс
Это уже полноценное промышленное оборудование с блоком управления, гидравлической системой. Есть, конечно, ручные прессы, но они не обеспечивают необходимой силы нагрузки.
Такая машина состоит из станины, на которую помещают рамки для заполнения бетоном. Снизу площадки установлен вибромотор. После заполнения смесью рамок на них опускаются прижимные пластины, имеющие выемки для придания текстуры будущим изделиям. На пластины давит передаётся нагрузка, которую обеспечивает гидравлическая система или рычаг. Сверху также установлен вибромотор для создания вибрации на прижимных элементах. Благодаря двойной вибрации и давлению происходит уплотнение практически сухой смеси. Это важно, поскольку любая влага, находящаяся в первичной смеси, потом испаряется. Пустоты служат камерами для впитывания изделиями грунтовой сырости, которая при морозах постепенно разрушает бетон. Чем меньше изначально в бетоне воды, тем крепче получится готовой изделие.

Вторым важным моментом полусухой смеси в том, что для формования продукции не нужны формы. Брусчатка получится и в рамках, после снятия которых плитка не расползётся. Такой механизм позволяет делать ФЭМ с высотой до 80 мм.
Бетоносмеситель
Для вымешивания полусухой смеси простая гравитационная бетономешалка не подойдёт. Бетон в ней будет прилипать к лопастям и стенкам груши и не вымешиваться. Потребуется бетоносмеситель с принудительным действием. Он отличается от простой мешалки тем, что внутри него расположены несколько комплектов вращающихся лопастей, которые вымешивают состав при горизонтальном расположении агрегата.
Пластины
Для процесса формования на вибропрессе потребуются металлические пластины размеров, идентичных площадке пресса. На этих пластинах будут находится изделия после воздействия не бетон машины. После формования пластины с брусчаткой перемещаются для первичной сушки
Рамки для сушки и поддоны
Пластины складируются на стандартные строительные поддоны, которые можно изготовить самому, а можно купить на любой стройплощадке. Пластины с плиткой устанавливаются на поддоны в вертикальную стопку. Чтобы сырые изделия не подавили друг друга вокруг них на пластины ставится металлическая или деревянная рамка, размеры которой точно соответствуют габаритам пластины и высоте изделий.
Подъёмник
Через сутки-двое для вторичного увлажнения брусчатки нужно пометить образованную стопку из пластин в бассейн с водой на 12 часов. Для этого потребуется подъёмный механизм. Обычно это тельфер, но можно приспособить и другие устройства.
Водный бассейн
В нём вымачивается готовая брусчатка или плитка для того, чтобы цемент взял необходимую для его полного затвердевания влагу. Такой бассейн делается в размерах чуть больше размера пластин и по высоте должен быть выше самой высокой стопки с готовой продукцией.
Рокла

Вынутые поддоны с вымоченной плиткой транспортируются для окончательной сушки. Для этого можно переместить поддон с продукцией тельфером к месту складирования, а можно использовать роклу, если есть ровный пол для её передвижения.
Вибросито
Для вибролитья просев песка не столь важен. Брусчатка же, преимущественно делается из очень мелкого щебня или гранитного отсева. Наличие даже ненамного более крупных камней недопустимо. Кроме того, малейшие кусочки глины в песке могут стать препятствием для полноценного уплотнения изделий.
Вибросито представляет собой тот же вибростол, только вместо плиты у него мелкая металлическая сетка. На неё сыпется щебень, песок или отсев, а вибрация отделяет только допустимые по размеру фракции.
Мелкий инструмент
Также для работы такого малого предприятия понадобятся вёдра, лопаты, ёмкости для приготовления пластификатора и т.д.
izplitki.com