Способ вязки арматурных сеток и каркасов и устройство для вязки арматурных сеток и каркасов. Вязка арматурных каркасов и сеток
Сборка и вязка пространственных арматурных каркасов.
2.4.1. При ручной сборке и вязке сеток и каркасов колонн, балок и других конструктивных элементов применяют различные приспособления, позволяющие повышать производительность труда арматурщиков.
2.4.2. Высота инвентарного приспособления обусловливается наиболее удобным положением человека при работе; длина и ширина зависят от размеров собираемого каркаса или сетки.
2.4.3. В необходимых случаях конструкция приспособления должна допускать возможность перемещения собираемого каркаса или сеток по высоте для сохранения удобного положения арматурщика при работе.
2.4.4. Каркасы собирают на козлах, установленных попарно. Между каждой парой козел ставят перекладину, на которую укладывают продольные стержни каркаса. Каркасы балок вяжут в перевернутом положении, поэтому отогнутые стержни должны быть отгибами вниз.
2.4.5. По продольным стержням укладывают хомуты, расстояние между которыми размечают мерной рейкой. После этого верхнюю сторону хомутов связывают с рабочими и распределительными стержнями, располагающимися в верхней части сечения прямоугольной балки (или на одной из сторон колонны квадратного сечения). Затем перекладины, на которых подвешен частично связанный каркас, поднимают на высоту, удобную для дальнейшей работы арматурщиков. При этом продольные стержни, не связанные вначале, остаются в нижней части сечения каркасов. На сборке работают два арматурщика, передвигающиеся навстречу друг другу по мере сборки и вязки каркаса.
2.4.6. У рабочего места кроме козел и мерной рейки должны быть козелки для складывания арматуры.
2.4.7. Кондуктор-шаблон для сборки и сварки пространственных арматурных каркасов показан на рис.1.4.1.
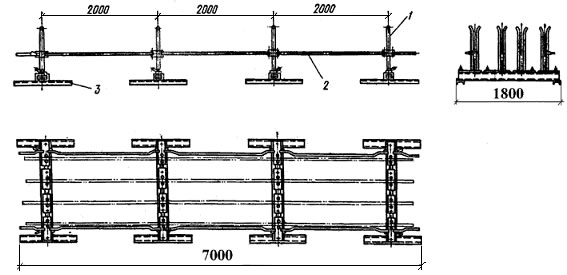 Рис.2.4.1. Кондуктор-шаблон для сборки и сварки пространственных арматурных каркасов:
1 - фиксирующая стойка, 2 - передвижная соединительная планка, 3 - опорная часть
Рис.2.4.1. Кондуктор-шаблон для сборки и сварки пространственных арматурных каркасов:
1 - фиксирующая стойка, 2 - передвижная соединительная планка, 3 - опорная часть
2.4.8. Основные части кондуктора-шаблона - это фиксирующие стойки 1. 2-4 стойки устанавливают на опорную часть 3, образуя жесткую раму. В продольном направлении рамы соединяют планками 2. В зависимости от длины собираемого каркаса количество рам, стоек и расстояние между ними могут быть различными.
2.4.9. Каркас собирают и сваривают с помощью кондуктора в следующем порядке. Первоначально в фиксирующие стойки 1 устанавливают заготовленные плоские вертикальные каркасы. Затем соединительные планки 2 устанавливают на уровне верхних поперечных стержней каркаса, укладывают на них поперечные стержни и приваривают их к плоским вертикальным каркасам. После этого перемещают соединительные планки на уровень нижних поперечных стержней и приваривают эти стержни (аналогично верхним) к плоским вертикальным каркасам. Таким образом собирают объемный (пространственный) каркас. Если вертикальных плоских каркасов более двух, то первоначально приваривают поперечные стержни к внутренним, а затем к наружным вертикальным каркасам. Наружные каркасы могут быть не только плоские, но и Г-образные, из арматурных сеток, загнутых предварительно на специальной машине.
2.4.10. Сварку целесообразно вести с помощью подвесных клещей, но кондуктор-шаблон может быть использован и при дуговой сварке и при вязке.
2.4.11. Конструкция кондуктора допускает применение его в любых условиях, в частности непосредственно у места последующей установки собранного в нем каркаса.
2.4.12. Для организации рабочего места с инвентарными приспособлениями должна быть составлена карта трудового процесса.
2.4.13. Вязаные арматурные сетки и каркасы не имеют необходимой пространственной жесткости. Перед установкой в опалубку сместившиеся стержни выправляют.
2.4.14. Путем вязки проволокой скрепляют стержни диаметром до 16 мм. Стержни больших диаметров допускается скреплять прихваткой дуговой сваркой, если невозможно применить более эффективные способы крепления. Перевязкой или прихваткой должно быть соединено не менее половины узлов каркаса; угловые узлы необходимо соединять полностью.
2.4.15. Арматуру ребристых перекрытий необходимо устанавливать в определенном порядке. Сначала устанавливают (укладывают) в короба опалубки каркасы главных балок, заводя их поочередно каждым из концов в каркасы колонн. Затем укладывают каркасы второстепенных балок, заводя их в каркасы главных балок. После этого между балками укладывают арматурные сетки плит перекрытия. Готовые арматурные сетки плиты раскатывают или раскладывают на опалубке между балками и прогонами.
2.4.16. Стыки вязаных сеток, выполняемые укладкой внахлестку без сварки, должны иметь длину перепуска не менее указанной в таблице 1.4.1.
Таблица 2.4.1
Длина перепуска lx вязаных арматурных сеток и каркасов в рабочих стыках, выполняемых внахлестку без сварки в растянутой зоне из стержней с номинальным диаметром d
Тип рабочей арматуры
|
Условия работы стыка
|
Наименьшая длина перепуска при бетоне проектной марки |
|
150 |
200 и выше |
||
Горячекатаная периодического профиля класса А-II и гладкая класса A-I
|
В растянутой зоне изгибаемых элементов |
35d |
30d |
В растянутых элементах |
40d |
35d |
|
Горячекатаная периодического профиля класса А-III и упрочненная вытяжкой периодического профиля класса А-II в
|
В растянутой зоне изгибаемых элементов |
45d |
40d |
В растянутых элементах |
50d |
40d |
|
Примечания: 1. В любом случае длина перепуска должна быть не менее 250 мм. 2. Длина перепуска в сжатой зоне может быть на 10d меньше, но не менее 200 мм.
2.4.17. Сварные сетки и плоские каркасы с односторонним расположением рабочих стержней стыкуют на месте установки без сварки так, как это показано на рис.2.4.2, а, б, в.
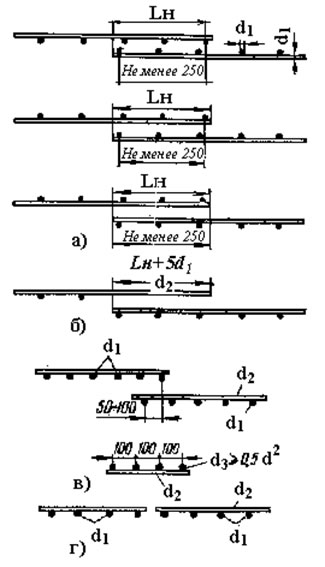 Рис.2.4.2.. Стыкование арматурных сеток без сварки:
Рис.2.4.2.. Стыкование арматурных сеток без сварки:
а - для гладких стержней, б - для стержней периодического профиля, в - в нерабочем направлении с перепуском, г - в нерабочем направлении с дополнительной сеткой; Lx - длина перепуска, d1 - диаметр рабочих стержней, d2 - диаметр распределительных стержней, d3 - диаметр распределительных стержней дополнительной сетки
2.4.18. При установке по ширине элемента нескольких сварных сеток или каркасов их стыки необходимо располагать вразбежку.
2.4.19. В каждой из стыкуемых в растянутой зоне сеток на длине нахлестки должно располагаться не менее двух поперечных стержней, приваренных ко всем продольным стержням сетки.
2.4.20. Стыки сварных и вязаных сеток и каркасов внахлестку без сварки из стержней диаметром более 32 мм не рекомендуются, а из стержней диаметром более 40 мм не допускаются.
2.4.21. Стыкование внахлестку сварных каркасов с двусторонним расположением рабочих стержней запрещено.
2.4.22. Стык, показанный на рис.16, г, рекомендуется при диаметре рабочей арматуры 16 мм и более.
2.4.23. В балках на длине стыка каркасов следует располагать дополнительные сварные сетки (рис.1.4.3) с шагом поперечных стержней не более 5d или дополнительные хомуты.
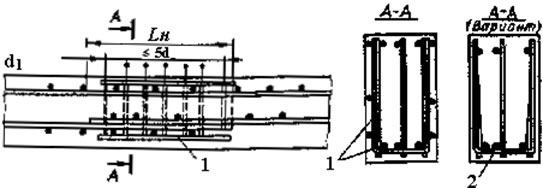 Рис.2.4.3. Дополнительная поперечная арматура в стыках сварных каркасов,
осуществляемых нахлесточным соединением без сварки:
1 - сварная сетка, 2 - хомуты (подвязывают к продольным стержням стыкуемых каркасов)
Рис.2.4.3. Дополнительная поперечная арматура в стыках сварных каркасов,
осуществляемых нахлесточным соединением без сварки:
1 - сварная сетка, 2 - хомуты (подвязывают к продольным стержням стыкуемых каркасов)
2.4.24. Арматурные сварные сетки на опоре железобетонной плиты заделывают по одному из способов, приведенных на рис.2.4.4, или заделкой сварных сеток из арматуры периодического профиля, или заделкой сварных сеток из гладкой арматуры с крюками.
 Рис.2.4.4. Заделка сварных сеток на опоре железобетонной плиты:
Рис.2.4.4. Заделка сварных сеток на опоре железобетонной плиты:
а - с расположением крайнего распределительного стержня за гранью опоры, б - с загибом крюков на концах рабочих стержней, в - с приваркой дополнительного монтажного стержня к концам рабочих стержней; 1 - дополнительный стержень
2.4.25. Организация рабочего места при укладке и вязке арматуры на месте работ отличается от организации работ в мастерских. При укладке и вязке арматуры арматурщики должны передвигаться по фронту укладки. Основное в организации работ - разделение операций укладки и вязки арматуры, а также разделение труда внутри звеньев.
2.4.26. При разделении труда внутри звена арматурщик 5-6-го разряда производит только вязку арматуры, а рабочие 2-3-го разряда раскладывают арматуру и помогают ее вязать.
2.4.27. Перед началом работ по укладке и вязке арматуры должны быть изучены рабочие чертежи, продумана организация труда, рабочие обеспечены необходимыми приспособлениями и исправными инструментами.
2.4.28. Арматуру к месту работ следует подавать только комплектно, иначе каркас не может быть связан. Вначале проверяют основные размеры опалубки и лишь после этого приступают к раскладке арматуры у мест ее укладки. Арматуру раскладывают в порядке, обратном сборке, т.е. те стержни, которые должны быть уложены верхними, при раскладке должны лежать внизу, и наоборот.
2.4.29. Бирки должны быть повернуты кверху лицевой стороной. В случае необходимости арматуру чистят и выпрямляют до подачи ее на укладку.
2.4.30. Каркасы колонн можно собирать различными способами.
2.4.31. Если величина и масса каркаса невелики, то его устанавливают в короб опалубки вручную путем кантовки готового каркаса.
2.4.32. Если диаметр арматуры достаточно велик (более 16-20 мм) и каркас очень тяжелый, то необходимо собирать и вязать его на месте (с подмостей) путем установки отдельных стержней.
2.4.33. При вязке арматуры колонны отдельными стержнями один рабочий из состава звена опускает сверху в короб (открытый с одной или двух сторон для возможности вязки хомутов) вертикальные стержни и хомуты, второй привязывает хомуты к стержням и вертикальные стержни к выпускам арматуры нижележащих колонн или фундаментов.
2.4.34. Каркас балки обычно собирают на козелках и в готовом виде опускают в опалубку.
2.4.35. Рабочим местом бригады может служить часть площадки междуэтажного перекрытия или поверхность установленной опалубки. В том случае, если каркасы после изготовления сразу устанавливают в опалубку, места для их складывания можно не выделять.
2.4.36. Для успешной работы по вязке арматуры на месте важна последовательность раскладки подносимых стержней. Один арматурщик из состава звена указывает подносчикам места укладки заготовленных стержней.
2.4.36. Перед началом раскладки прутьев и вязки узлов на опалубке плиты должны быть размечены места укладки стержней.
2.4.37. Если в арматуре плиты имеются стяжки между верхней и нижней сетками, то один из концов стяжки обычно остается в вертикальном положении. При этом необходимо загибать торчащие концы. Простейшим инструментом для этого служит трубчатый ключ, состоящий из отрезка газовой трубы с приваренным к нему рычагом.
2.4.38. Железобетонные вертикальные стены и перегородки лучше всего армировать с подвижных подмостей, опускающихся или поднимающихся по мере производства работ. Удобство таких подмостей заключается в том, что арматурщик работает всегда стоя, а не в согнутом положении. До установки арматуры размечают, пользуясь шаблоном, места расположения вертикальных и горизонтальных стержней. При разметке арматурщик прибивает к опалубке через 1-1,5 м по высоте гвозди, к которым в дальнейшем крепят вертикальные стержни.
2.4.39. Вначале устанавливают вертикальные стержни, а затем горизонтальные с одновременной вязкой мест пересечения. Узлы вяжут в шахматном порядке (кроме двух крайних стержней по контуру). Работу ведут звеньями, состоящими обычно из двух арматурщиков.
2.4.40. Состав звена арматурщиков при установке арматурных готовых изделий краном определяется по ЕНиРу и зависит от вида сооружения и строительства - транспортное, гидротехническое, промышленное.
2.4.41. При ручной установке и вязке арматуры отдельными стержнями, применяющихся еще при малых объемах работ, состав звена арматурщиков зависит от вида конструкции и ее сложности (например, одинарная или двойная арматура в плите или стене), а также от диаметра стержней. Если стержни и узлы соединяют не с помощью ручной вязки, а сваркой, то в составе звена должен быть электросварщик ручной сварки.
2.4.42. Требования к качеству установленной арматуры должны быть соблюдены при любом способе выполнения работ.
2.4.43. Приемка установленной арматуры должна быть оформлена актом на скрытые работы.
Перейти на главную страницу раздела «Работы по заготовке арматуры».
armaturnye-raboty.ru
Ручная вязка и сборка арматурных сеток и каркасов 2
Приемы вязки без подтягивания при наличии вязальной проволоки в пучках надо производить так: 1) левой рукой вынуть отрезок проволоки из пучка и указательным пальцем обернуть пересечение стержней; 2) захватить зубцами кусачек концы отрезка проволоки и, подтянув немного стержни к себе, повернуть кусачками два раза.
Из сравнения приемов работ при вязке с проволокой в мотках или в пучках видно, что второй способ является наиболее легким, поэтому при возможности следует готовить проволоку в пучках. Вязка узлов вторым способом осуществляется так: 1) конец вязальной проволоки просовывают (рис. 164) за продольный стержень под хомут; 2) конец проволоки направляют большим пальцем левой руки вверх и загибают вверх за хомут возле стержня; 3) конец проволоки захватывают кусачками; 4) кусачки с захваченным концом проволоки подтягивают под проволоку в левой руке; 5) кусачки переносят вправо и ими захватывают пересечение обоих концов вязальной проволоки около связываемого узла; 6) арматурщик подтягивает кусачки к себе и повертывает на два оборота. На рис. 165 приводятся типы проволочных узлов, применяемых при ручной вязке.
Рис. 164 Приемы вязки узлов арматурных каркасов
Простой
Угловой
Двухрядный
Двойной
Крестовый
Мертвый
Рис. 165. Типы проволочных узлов, применяемых при ручной вязке арматуры
При ручной сборке и вязке сеток каркасов колонн, балок и других конструктивных элементов широко применяют различные приспособления, позволяющие повысить производительность труда арматурщиков.
Для сборки и вязки сеток ребристых плит с успехом применяют верстак-шаблон Д. Е. Железнова (рис. 166), рассчитанный на одновременную работу двух человек.
Рис. 166. Шаблон Железнова для сборки и вязки сеток: а — общий вид и прием работы; б — организация рабочего места (размеры в см)
Шаблон представляет собой две боковые доски с вырезами для закладки продольных стержней. Заготовленные продольные стержни сложены перед каждым из работающих на специальных консолях, а поперечные стержни — на боковых полках. Арматурщик, стоя у шаблона, раскладывает стержни и вяжет сетку. При большом объеме работ применяют поточно-звеньевую сборку сеток на нескольких шаблонах-верстаках Д. Е. Железнова по методу арматурщика И. А. Кудрявцева. Рабочее место, организованное по способу Кудрявцева (рис. 167), состоит из трех верстаков, расположенных в одну линию.
Рис. 167. Рабочее место для поточной вязки сеток на шаблонах-верстаках Железнова по методу Кудрявцева
Каждый арматурщик из состава звена, обходя линию верстаков, выполняет определенные операции: арматурщик 3-го разряда раскладывает стержни в шаблонах и снимает готовые сетки, а арматурщик 5-го разряда вяжет сетки.
Верстаки Д. Е. Железнова могут быть также использованы для вязки сеток плоских плит.
Наиболее эффективным для сборки прямоугольных пространственных каркасов является способ арматурщика И. А. Предко (рис. 168).
Рис. 168. Сборка и вязка арматурных каркасов: а — козлы для сборки; б — план рабочего места сборщика
По этому способу сборка производится на козлах, установленных попарно. Между каждой парой козел кладется металлическая или деревянная перекладина, на которую укладывают продольные стержни каркаса. Каркасы балок вяжут в перевернутом положении, поэтому отогнутые стержни кладут отгибами вниз.
По продольным стержням укладывают хомуты, расстояние между которыми размечают мерной рейкой. После этого верхнюю сторону хомутов связывают с рабочими и распределительными стержнями, располагающимися по проекту в верхней части сечения прямоугольной балки (или на одной из сторон колонны квадратного сечения). Затем перекладины, на которых подвешен частично связанный каркас, поднимают на высоту, удобную для дальнейшей работы арматурщиков; при этом продольные стержни, несвязанные вначале, остаются в нижней части сечения каркаса. На сборке работают два арматурщика, передвигающиеся навстречу друг другу по мере сборки и вязки каркаса.
У рабочего места, кроме козел и мерной рейки, должны быть козелки для складывания арматуры.
По этому способу можно также вязать каркасы свай прямоугольного сечения (рис. 169). При этом вначале на козлы укладывают продольные стержни и хомуты. Затем производится вязка верхних стержней с хомутами и далее, после подъема — вязка нижних и боковых стержней с хомутами.
Рис. 169. Сборка и вязка каркаса сваи прямоугольного сечения по способу И. А. Предко
При изготовлении арматурных каркасов со спиральной арматурой (для круглых свай, труб и т. п.) может быть использован станок НЗ-4 (см. рис. 119). Навивку спиральной арматуры можно также производить на специальном станке с вращающимся реечным барабаном (рис. 170).
Рис. 170. Станок для изготовления каркасов со спиральной арматурой
Сборку каркасов значительной длины, например для свай, целесообразно осуществлять на специальном роликовом столе (рис. 171). Через каждые 2 м по длине стола установлены откидывающиеся уголки 1, в вырезы которых при сборке укладывают продольные стержни каркаса. В этих же уголках имеются отверстия для поперечных стержней 2, необходимых для поддержания верхнего и нижнего ряда продольных стержней.
Рис. 171. Роликовый стол для сборки каркасов большой длины. Показан пример сборки каркаса сваи
На рисунке видны подъемные педали 3, которыми стол оборудован с двух сторон.
Первоначально уголки 1 устанавливают в вертикальном положении и в их вырезы закладывают продольные прутья. Затем в отверстия уголков 1 закладывают поперечные стержни 2. После этого связывают между собой отогнутые концы стержней, образующие острие сваи. Далее откидывают уголки с обоих концов каркаса, поднимают его нажатием педалей 3 подъемного приспособления 4, надевают на каркас с двух сторон пакеты спирали и раздвигают спираль по всей длине каркаса. Растянутую спираль привязывают к продольным стержням каркаса. На вязке каркасов большой длины обычно работают два звена по два человека — по одному звену с каждого конца.
После окончания сборки каркас на дощатой подкладке по роликам 5 передвигают на соседний стол и увозят на склад готовой продукции.
Форма и размеры козелков, столов и другого инвентаря, при меняемого при сборке и вязке каркасов, могут быть различны, в зависимости от размеров и формы самих каркасов, но принципы и последовательность сборки по способу И. А. Предко сохраняются
www.stroitelstvo-new.ru
Вязка и установка арматурных стержней и каркасов вручную
Категория: Арматурные работы
Вязка и установка арматурных стержней и каркасов вручную
Ручную вязку стержней арматуры применяют при небольших объемах работ с расходом арматурной стали не более нескольких сотен килограммов в смену или в условиях, где затруднено применение заранее заготовленных каркасов и сеток.
Организация рабочего места при укладке и вязке арматуры на месте работ отличается от организации работ в мастерских. При укладке и вязке арматуры арматурщики должны передвигаться по фронту укладки. Основное в организации работ — разделение операций укладки и вязки арматуры, а также разделение труда внутри звеньев.
При разделении труда внутри звена арматурщик 5—6-го разряда производит только вязку арматуры, а подсобные рабочие раскладывают арматуру и помогают ее вязать.

Рис. 1. Вязка каркаса балки над коробом опалубки; 1 — вязка низа каркаса, 2 — короб балки, 3 — короб прогона, 4 — козелки (скамейка), 5 — вязка верха каркаса, 6 — опалубка плиты
Перед началом работ по укладке и вязке арматуры должны быть изучены рабочие чертежи, продумана организация труда, рабочие обеспечены необходимыми приспособлениями и исправными инструментами.
Арматуру к месту работ следует подавать только комплектно, иначе каркас не может быть связан. Вначале проверяют основные размеры опалубки и лишь после этого приступают к раскладке арматуры у мест ее укладки. Арматуру раскладывают в порядке, обратном сборке, т. е. те стержни, которые должны быть уложены верхними, при раскладке должны лежать внизу, и наоборот.
Бирки должны быть повернуты кверху лицевой стороной. В случае необходимости арматуру чистят и выпрямляют до подачи ее на укладку.
Каркасы фундаментных массивов целесообразно собирать у места установки, так как перевозка их, как правило, затруднена из-за больших размеров. Собранный каркас опускают в котлован краном.
Каркасы колонн можно собирать различными способами.
Если величина и вес каркаса невелики, то его устанавливают в короб опалубки вручную путем кантовки готового каркаса.
Если диаметр арматуры достаточно велик (более 16—20мм) и каркас очень тяжел, то необходимо собирать и вязать его на месте (с подмостей) путем установки отдельных стержней (рис. 1).
При вязке арматуры колонны отдельными стержнями один рабочий из состава звена опускает сверху в короб (открытый с одной или двух сторон для возможности вязки хомутов) вертикальные стержни и хомуты, второй привязывает хомуты к стержням и вертикальные стержни к выпускам арматуры нижележащих колонн или фундаментов.
Рис. 2. Инвентарь для сборки и вязки каркасов: а — ступенчатый стеллаж, б—-стеллаж в виде пирамиды, в — козелки с полочкой; 1 — полочка
Звено арматурщиков при вязке и установке арматуры для монолитных железобетонных конструкций состоит из двух человек: одного арматурщика и одного подсобного рабочего 2-го разряда. Квалификация арматурщика зависит от вида конструктивного элемента: при армировании фундаментов, колонн и плит необходим арматурщик 4-го разряда, а при армировании прогонов, балок, ригелей и арок — арматурщик 5-го разряда.
Каркас балки обычно собирают на козелках и в готовом виде опускают в опалубку.
При сборке каркаса целесообразно применять легкие переносные металлические сварные стеллажи и козелки. На рис. 2 показаны инвентарные приспособления, разработанные инструктором передовых методов труда П. И. Зиньковским и применяемые в течение ряда лет в практике строительства. Ступенчатые стеллажи (рис. 2,а) предна‘значены для раскладки заготовленных прямых стержней. Применение этих стеллажей позволяет раскладывать до 12 типов собираемый каркас в верхнем положении. Кружками показаны места работы арматурщиков стержней, различных по диаметрам и длинам, и выбирать при сборке каркасов стержни нужного размера.
Рис. 3. Примерная организация рабочего места при вязке каркасов: 1 — ступенчатые стеллажи, 2 — стеллажи в виде пирамиды, 3 — козелки с полочками, 4 — места для готовых каркасов, 5 — собираемый каркас в нижнем положений
Ступенчатые стеллажи сваривают из круглых стержней диаметром 16—2Ъмм. Для их изготовления могут быть использованы отходы стали от заготовки арматуры.
Стеллаж в виде четырехгранной пирамиды (рис. 2,6) предназначен для раскладки хомутов, полухомутиков, петель и других мелких заготовок, что облегчает выбор заготовок и ускоряет производство работ.
Козелки с полочкой (рис. 2,б) предназначены для раскладки и вязки стержней каркасов. Полочки позволяют иметь под рукой заготовки — хомуты, полухомутики, петли и т. п. Козелки сваривают из обрезков стали диаметром 16—20 мм.
При сборке и сварке больших пространственных арматурных каркасов, если необходимо работать на высоте, можно применять специальные переносные лестницы.
Рис. 4. Трубчатый ключ для загибания торчащих концов стяжек: 1 — стяжки, 2 — торчащие концы, 3—арматура, 4 — ключ
На рис. 3 показана примерная организация рабочего места при вязке каркасов с применением инвентаря, разработанного
П. И. Зиньковским. На площадке размером 15 X Х15м устанавливают ступенчатые стеллажи и стеллажи в виде пирамиды. По обе стороны стеллажей устанавливают козелки для сборки и вязки арматуры Количество козелков зависит от размеров арматурного каркаса. На такой площадке может работать одновременно бригада арматурщиков численностью до 16 человек.
Рабочим местом бригады может служить часть площадки междуэтажного перекрытия или поверхность установленной опалубки. В том случае, если каркасы после изготовления сразу устанавливают в опалубку, места для складывания их можно не выделять.
Для успеха работы при вязке арматуры на месте важна последовательность раскладки подносимых стержней. Один арматурщик из состава звена обычно указывает подносчикам места укладки заготовленных стержней.
Перед началом раскладки прутьев и вязки узлов на опалубке плиты должны быть размечены места укладки стержней.
При вязке сеток в плите с двойной арматурой верхнюю сетку вяжут на связанной нижней, затем верхнюю сетку приподнимают и устанавливают на бетонных подкладках или на так называемых «лягушках», т. е. специально согнутых подставках из обрезков арматурной стали.
Если в арматуре плиты имеются стяжки между верхней и нижней сетками, то один из концов стяжки обычно остается в вертикальном положении. Это вызывает необходимость в загибании торчащих концов. Арматурщик Н. С. Замков предложил для загибания торчащих концов стяжек трубчатый ключ, состоящий из отрезка газовой трубы с приваренным к нему рычагом. На рис. 220 показан общий вид ключа и прием работы им.
Железобетонные вертикальные стены и перегородки лучше всего армировать с подвижных подмостей, опускающихся или поднимающихся по мере производства работ. Удобство таких подмостей заключается в том, что арматурщик работает всегда стоя, а не в согнутом положении. До установки арматуры размечают, пользуясь шаблоном, места расположения вертикальных и горизонтальных стержней. При разметке арматурщик прибивает к опалубке через 1—1,5 ж по высоте гвозди, к которым в дальнейшем крепят вертикальные стержни. Вначале устанавливают вертикальные стержни, а затем горизонтальные с одновременной вязкой мест пересечения. Узлы вяжут в шахматном порядке (кроме двух крайних стержней по контуру). Работу ведут звеньями, состоящими обычно из двух арматурщиков.
При ручной вязке арматуры применяют следующие основные , методы работы новаторов-арматурщиков:а) совмещение трех операций: подтягивание стержней вязальной проволокой, скручивание ее и откусывание кусачками;б) скручивание проволоки в один-два оборота при сильном натягивании ее;в) перевязывание стержней и хомутов не в одном, а в разных направлениях; при таком методе работы конструкция каркаса получается более жесткой.
При установке арматуры на объекте каждому арматурщику необходимо выполнять следующие правила техники безопасности: – при установке арматуры в котлованах крепления должны разбирать опытные плотники; – арматуру нельзя сбрасывать в котлован, а нужно спускать по лотку; – при установке арматуры колонн, стен и других вертикальных конструкций высотой более 3 м через каждые 2 м следует устраивать подмости с настилом шириной не менее 1м с ограждением высотой не менее 0,8 м; – запрещается, стоя на привязанных или на приваренных хомутах или стержнях, вязать или сваривать вертикально устанавливаемые каркасы;при установке каркасов балок, стен, плит или других конструкций, смонтированных вместе с опалубкой в целые блоки, нельзя находиться на блоках до полной установки и закрепления их на месте; – запрещается армировать отдельные прогоны и балку, стоя на верху короба опалубки; армировать отдельные прогоны и балки (при отсутствии плиты) нужно сбоку короба со сплошного настила; боковой щит короба со стороны рабочего места устанавливают после армирования; настил должен быть с перилами; – хождение по заармированному перекрытию разрешается только по ходам шириной 0,3—0,4 м, устроенным на козелках; – при подаче и установке арматуры вблизи проводов, находящихся под током, надо принимать меры против возможности поражения током и возникновения короткого замыкания через установленную арматуру; – при использовании арматуры диаметром более 16мм рекомендуется первоначально устанавливать армокаркасы и к ним крепить опалубку; при более тонкой арматуре — наоборот; – при установке арматуры в опалубке нижние стержни нужно укладывать на подкладки.
Арматурные работы - Вязка и установка арматурных стержней и каркасов вручнуюgardenweb.ru
Снип арматурные работы вязка арматуры. Вязка арматуры. ArmaturaSila.ru
Нахлест арматуры при вязке
При армировании бетона один из наиболее распространенных способов вязки арматуры – нахлест. Величина припусков определяется множеством факторов (места соединений, характер нагрузок, которые будет воспринимать конструкция, марка используемого бетона), но в большинстве случаев основополагающим является тип проволоки.
Длина перехлеста
Как правило, в качестве материала для создания армирующих конструкций выбирается рифленая арматура А3 или других марок сечением до 36 мм (в редких случаях используются прутки 40 мм), что и определяет протяженность нахлеста при ее вязке. Согласно СНиП эти значения не должны быть менее:
- для арматуры 6 мм –250 мм;
- для 10 – 300;
- для 12 – 380;
- для 16 – 480;
- для 18 – 580;
- для 22 – 680;
- для 25 – 760;
- для 28 – 860;
- для 32 – 960;
- для 36 – 1090;
- для 40 – 1580.
Нормативно-технической документацией нашей страны регламентируется среднее значение нахлеста в пределах 50 диаметров используемой арматуры. А в зависимости от марки применяемого бетона:
- М300 – 35 диаметров;
- М250 – 40;
- М200 – не менее 50 сечений соединяемых элементов.
Для соединения прутков диаметром более 25 мм специалисты советуют использовать винтовые муфты либо вязальную (отожженную) проволоку.
Рекомендации по вязке арматуры нахлестом
Не допускается вязка арматуры в местах концентрированной нагрузки на стержни и максимального напряжения на них. Свободные соединения стержней допускаются только в предварительно ненапряженных конструкциях.
Стыковка соседних стержней выполняется вразбежку – в одном сечении не должно соединяться свыше 50 % всех прутков. Дистанция между близлежащими стыковками не должна быть менее 610 мм.
Крестообразные перехлесты необходимо соединять хомутами или вязальной проволокой. В местах анкеровки конструкция должна быть обязательно усилена дополнительной поперечной арматурой.
Перехлесты элементов необходимо расположить в местах с минимальными крутящим и изгибающим моментами. Если это технологически невозможно, значение нахлеста устанавливается на уровне 90 диаметров соединяемой арматуры.
Для более точного изучения всех норм и правил по вязке армирующих конструкций следует обратиться за помощью в соответствующую проектную документацию. Важно понимать, что четкое соблюдение предписаний – залог долговечной и безаварийной работы ЖБИ.
вязка арматуры для фундамента снип
 megastroydom.ru/vse-statii/-snip.html Не стоит говорить о важности арматурных работ, поскольку Вязка арматуры снип. Воскресенье, 24 Ноября г. 16:41 + в цитатник.
megastroydom.ru/vse-statii/-snip.html Не стоит говорить о важности арматурных работ, поскольку Вязка арматуры снип. Воскресенье, 24 Ноября г. 16:41 + в цитатник.
И ограждающие. Конструкции. СНиП 3.03.01-87. ИЗДАНИЕ ОФИЦИАЛЬНОЕ. СН 393-78 „Инструкция по сварке соединений арматуры и закладных деталей
Во-первых, стоит обратить внимание на то, что арматуру не следует варить первым подвернувшимся под руку электродом, а нужно именно вязать. При контакте с электродом металл приобретает хрупкость, что даже при самой минимальной нагрузке, происходящей при незначительной усадке фундамента, может стать причиной растрескивания бетонной конструкции. Исключением можно считать лишь специальную арматуру, которая по ГОСТу предназначена для сваривания.Схема армирования прямого угла ленточного фундаментаВ-третьих, невзирая на определенную сложность, следует обеспечить обвязку верхнего горизонтального ряда к хомутам именно изнутри. Некоторые совершают непоправимую ошибку, не фиксируя верхний ряд в хомуты. При заливке вручную эту ошибку можно считать незначительной, а вот при заливке с использованием бетононасоса под давлением арматура стремится раздвинуться в стороны, а незакрепленная в хомуты вязальная проволока не в состоянии выдержать такую нагрузку.
Установка и вязка арматуры из отдельных стержней (d = 12 ¸ 18 мм). 4 СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования.
Схема вязки арматуры фундамента г-образным элементомРезультатом правильно выполненной вязки можно считать устройство жесткого пространственного каркаса, способного без труда выдерживать человеческий вес. Для того чтобы каркас смог выполнить поставленные перед ним задачи диаметр прутков и количество нитей должны располагаться в соответствии с расчетом, учитывающем не только вес самой конструкции, но и геологию грунтов и даже возрастающие в результате возможной деформации нагрузки. Арматура должна размещаться в теле бетона таким образом, чтобы расстояние до поверхности не превышало 4-5 см.
Госстрой СССР. Строительные нормы и правила. СНиП 3.06.04-91. Мосты и трубы. 4.4. В случае, когда в проекте предусмотрена ручная вязка арматурных каркасов и
В последнее время широкое распространение получила стеклопластиковая арматура, которая легко режется и гнется. Такая арматура гораздо легче стальной, а небольшие габариты (ее можно скручивать в бухту) позволяют доставлять ее на место строительства без использования специальной техники.Однако не стоит забывать о том, что свои основные задачи арматура может выполнять только после предварительного натяжения, что достижимо лишь при устройстве плитных фундаментов. Для качественного армирования ленточного фундамента нужно использовать традиционную стальную правильно обвязанную арматуру необходимого диаметра. Арматура композитная. Строительные нормы и правила, СНИП. - арматурные канаты диаметром 6-15 мм
Арматура композитная. Строительные нормы и правила, СНИП. - арматурные канаты диаметром 6-15 мм
При этом конструкция поперечной арматуры должна обеспечивать закрепление 1—5, СНиП II-23-81* (при усилении стальным прокатом) и данного подраздела.
 Как правильнее и что говорит СНИП, предлагаю сегодня подумать … Вязка арматуры. Тут конечно используют метод вязки.
Как правильнее и что говорит СНИП, предлагаю сегодня подумать … Вязка арматуры. Тут конечно используют метод вязки.
Вязка арматуры для фундамента и способы армирования углов СНиП 7.3.7 регулирует шаг поперечной арматуры.
 СНиП 52-01-2003: 7.3.4 Минимальное расстояние между стержнями арматуры в свету следует принимать в зависимости от диаметра арматуры, размера крупного
СНиП 52-01-2003: 7.3.4 Минимальное расстояние между стержнями арматуры в свету следует принимать в зависимости от диаметра арматуры, размера крупного
Стыки арматуры, соединяемые внахлест, должны быть равны длине перепуска, величина которого обозначена в СниП 52-01-2003.
 Крестообразные нахлесты стержней арматуры соединяются вязкой отожженной проволокой, пластиковыми фиксаторами [пункт 2.102 СНиП 3.03.01-87]
Крестообразные нахлесты стержней арматуры соединяются вязкой отожженной проволокой, пластиковыми фиксаторами [пункт 2.102 СНиП 3.03.01-87]
радиации конструкций в климатическом подрайоне IVA согласно СНиП 2.01.01-82 8. Стадия предварительного обжатия конструкций: а) с проволочной арматурой
 Начало работ по вязке арматуры. Следует помнить, что по СНИП перехлёст прутков при продольном соединении должен быть не менее 30 диаметров, а при соединении
Начало работ по вязке арматуры. Следует помнить, что по СНИП перехлёст прутков при продольном соединении должен быть не менее 30 диаметров, а при соединении
Вязка арматуры в отличие от сварки арматуры не меняет структуру металла. Это регламентировано в СНиП. Связывают арматуру между собой при помощи вязальной 7 июня
 Вязка арматуры. Строительные нормы. Фундамент монолитная плита по периметру лента 30 Х 50 под ней подушка.
Вязка арматуры. Строительные нормы. Фундамент монолитная плита по периметру лента 30 Х 50 под ней подушка.
Арматурные работы: главные этапы и их характеристика

Под арматурными работами подразумевают комплекс мероприятий, состоящих из: изготовления, укладки в форму или установки на место проведения бетонных работ деталей арматуры и изделий. Технология арматурных работ включает в себя три этапа:
- подготовительные мероприятия;
- соединение арматурных элементов #8212; создание сеток, каркасов, прочих изделий;
- монтаж деталей арматуры и готовых изделий на строительной площадке.
При выполнении арматурных работ следует соблюдать технику безопасности. Основных ошибок можно избежать, наняв квалифицированных и ответственных рабочих, правильно подготовив территорию и соблюдая правила и требования взаимодействия с механизмами. Также предотвратить несчастные случаи при выполнении работ поможет технологическая карта на арматурные работы, регламентирующая правила безопасности на площадке.
Скачать образец журнала арматурных работ можно по этой ссылке (откроется в новой вкладке).
Требования к арматурной стали
Приобретать арматуру необходимо в соответствии со спецификацией проекта, в которой перечислены марка, диаметры, вес требуемых элементов. Вся продукция должна сопровождаться сертификатами качества.
Предназначенную для работ арматурную сталь проверяют на соответствие следующим требованиям:
- она должна быть свободной от расслоений;
- поверхность арматурных элементов, включая ребра жесткости, не может содержать дефекты в виде раковин, заусенцев, трещин, ржавчина не принадлежит к отбраковочному признаку;
- необходимо полное соответствие формы и размеров сечения проволоки и стержней проектным величинам.
Арматуру перед использованием нужно проверить на способность к деформации. Простейшим испытанием служит загиб стержней на 180 o С без нагрева. Сталь считается прошедшей испытание, если на внешней стороне не образовались трещины.
Подготовительный этап арматурных работ при бетонировании

Начальный этап производства арматурных работ состоит из ряда операций, от правильного и тщательного выполнения которых во многом зависят эксплуатационные свойства строящейся конструкции.
До начала заготовки арматурных элементов необходимо определиться с точной длиной, которую должны иметь арматурные стержни. Детально разработанные арматурные чертежи содержат все необходимые сведения о размерах.
Бетонировать или забивать столбы для забора? Конечно, первое! Прочтите тут полное руководство о бетонировании заборов.
На рабочих эскизах изгибы стержней изображены без закруглений, а в строительных условиях закругления должны быть плавными. Самые распространенные радиусы перегибов равны 10-15 диаметрам стержня.
Если возникла необходимость замены марки арматурной стали, то необходимо соблюдать следующее правило. Рассчитанная площадь сечения арматуры должна измениться в обратно пропорциональной зависимости изменению расчетного сопротивления фактически применяемой стали от запроектированной.
При замене диаметра сечения стержня с сохранением проектной марки стали суммарная площадь арматурных стержней должна сохраниться прежней.
Подготовительные работы включают следующие важные операции:

- правку арматуры, предназначенную для исправления искривлений стержней;
- очистку арматурных элементов от загрязнений, ржавчины, подготовку поверхности под сварку;
- резку #8212; для получения рассчитанной в проекте длины;
- гибку #8212; для изготовления отгибов стержней, крюков, хомутов и полухомутов и других арматурных элементов.
Подготовительные арматурные работы, производимые на строительной площадке:
- приемка арматурных элементов;
- их сортировка;
- складирование.
Складирование должно производиться отдельно по маркам и размерам арматурных элементов. Во избежание развития коррозионных процессов контакт металлоизделий с почвой и попадание на них осадков необходимо исключить.
Виды сварочных работ по соединению арматурных деталей в единое изделие
Основным типом соединения арматурных элементов в изделие является сварка, осуществляемая с помощью различных видов оборудования для арматурных работ.
- Суть ванной одноэлектродной сварки состоит в передаче тепла свариваемым стержням посредством ванны из жидкого металла, без помощи электрической дуги. Ванна создается из металла электрода и торцов стержней. При этом способе сварки горизонтальных арматурных деталей дополнительная разделка торцов не требуется. Одноэлектродная ванная сварка применяется для стыкования гладкой арматуры А-I и стержней периодического профиля A-II и A-III.
- Многоэлектродная ванная сварка используется для работы со стержнями всех профилей с значительными диаметрами.
- Эффективным вариантом соединения арматурных стержней служит контактная сварка стыкованием, осуществляемая без металла плавящихся электродов. Этот автоматизированный процесс является достаточно производительным. Основной его недостаток #8212; возможность осуществления только в условиях производственного цеха из-за громоздкости оборудования и значительного расхода электрической энергии.
- Широко применяются полуавтоматические виды сварки #8212; открытой дугой проволокой без покрытия и порошковой проволокой.
Соединение арматуры методом сварки приводит к частичному изменению структуры стали в области шва. Поэтому места соединений могут стать слабыми частями стержней арматуры. Следовательно, проведение сварочных работ неопытным специалистом может привести к созданию недостаточно прочного каркаса, который не способен выдерживать запроектированные нагрузки.
Способы механического соединения элементов арматуры
Создание арматурной сетки или каркаса методом вязки не требует от работника, выполняющего этот процесс, особых практических навыков и высокой квалификации.
Для вязки элементов арматуры используют отрезки проволоки после термической обработки #8212; отжига, диаметром 0,8-1,0 мм, длиной до 100 мм. В зависимости от размера сечения элементов арматуры и места расположения узлов вязку различают на: простую, угловую, двухрядную, крестовую, двойную, мертвую.


Источники: http://samanka.ru/nahlest-armatury-pri-vyazke.html, http://gidserials.ru/vyazka_armaturyi_snip.html, http://www.navigator-beton.ru/articles/armaturnye-raboty-glavnye-etapy-i-ih-harakteristika.html
Комментарии: 1
armaturasila.ru
способ вязки арматурных сеток и каркасов и устройство для вязки арматурных сеток и каркасов - патент РФ 2111323
Продольные и поперечные арматурные стержни сеток и каркасов для железобетонных изделий раскладывают в проектное положение и затем вяжут вручную вязальной проволокой, предварительно намотанной на устройство для вязки арматурных сеток, выполненное в виде катушки с открытым кольцевым каналом, образованным по периметру. Устройство располагают между большим и указательным пальцами руки, вязальную проволоку укладывают вдоль продольного стержня, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывая ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. В результате использования изобретения достигается технический результат, заключающийся в повышении скорости вязки арматурной сетки и снижении расхода вязальной проволоки. 2 с. и 4 з. п. ф-лы, 11 ил.Рисунки к патенту РФ 2111323
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8, Рисунок 9, Рисунок 10, Рисунок 11 Изобретение относится к области строительства и может быть применено при изготовлении арматурных сеток и каркасов в построечных и заводских условиях. Известный фиксатор для соединения арматурных стержней в сетке выполнен из отрезка пружинной проволоки, концы которой изогнуты в форме крюков, а в средней ее части образован выгиб [1]. Недостатком такого крепления арматуры в сетках является необходимость использовать пружинную сталь для изготовления фиксаторов. Известен также способ соединения стержней арматурной сетки при помощи пружинистой проволоки, имеющей форму змейки, средняя часть которой охватывает один из стержней, а концы заводят за расположенный перпендикулярно первому стержню второй стержень [2] . Для закрепления описанного фиксатора в проектном положении на пересекающихся сетках разработано специальное устройство [3] . Однако описанный в аналогах фиксатор и устройство не позволяют надежно без проскальзывания соединять стержни сетки друг с другом, а устройство, кроме того, может быть применено только в заводских условиях. Описанный в аналоге [4] фиксатор для соединения пересекающихся арматурных стержней выполнен из упругого пластичного материала и содержит соединительные перемычки, параллельные ветки с захватными проемами и опорами с ребрами жесткости. Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость. Наиболее близким аналогом, принимаемым за прототип заявленного способа, является способ вязки арматурной сетки проволочными скрутками с помощью специальных арматурных крюков: сложенную вдвое отожженную арматурную проволоку пропускают под перекрытие арматурных стержней, концы и перегиб проволоки загибают вокруг перекрестия, а затем, а затем, захватив их крюком, сворачивают в жгут, одновременно оттягивая от перекрестия стержней [5]. Недостатком этого способа является относительно низкая скорость вязки каркаса и высокий расход вязальной проволоки. За прототип устройства для вязки арматурных сеток и каркасов принимается устройство для соединения арматурных стержней, включающее гибочные фаски, соединенные с зубчатыми рейками, которые через зубчатые колеса связаны с гибочными дисками, причем на дисках закреплены дополнительные гибочные элементы для окончательного закрепления концов проволоки [6]. Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях. Задачей предлагаемого изобретения является повышение скорости вязки арматурной сетки и снижение расхода вязальной проволоки. Эта задача решается тем, что вначале раскладывают продольные и поперечные арматурные стержни в проектное положение, а затем пропускают вязальную проволоку вдоль одного из продольных арматурных стержней и в месте пересечения с поперечным стержнем огибают ею оба стержня, накатывая проволоку на стержни, после чего укладывают вязальную проволоку вдоль того же продольного стрежня к следующему пересечению стержней. Вязальную проволоку могут пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею продольный стержень, располагая вдоль поперечного стержня, и охватывать опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке. Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал. Сопоставительный анализ заявленных способа и устройства с прототипами показывает, что они имеют следующие отличия: при осуществлении способа вязальная проволока укладывается вдоль одного из продольных арматурных стержней, затем в месте пересечения продольного и поперечного арматурных стержней оба стержня огибаются проволокой, при этом проволока накатывается из стержня, после чего снова укладывается вдоль продольного стержня к следующему пересечению стержней. Отличия содержатся также в вариантах исполнения способа вязки арматурных сеток; в первом случае вязальная проволока пропускается с внешней стороны поперечного стержня, затем ею огибают продольный стержень и опять охватывают по1перечный стержень, обворачивая вокруг него на 360o. Во втором случае проволока пропускается с внешней стороны поперечного стержня, затем огибает перекрестие стержней и направляется вдоль продольного стержня к следующему пересечению стержней. В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве. Сравнение заявленных изобретений с другими известными техническими решениями той же задачи показывает, что с помощью описываемых приемов вязки арматурных сеток и каркасов можно, во-первых, сократить расход вязальной проволоки, во вторых, ускорить процесс вязки сеток и каркасов и, в-третьих, располагаясь вдоль стержней, вязальная проволока служит дополнительным армированием изделия. Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта. Изобретения поясняются примерами из выполнения. На чертежах изображено: на фиг. 1 - 7 - различные варианты расположения вязальной проволоки, на фиг. 8 - схемы размещения узлов вязки, на фиг. 9 - общий вид устройства для вязки сеток, на фиг. 10 - устройство в работе, на фиг. 11 - вариант выполнения устройства. При осуществлении способа вязальная проволока 1 укладывается вдоль одного из продольных 2 арматурных стержней, предварительно разложенных в проектное положение. В месте пересечения стержней проволока пропускается под поперечным стержнем 3 на участке 4, как показано на фиг. 3 и 4, затем огибает сверху продольный стержень 2 на участке 5, охватывает под 360o поперечный стержень 3 на участке 6, но уже с противоположной относительно участка 4 стороны продольного стержня 2 и затем направляется вдоль продельного стержня 2 к следующему пересечению стержней. В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга. Арматурные стержни могут вязаться и в других вариантах: вязальная проволока 1 укладывается вдоль продольного стержня 2, в месте пересечения стержней они огибает на участке 13 поперечный стержень 3 с внешней стороны стержня относительно точки соприкосновения стержней (на чертежах не указана), затем охватывает на участке 14 перекрестие стержней, снова огибает на участке 15 поперечный стержень 3 и направляется вдоль продольного стержня 2 к следующему их пересечению. Более сложной, но и более надежной является фиксация арматурных стержней, изображенная на фиг. 7: в этом случае вязальная проволока 1, уложенная вдоль продольного стержня 2, пропущена на участке 16 с внутренней относительно точки соприкосновения стержней стороны поперечного стержня 3, затем обворачивает ею на 360o на участке 17 этот стержень, огибают на участке 18 продольный стержень 2, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня 3 на участке 19 с другой стороны продольного стержня 2, после чего снова огибают на участке 20 продольный стержень 2 и перекрестие стержней на участке 21 и, снова обогнув на участке 22 поперечный стержень 3, направляют ее вдоль продольного стержня к следующему пересечению стержней. Как видно из описания чертежа, в этом случае стержни притягиваются друг к другу в большем количестве точек, что обеспечивает их лучшую фиксацию. В тех случаях, когда не выдвигаются повышенные требования к фиксации стержней сетки относительно друг друга, возможна их перевязка в местах пересечения в шахматном порядке, как показано на фиг. 8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает. Устройство для вязки арматурных сеток может быть изготовлено цельным, из единого куска материала: металла, дерева, пластмассы и т.п. Оно может иметь по торцам свободно насажанную на ось 23 подушку 24. В этом случае при вязке сеток устройство можно притормаживать пальцами для обеспечения необходимого натяжения проволоки. Размеры устройства выбираются исходя из минимальных размеров ячейки арматурной сетки или каркаса. Описанными способом и устройство можно вязать также и объемные арматурные каркасы. Источники информации: 1. Германия, патент 800332 от 1950 г. МКИ E 04 C 5/16. 2. СССР, авт. св. 697668 от 1972 г. МКИ E 04 C 5/16. 3. СССР, авт.св. 1502775 от 1989 г. МКИ E 04 C 21/12. 4. СССР, авт.св. 1486581 от 1989 г. МКИ E 04 C 5/16. 5. П. Юрмалайнен "Строим сами деревянный дом", Москва, Стройиздат, 1992 с. 73, рис. 81 - прототип способа. 6. СССР, авт. св. 1395784 от 1988 г., МКИ E 04 C 5/16 - прототип устройства.ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Способ вязки арматурных сеток и каркасов, заключающийся в раскладке продольных и поперечных арматурных стержней в проектное положение и последующем соединении их друг с другом вязальной проволокой вручную в местах пересечения, отличающийся тем, что вязальную проволоку укладывают вдоль одного из стержней, например продольного, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывания ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. 2. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. 3. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею перекрестие продольного и поперечного стержня, снова охватывают поперечный стержень с внешней стороны и направляют вдоль продольного стержня к следующему пересечению стержней. 4. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внутренней стороны относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивают ею на 360o этот стержень, огибают продольный стержень, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибают продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направляют ее вдоль продольного стержня к следующему пересечению стержней. 5. Способ по любому из пп.1 - 4, отличающийся тем, что соединению арматурных стержней в местах их пересечения вязальной проволокой располагают через одно пересечение в шахматном порядке. 6. Устройство для вязки арматурных сеток и каркасов, включающее гибочные диски, отличающееся тем, что гибочные диски имеют тарелкообразную форму и жестко соединены своими основаниями друг с другом, образуя по периметру открытый кольцевой канал.www.freepatent.ru
Способ вязки арматурных сеток и каркасов и устройство для вязки арматурных сеток и каркасов
Продольные и поперечные арматурные стержни сеток и каркасов для железобетонных изделий раскладывают в проектное положение и затем вяжут вручную вязальной проволокой, предварительно намотанной на устройство для вязки арматурных сеток, выполненное в виде катушки с открытым кольцевым каналом, образованным по периметру. Устройство располагают между большим и указательным пальцами руки, вязальную проволоку укладывают вдоль продольного стержня, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывая ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. В результате использования изобретения достигается технический результат, заключающийся в повышении скорости вязки арматурной сетки и снижении расхода вязальной проволоки. 2 с. и 4 з. п. ф-лы, 11 ил.
Изобретение относится к области строительства и может быть применено при изготовлении арматурных сеток и каркасов в построечных и заводских условиях.
Известный фиксатор для соединения арматурных стержней в сетке выполнен из отрезка пружинной проволоки, концы которой изогнуты в форме крюков, а в средней ее части образован выгиб [1]. Недостатком такого крепления арматуры в сетках является необходимость использовать пружинную сталь для изготовления фиксаторов. Известен также способ соединения стержней арматурной сетки при помощи пружинистой проволоки, имеющей форму змейки, средняя часть которой охватывает один из стержней, а концы заводят за расположенный перпендикулярно первому стержню второй стержень [2] . Для закрепления описанного фиксатора в проектном положении на пересекающихся сетках разработано специальное устройство [3] . Однако описанный в аналогах фиксатор и устройство не позволяют надежно без проскальзывания соединять стержни сетки друг с другом, а устройство, кроме того, может быть применено только в заводских условиях. Описанный в аналоге [4] фиксатор для соединения пересекающихся арматурных стержней выполнен из упругого пластичного материала и содержит соединительные перемычки, параллельные ветки с захватными проемами и опорами с ребрами жесткости. Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость. Наиболее близким аналогом, принимаемым за прототип заявленного способа, является способ вязки арматурной сетки проволочными скрутками с помощью специальных арматурных крюков: сложенную вдвое отожженную арматурную проволоку пропускают под перекрытие арматурных стержней, концы и перегиб проволоки загибают вокруг перекрестия, а затем, а затем, захватив их крюком, сворачивают в жгут, одновременно оттягивая от перекрестия стержней [5]. Недостатком этого способа является относительно низкая скорость вязки каркаса и высокий расход вязальной проволоки. За прототип устройства для вязки арматурных сеток и каркасов принимается устройство для соединения арматурных стержней, включающее гибочные фаски, соединенные с зубчатыми рейками, которые через зубчатые колеса связаны с гибочными дисками, причем на дисках закреплены дополнительные гибочные элементы для окончательного закрепления концов проволоки [6]. Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях. Задачей предлагаемого изобретения является повышение скорости вязки арматурной сетки и снижение расхода вязальной проволоки. Эта задача решается тем, что вначале раскладывают продольные и поперечные арматурные стержни в проектное положение, а затем пропускают вязальную проволоку вдоль одного из продольных арматурных стержней и в месте пересечения с поперечным стержнем огибают ею оба стержня, накатывая проволоку на стержни, после чего укладывают вязальную проволоку вдоль того же продольного стрежня к следующему пересечению стержней. Вязальную проволоку могут пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею продольный стержень, располагая вдоль поперечного стержня, и охватывать опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке. Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал. Сопоставительный анализ заявленных способа и устройства с прототипами показывает, что они имеют следующие отличия: при осуществлении способа вязальная проволока укладывается вдоль одного из продольных арматурных стержней, затем в месте пересечения продольного и поперечного арматурных стержней оба стержня огибаются проволокой, при этом проволока накатывается из стержня, после чего снова укладывается вдоль продольного стержня к следующему пересечению стержней. Отличия содержатся также в вариантах исполнения способа вязки арматурных сеток; в первом случае вязальная проволока пропускается с внешней стороны поперечного стержня, затем ею огибают продольный стержень и опять охватывают по1перечный стержень, обворачивая вокруг него на 360o. Во втором случае проволока пропускается с внешней стороны поперечного стержня, затем огибает перекрестие стержней и направляется вдоль продольного стержня к следующему пересечению стержней. В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве. Сравнение заявленных изобретений с другими известными техническими решениями той же задачи показывает, что с помощью описываемых приемов вязки арматурных сеток и каркасов можно, во-первых, сократить расход вязальной проволоки, во вторых, ускорить процесс вязки сеток и каркасов и, в-третьих, располагаясь вдоль стержней, вязальная проволока служит дополнительным армированием изделия. Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта. Изобретения поясняются примерами из выполнения. На чертежах изображено: на фиг. 1 - 7 - различные варианты расположения вязальной проволоки, на фиг. 8 - схемы размещения узлов вязки, на фиг. 9 - общий вид устройства для вязки сеток, на фиг. 10 - устройство в работе, на фиг. 11 - вариант выполнения устройства. При осуществлении способа вязальная проволока 1 укладывается вдоль одного из продольных 2 арматурных стержней, предварительно разложенных в проектное положение. В месте пересечения стержней проволока пропускается под поперечным стержнем 3 на участке 4, как показано на фиг. 3 и 4, затем огибает сверху продольный стержень 2 на участке 5, охватывает под 360o поперечный стержень 3 на участке 6, но уже с противоположной относительно участка 4 стороны продольного стержня 2 и затем направляется вдоль продельного стержня 2 к следующему пересечению стержней. В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга. Арматурные стержни могут вязаться и в других вариантах: вязальная проволока 1 укладывается вдоль продольного стержня 2, в месте пересечения стержней они огибает на участке 13 поперечный стержень 3 с внешней стороны стержня относительно точки соприкосновения стержней (на чертежах не указана), затем охватывает на участке 14 перекрестие стержней, снова огибает на участке 15 поперечный стержень 3 и направляется вдоль продольного стержня 2 к следующему их пересечению. Более сложной, но и более надежной является фиксация арматурных стержней, изображенная на фиг. 7: в этом случае вязальная проволока 1, уложенная вдоль продольного стержня 2, пропущена на участке 16 с внутренней относительно точки соприкосновения стержней стороны поперечного стержня 3, затем обворачивает ею на 360o на участке 17 этот стержень, огибают на участке 18 продольный стержень 2, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня 3 на участке 19 с другой стороны продольного стержня 2, после чего снова огибают на участке 20 продольный стержень 2 и перекрестие стержней на участке 21 и, снова обогнув на участке 22 поперечный стержень 3, направляют ее вдоль продольного стержня к следующему пересечению стержней. Как видно из описания чертежа, в этом случае стержни притягиваются друг к другу в большем количестве точек, что обеспечивает их лучшую фиксацию. В тех случаях, когда не выдвигаются повышенные требования к фиксации стержней сетки относительно друг друга, возможна их перевязка в местах пересечения в шахматном порядке, как показано на фиг. 8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает. Устройство для вязки арматурных сеток может быть изготовлено цельным, из единого куска материала: металла, дерева, пластмассы и т.п. Оно может иметь по торцам свободно насажанную на ось 23 подушку 24. В этом случае при вязке сеток устройство можно притормаживать пальцами для обеспечения необходимого натяжения проволоки. Размеры устройства выбираются исходя из минимальных размеров ячейки арматурной сетки или каркаса. Описанными способом и устройство можно вязать также и объемные арматурные каркасы. Источники информации: 1. Германия, патент 800332 от 1950 г. МКИ E 04 C 5/16. 2. СССР, авт. св. 697668 от 1972 г. МКИ E 04 C 5/16. 3. СССР, авт.св. 1502775 от 1989 г. МКИ E 04 C 21/12. 4. СССР, авт.св. 1486581 от 1989 г. МКИ E 04 C 5/16. 5. П. Юрмалайнен "Строим сами деревянный дом", Москва, Стройиздат, 1992 с. 73, рис. 81 - прототип способа. 6. СССР, авт. св. 1395784 от 1988 г., МКИ E 04 C 5/16 - прототип устройства.Формула изобретения
1. Способ вязки арматурных сеток и каркасов, заключающийся в раскладке продольных и поперечных арматурных стержней в проектное положение и последующем соединении их друг с другом вязальной проволокой вручную в местах пересечения, отличающийся тем, что вязальную проволоку укладывают вдоль одного из стержней, например продольного, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывания ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. 2. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. 3. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею перекрестие продольного и поперечного стержня, снова охватывают поперечный стержень с внешней стороны и направляют вдоль продольного стержня к следующему пересечению стержней. 4. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внутренней стороны относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивают ею на 360o этот стержень, огибают продольный стержень, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибают продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направляют ее вдоль продольного стержня к следующему пересечению стержней. 5. Способ по любому из пп.1 - 4, отличающийся тем, что соединению арматурных стержней в местах их пересечения вязальной проволокой располагают через одно пересечение в шахматном порядке. 6. Устройство для вязки арматурных сеток и каркасов, включающее гибочные диски, отличающееся тем, что гибочные диски имеют тарелкообразную форму и жестко соединены своими основаниями друг с другом, образуя по периметру открытый кольцевой канал.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8, Рисунок 9, Рисунок 10, Рисунок 11www.findpatent.ru
Шаблон для вязки арматуры. Вязка арматуры. ArmaturaSila.ru
Вязка арматурных каркасов на подставках
Арматурные каркасы должны изготовляться, как правило, в арматурном цехе и в готовом виде доставляться к местам установки. Каркасы поднимают и устанавливают в опалубку вручную, подъемными приспособлениями или кранами.
Вязка арматурных каркасов на месте в опалубке менее производительна, а потому может задерживать общий ход железобетонных работ. Каркасы неразрезных конструкций обычно монтируют в опалубке. В последнее время применяется сварка каркасов и сеток.
Вязка каркасов производится отожженной проволокой толщиной 0,8—1 мм (№ 17 и 18) при помощи кусачек. Зубцы их немного притупляют, для того чтобы во время вязки они не перекусывали проволоки. Вязальную проволоку сматывают с круга на шпульку или же разрезают на отрезки небольшой длины, которые связывают в пучки.
Вязка может также производиться при помощи арматуровязов. Петельки разной длины, которыми вяжут каркасы арматуровязом, заготовляют заранее на особом автомате.
Места пересечения арматуры перевязывают проволокой, обматывают ею или один раз с угла на угол (простой узел), или дважды (двойной узел). Простые узлы применяют, главным образом, при вязке каркаса плит и связывании хомутов со стержнями в колоннах и балках при монтаже их в опалубке. Более жесткое соединение элементов арматуры получается при крестообразной вязке (крестовый узел) (б) или при перевязке восьмеркой (мертвый узел) (в). В пересечениях элементов под углом (пересечения хомутов с угловыми стержнями в каркасах колонн) вязка их выполняется угловым узлом (г).
Вязка каркасов колонн, балок и свай производится на арматурных подставках. Наиболее рациональный метод вязки предложен Предко. На подставки укладывают поперечные прутья 1 или деревянные бруски, а на них кладут все продольные стержни. Рядом со стержнями кладется мерная рейка 2. По уложенным стержням раскладывают на требуемых расстояниях хомуты. Сначала привязывают хомуты к стержням одной стороны каркаса. Затем переворачивают каркас на 180° и привязывают стержни боковых сторон.
Имеется и другой метод. К подставкам прибивают доски с вырезами 3. Хомуты связывают со стержнями одной стороны каркаса; затем эти стержни вместе с хомутами поднимают, под них просовывают вспомогательные прутья 4, которые закладывают в вырезы досок, прибитых к подставкам. При таком положении каркаса вполне удобно вязать все остальные прутья с хомутами. Высота h в вырезах доски должна соответствовать расстоянию между наружными гранями противоположных прутьев каркаса, уменьшенному на толщину прута.
Каркасы колонн со спиральной арматурой вяжут на подставках с вращающимися шаблонами. На врытых в землю подставках 1 находится в полукруглых вырезах деревянный вал 2 с рукоятками по концам 3. Сверху вал удерживается в вырезах откидными железными накладками. На вал насаживается три шаблона 4 с вырезами по числу продольных стержней. Шаблоны закрепляют клиньями. Круг катанки. подлежащей намотке на каркас колонны, располагают на некотором расстоянии на низких подставках-козелках 5. Конец круга закрепляют на одном из продольных стержней, а затем, вращая вал с шаблонами, обматывают стержни. Арматурщик соблюдает при помощи закладки установленный шаг спирали и перевязывает ее проволокой с продольными стержнями. После изготовления каркас снимают с козелков вместе с валом; шаблоны вынимают, а вместо них вставляют временные распорки.
Вязка каркасов из спиральной арматуры катанки, козелки с вращающимися шаблонами
Спираль можно также изготовлять на механических станках специального устройства. Для сборки каркаса готовую спираль подвешивают горизонтально на бруске; в нее с торца заводят продольные стержни, и по пригонке на место каждый стержень связывают со спиралью.
Вязку каркасов прогонов и балок лучше всего делать на зубчатых козелках-подставках.
Каркас на этих подставках можно поднимать с перестановкой поддерживающих поперечных прутьев. Легкие каркасы поднимают вручную, а для тяжелых надо сделать подъемное приспособление. Высота козелков должна быть такой, чтобы низ каркаса можно было поднять на высоту примерно до 80 см от пола. На этой высоте арматурщику удобнее работать.
Вязку арматурного каркаса лучше производить в перевернутом положении. Она производится в таком порядке
1. На поперечные прутья подставок, уложенные в соответствующие гнезда стоек, укладывают строго по шаблону стержни второго ряда (более удаленного от нижней поверхности железобетонного прогона), а на них — прокладки из обрезков стали Диаметром 20—25 мм. Прокладки привязывают проволокой к стержням.
2. Укладывают стержни первого ряда (ближайшего к нижней поверхности прогона) также строго по шаблону и привязывают к прокладкам.
3. Надевают все хомуты, располагаемые правильно при помощи размеченной рейки и прокладки.
4. Укладывают монтажные стержни.
5. После тщательной проверки расположения хомутов и стержней все узлы перевязывают проволокой.
6. Каркас поднимают и хомуты связывают с монтажными стержнями.
7. Готовый каркас снимают с козелков и отправляют на склад.
Каркасы вспомогательных балок удобно вязать в нормальном положении. На поперечные прутья укладывают монтажные стержни и на них подвешивают хомуты с соблюдением требуемых расстояний между ними. Затем продольные стержни укладывают на хомуты. Шаблоном проверяют правильность их расположения, и все места пересечений перевязывают проволокой.
Для вязки каркасов плиты устраивается приспособление в виде дощатой рамки, по бортам которой забивают попарно гвозди без шляпок. Промежутки между каждой парой гвоздей соответствуют расстояниям между прутьями в сетке. Гвозди образуют гнезда, в которые укладывают прутья. Вязка сеток идет более успешно. если имеется несколько рамок; тогда по очереди в одной рамке идет укладка прутьев, а в другой — их перевязка. Рамки кладут на козелки или ставят вертикально на такой высоте, чтобы арматурщику было удобно работать.
Вязку сеток для кровельных плиток производят на верстаках-шаблонах Железнова.
Очень желательно арматуру устанавливать целыми каркасами, изготовленными вне возводимого сооружения. Размеры сборного каркаса определяются грузоподъемностью кранов, а также конструктивными и производственными требованиями.
При наличии кранов можно устанавливать арматурные каркасы, смонтированные в опалубке и временно в ней закрепленные. При таком способе значительно ускоряются процессы до установке опалубок и монтажу арматурных каркасов — процессы, протекающие вообще медленнее, чем бетонирование, а потому требующие при поточном методе производства работ насыщения площадки рабочими при предельном сокращении фронта работ. Еще лучше, если арматурные каркасы не связывают, а сваривают в узлах.
КТП 3.07.2001 Вязка арматурных каркасов для дорожных сигнальных (направляющих) столбиков
Цена на этот документ пока неизвестна. Нажмите кнопку Купить и сделайте заказ, и мы пришлем вам цену.
Официально распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО ЦНТИ Нормоконтроль .
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Карта предназначена для рациональной организации труда арматурщиков, занятых заготовкой и вязкой арматурных каркасов.
Примечание: В затраты труда по карте включено время на подготовительно заключительные работы - 5 % и отдых - 10 %.
Снижение затрат труда и повышение выработки на 7-9 % достигается в результате использования методов и приемов труда, рекомендуемых в карте.
2. Подготовка и условия выполнения процесса
2.1. Работы по заготовке арматуры выполняются на открытом воздухе, гнутье арматуры и вязка каркаса выполняется в летнее время под навесом, а в зимнее - в помещении.
2.2. Каркас изготовляется из 4-х стержней несущей арматуры ст А-1 Ø 8 мм, объединенных в каркас с помощью стержня длиной 9240 мм, изогнутого змейкой.
2.3. Заготовка арматуры производится из стали, поставляемой в бухтах, с размоткой бухт ручной лебедкой. Гнутье арматуры Ø 3 мм производится на ручном станке с помощью специального приспособления-шаблона.
2.4. Рабочие должны быть одеты в спецодежду и снабжены рукавицами.
2.5. К работе допускаются рабочие, прошедшие инструктаж по технике безопасности с учетом специфики работ по данному трудовому процессу.
3. Исполнители, предметы и орудия труда
При заготовке арматуры:
1. Арматурщик 3 разряд (А1 ) 1
2. Арматурщик 2 разряд (А2 ) 1
При вязке арматурных каркасов:
3. Арматурщик 3 разряд (А3 ) 1
3.2. Машины, оборудование, инструменты, приспособления, инвентарь.
Арматура для фундамента #8212; схема и правила укладки, способы вязки
Более современным способом вязки проволокой является применение специального пистолета. Такой инструмент предварительно заправляется проволокой в бухте. Далее инструмент прикладывается к перекрещиванию арматуры в месте увязки и аппарат все делает автоматически. Проволока дозируется, обвязывается вокруг перекрещивания и закручивается. После этого автомат обрезает излишки.

Вязка с помощью скрепок
Еще один быстрый способ скрепить арматурный каркас – вязка при помощи скрепок. Такие приспособления изготовлены из каленого металла, имеют хороший запас прочности и их довольно непросто разогнуть при заливке бетона.

Вязка пластиковыми хомутами
Вязка пластиковыми хомутами стала применяться относительно недавно. Однако этот способ быстро набрал популярность, поскольку пластиковые стяжки стоят недорого и очень просто монтируются.

К тому же они никак не реагируют на влагу и обладают достаточным запасом прочности при воздействии на каркас определенных нагрузок.
Вязка арматурного каркаса клипсами применяется гораздо реже, чем остальные способы. Хотя этот метод очень быстрый и недорогой. Выпускаемые производителями клипсы позволяют соединять одновременно несколько идущих в перекрестие арматур в разных плоскостях. Это существенно экономит время, так как отпадает надобность делать по несколько связок вместо установки одной клипсы.

Самый старый метод вязки – сваривание. Со временем стал использоваться крайне редко, так как имеет существенные недостатки по сравнению с той же вязальной проволокой. Во-первых, для сваривания требуется сварочный аппарат и опытный сварщик. Во-вторых, процесс сваривания происходит очень медленно, что значительно отодвигает сроки строительства. Ну и наконец, качество вязки во многом зависит исключительно от мастерства сварщика.

Последовательность действий при вязке арматуры проволкой
Для увязки арматурного каркаса с помощью проволоки самый дешевый и простой инструмент – металлический крючок. Чтобы с его помощью сделать узел на перекрестии прутков, нужно отрезать кусок проволоки длиной около 20 сантиметров.
Далее проволока немного изгибается и продевается вокруг перекрестия. После этого крючок продевается в петлю и на его острие загибаются свободные два конца проволоки.

Затем круговыми движениями зажатая в крючок проволока закручивается до того момента, пока две соседние арматуры не будут плотно притянуты друг к другу. На этом этапе следует внимательно следить за усилием, и постараться не порвать проволоку.
Источники: http://betondelo.ru/armatura/vjazka-karkasov-na-podstavkakh/, http://standartgost.ru/g/%D0%9A%D0%A2%D0%9F_3.07.2001, http://stroi-specialist.ru/stroitelstvo/vse-o-fundamentax/armatura-dlya-fundamenta.html
Комментариев пока нет!armaturasila.ru










