Шлифование - это что такое? Технология процесса. Шлифованная поверхность
Шлифование поверхности металла: виды, процесс, оборудование
Существует просто огромное количество различных операций по обработке металла, все они характеризуются применением определенного оборудования и оснастки. Распространенной финишной обработкой можно назвать процесс шлифования. Оно предусматривает снятие небольшого поверхностного слоя, за счет чего достигается определенная шероховатость и более точные размеры. Рассмотрим особенности данного процесса подробнее.

Шлифование металла
Шлифование металла
Обработку металла и различных сплавов при применении абразивного материала принято называть шлифованием. Подобная технология позволяет изменить шероховатость и другие параметры наружной или внутренней цилиндрической, а также плоской поверхности. Шлифование металла может проводится при использовании различного специального оборудования. Рассматривая особенности подобной механической обработки нужно уделить внимание следующим моментам:
- Процесс шлифования – финишный этап обработки, который проводится для получения определенной шероховатости.
- Подобная технология не применяется для изменения размеров в большом диапазоне.
- Довести поверхность до требуемой шероховатости можно при использовании современного оборудования можно после термообработки металла.
При проведении рассматриваемой операции учитывается довольно большое количество особенностей:
- Скорость круга – параметр, который зависит от наружного диаметра абразива и возможностей станка.
- Скорость перемещения детали.
- Глубина резания.
- Возможность поперечной подачи.
Стоит отметить, что сегодня подобную технологию постепенно вытесняет чистовое точение металла на высоких скоростях и минимальной подаче.
Основные виды шлифовки
Шлифовка деталей может проходить при применении самых различных технологий. Наибольшее распространение получили следующие:
- Круглое шлифование металла.
- Изменение шероховатости внутренних поверхностей.
- Зубошлифование.
- Бесцентровая технология.
- Шлифование плоских поверхностей.
Кроме этого, классификация может проводится по типу применяемого материала при обработке. Для автоматизации процесса и снижения трудовых затрат используются специализированные станки. Встречаются модели и со встроенным блоком ЧПУ, который автоматизирует процесс и обеспечивает высокое качество получаемой поверхности.
Круглое наружное шлифование
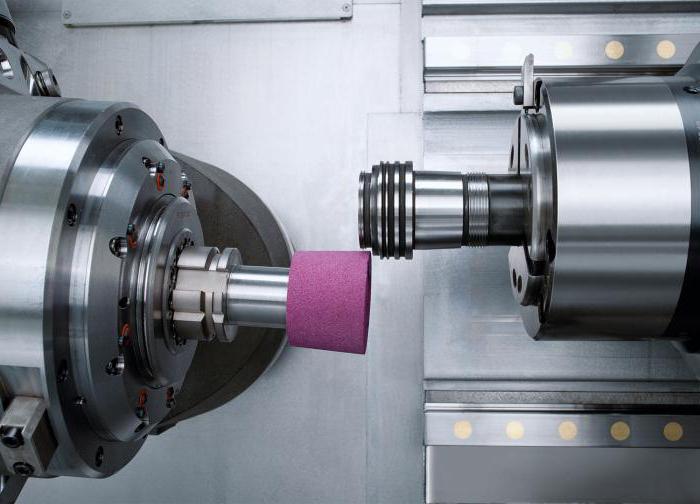
Шлифовка металла при применении подобной технологии предусматривает использование специального оборудования. Среди особенностей круглого шлифования отметим следующие моменты:
- В качестве расходного материала применяется абразивный круг. Он вращается вокруг своей оси.
- Одновременно с кругом в обратном направлении вращается заготовка. За счет этого существенно повышается эффективность операции.
- Может осуществляться продольная и поперечная подача, за счет которых изменяется глубина врезания инструмента и обеспечивается обработка по всей длине.
 Принцип круглого шлифования
Принцип круглого шлифования  Круглое наружное шлифование
Круглое наружное шлифование Подобная технология часто применяется для шлифования цилиндрических заготовок. Это связано с тем, что при контакте шлифовального круга с заготовкой цилиндрической формы на момент вращения обрабатывается вся поверхность.
Внутреннее шлифование
Очень часто проводится внутренняя шлифовка металла. Она похожа на предыдущую технологию, но отличается тем, что что абразивный круг находится внутри заготовки. При внутреннем шлифовании металла:
- Инструмент и заготовка могут получать поперечную и продольную подачу.
- Основное вращение получает абразивный круг.
Для того чтобы повысить эффективность проводимой работы в зону резания подается охлаждающая жидкость.
Зубошлифование
Зубчатые колеса являются частью самых различных механизмов. Сложность формы рабочей части определяет то, что приходится использовать специальное шлифовальное оборудование. Среди особенностей подобной технологии отметим следующие моменты:
- Обработке подвергается профиль зубчатого венца.
- Круг изменяется под размер эвольвенты зуба.
- Для работы с зубчатыми колесами подходят специальные станки.

Зубошлифование
Зачастую поверхность зуба подвергается закалке, за счет чего существенно усложняется процесс механической обработки.
Бесцентровое шлифование
Подобная технология характеризуется тем, что заготовка не закрепляется в центрах. В этом случае шлифовка деталей из металла проходит при подаче вращения только двум шлифовальным кругам, между которыми размещается заготовка. В центральной части находится нож, изготовленный из нержавеющей стали. Он исключает вероятность того, что изделия из-за смещения провалится или ее немного заклинит.
Применение подобного оборудования позволяет существенно ускорить процесс шлифования. Это связано с тем, что применяется сразу два абразивных круга. В продаже встречается просто огромное количество станков, работающих по принципу бесцентрового шлифования.

Бесцентровое шлифование
Шлифование плоских поверхностей
Часто обработке подвергаются плоские корпусные заготовки из различного металла. Проводимая операция по изменению шероховатости поверхности характеризуется следующими особенностями:
- Заготовка располагается на специальном столе, за счет которого обеспечивает надежное крепление. Фиксация может быть механической или магнитной.
- Основное вращение передается абразивному кругу, возвратно поступательное заготовке или инструменту.

Шлифование плоских поверхностей
За счет подбора круга с наиболее подходящим профилем можно провести обработку самых сложных форм. При работе в зону контакта инструмента и заготовки может подаваться охлаждающая жидкость.
Обработка деталей перед шлифовкой
Как ранее было отмечено, шлифование является финишным этапом. Перед ним проводится:
- Черновое точение металла. За счет этой операции заготовки придают требуемую форму и размеры с учетом припуска.
- Чистовое точение проводится для придания требуемых размеров.
- Фрезерование – еще одна технологическая операция, которая предусматривает механическое снятие металла. Чаще всего фрезерованию подвергаются корпусные детали и шестерни.
- Термообработка. Для того чтобы существенно повысить твердость поверхности и прочность изделия проводится закалка. Снизить хрупкость структуры можно за счет отпуска и отжига. В некоторых случаях проводится термохимическая обработка, которая предусматривает внесение определенных химических веществ в поверхностный слой.

Обработка деталей перед шлифовкой
При разработке режимов обработки учитывается припуск на проведение всех технологических операций.
Характеристика и маркировка абразивного инструмента
В большинстве случаев при шлифовании металла применяется абразивный инструмент. Он представлен сочетанием большого количества зерен, которые связаны между собой специальной смазкой. Круг характеризуется следующими свойствами:
- Формой. Рабочая часть может изменяться в зависимости от того, какого рода поверхность будет обрабатываться.
- Размеры. Абразивный круг выбирается также по размерам в зависимости от габаритов обрабатываемой поверхности.
- Тип применяемого материала при изготовлении. Крошка может быть изготавливаться из крошки различной твердости. Большей устойчивостью к истиранию характеризуется алмазная крошка.
- Размер зерна. Для чистового шлифования металла выбирается круг с наименьшим размером зерна. Однако, с уменьшением зернистости увеличивается требуемое время для завершения обработки.
- Твердость поверхности. Этот параметр один из основных, указывается при маркировке.
- Размер посадочного отверстия. Он учитывается при подборе круга под характеристики станка.
Изготовление абразивных материалов проводится в соответствии с установленными стандартами и технически условиями.
Маркировка круга применяется для того, чтобы указать тип используемого материала при изготовлении. Электрокорунд – корунд искусственного происхождения на основе оксида алюминия. В продажу поступает несколько разновидностей круга:
- Нормальные 14А и 15А, 16А.
- Белый 22А, 23А и 24А.
- Хромистые 32А и 33А.
- Сферокорунд ЭС.
Могут применяться и карбид кремния. В продажу поступают два типа марок: черный и зеленый. Карбид бора маркируется буквами КБ. В последнее время наиболее востребованы варианты исполнения из синтетического алмаза, маркируются они АСР и АСО, АРВ и АРК.

Абразивные материалы
Абразивные материалы
Все абразивные материалы делятся на варианты исполнения природного и искусственного происхождения. Природные варианты исполнения имеют ограниченное применение из-за нестабильных физико-механических характеристик. Большое распространение получили искусственные абразивные круги, которые могут выдерживать длительное применение.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Шлифование металла – что нужно знать о качественной шлифовке? +Видео
1 Абразивы и шлифование – что нужно знать?
Сам термин "шлифование", по мнению некоторых знатоков истории, пришел в русский язык из польского. По сути же данный вид обработки является ничем иным, как резанием, только срезается материал абразивными кругами. Последние представляют из себя пористые тела, структура которых состоит из огромной массы мелких минеральных образований – зерен. Между собой зерна соединены так называемой связкой. При взаимодействии с поверхностью металла абразивный круг острыми гранями отдельных зерен снимает тонкий слой и за счет равномерного воздействия оставляет после себя гладкую и ровную поверхность.

Рекомендуем ознакомиться
Следует учитывать особенности шлифования и закономерности. Первая особенность – высокая скорость снятия стружки. При стандартной обработке шлифкругами скорость вращения круга достигает почти 2000 метров за минуту, при скоростной – все 3000 метров. При токарной обработке скорость ниже раз в 30. Зерна взаимодействуют с поверхностью со скоростью 0,0001 секунды или даже 0,00005!
На поверхности шлифовального круга множество зерен, которые размещены беспорядочно и имеют разную форму режущей кромки. Именно поэтому при взаимодействии стружка получается такой измельченной. На работу шлифовального станка уходит в пять раз больше электроэнергии, чем при работе фрезеровочного агрегата и в 10 раз больше, чем при обработке детали на токарном станке.
Важно помнить, что из-за произвольной формы зерен, их большого количества и сильного размельчения стружки в месте взаимодействия поверхности и шлифовочного круга возникает много тепловой энергии. Деталь может существенно нагреваться, например, шлифование металла сопровождает нагревом до 1000 °С в местах контакта. При такой температуре свойства металла могут существенно измениться, например, сталь может стать более хрупкой. Поэтому важно предусмотреть возможности охлаждения металла и самого круга, а также правильно рассчитать припуск на шлифование.

Во время взаимодействия с деталью часть зерен и стружки измельчается и попадает между оставшимися зернами, а другая часть притупляется и для работы необходимо все больше и больше мощности станка. Когда усилие превосходит прочность абразивного материала или связки, которая удерживает материал в целостности, зерно частично или полностью выкрашивается.
2 Режимы шлифования – как не прогадать со скоростью?
На выбор режима влияют несколько факторов: шероховатость поверхности после обработки, заданная точность, характеристики шлифовального круга (количество зерен, связка, глубина врезания) и мощность главного привода шлифмашины.
При обработке периферией шлифкруга учитывают следующие показатели режима резания: скорость круга, глубина резания, скорость перемещения самой детали, возможности поперечной подачи. Скорость круга – параметр, который зависит только от возможностей станка и диаметра самого круга, измеряется в метрах в секунду. При обработке скорость круга остается стабильной. Как правило, на станок устанавливают круг максимально возможного диаметра, допустимого для агрегата, а также задают наибольшее число оборотов шпинделя.

Малая прочность и жесткость станка или отдельных деталей приводит к ограничениям скорости, поскольку при высоких скоростях возникают сильные вибрации, вместе с этим уменьшается точность, увеличивается износ расходных материалов, падает производительность.
Черновую обработку выгодно выполнять на максимальной глубине резания, допускаемых параметрами зерна круга, детали и агрегата. При этом важно сохранить глубину резания не больше пяти сотых поперечного размера зерна. То есть с кругом зернистостью 100 она должна быть менее 0, 05 мм. Если превысить рекомендуемую глубину резания для такого круга, то его поры быстро заполнятся отходами и круг придет в негодность.

При работе с нежесткими деталями и материалами, а также при появлении прижогов следует уменьшать глубину шлифования. Если же речь идет об отделочной обработке (так называемое "тонкое шлифование"), выбираются небольшие значения глубины – в этом случае существенно повышается точность и класс обработки. Чем тверже и прочнее материалы, тем меньше задают глубину при их обработке, поскольку с увеличением этого параметра увеличивается и затрачиваемая мощность.
При продольной подаче для установления оптимального режима шлифования отталкиваются от долей ширины круга. Черновая обработка предполагает за один оборот детали контакт с 0,4–0,85 ширины круга. Больше, чем 0,9 при продольной подаче не используют, поскольку на поверхности в таком случае остается спиральная полоса непрошлифованного материала.
3 Методы шлифования – шлифование металла в подробностях
Методы шлифования во многом зависят от степени сложности поверхностей. К простым поверхностям относят внутреннюю и наружную плоскость цилиндрической формы, сложные поверхности могут иметь винтовую и эвольвентную форму. Для обработки этих форм чаще всего применяются такие виды шлифования, как плоское, круглое внутреннее и круглое наружное. Если углубится в детали, то круглое наружное шлифование имеет подвиды:
- Шлифование с продольной подачей – заключается в комбинации вращения абразива, вращения обрабатываемой поверхности (детали) вокруг своей оси, а также возвратно-поступательного прямолинейного движения детали (либо абразива) вдоль оси обрабатываемой детали. В конце каждого двойного хода детали происходит подача на глубину шлифования.

- Шлифование врезанием отличается от предыдущего варианта тем, что в работе применяется шлифкруг, высота которого равна длине шлифования или даже больше ее, так что необходимость в подаче на глубину отпадает. Поперечная же подача выполняется постоянно, до завершения обработки шлифованием.
- При бесцентровом шлифовании деталь закрепляется на опорном стержне между рабочим и подающим кругами. Для обработки осуществляется вращение кругов, а также круговая и продольная подача самой детали. Подающий круг задает детали вращение и продольную подачу. Шлифование валов – вот известный пример бесцентровой обработки.
- Круглое внутреннее шлифование также имеет несколько разновидностей: шлифование с продольной подачей, бесцентровое шлифование врезанием, бесцентровое с продольной подачей, и шлифование врезанием. Внутренняя круглая обработка с подачей продольно ничем не отличается от круглой наружной, как и шлифование врезанием. Бесцентровая внутренняя обработка также осуществляется за счет опорных роликов.
- Плоское шлифование – вид обработки, осуществляемый как периферией шлифкруга, так и его торцом. Для плоской обработки необходима комбинация следующих движений: движения резания, подача детали, поперечная подача детали на глубину шлифования и прямолинейное движение детали. Плоскошлифовальные станки оснащены столами, которые способны совершать вращательное или возвратно-поступательное движения, соответственно подача детали приобретает прямолинейный или вращательный характер.

tutmet.ru
Шлифование металла. Виды и способы шлифовки на станках
Привет друзья! Вот мы и дошли до темы шлифование металла. С помощью которого можно достигать поверхности достаточно высокой точности как по геометрическим параметрам так и по чистоте обработки. Я постараюсь как можно внятнее рассказать про этот вид механической обработки.

Шлифование металла.
Называют метод обработки металла абразивным инструментом или проще говоря шлифовальным кругом. С помощью шлифовки можно обрабатывать как наружные так и внутренние цилиндрические и конические поверхности, а так же плоские и фасонные, изготавливать достаточно точную резьбу. Стоит наверное сказать, что в современном мире этот вид обработки вытесняет твердое точение. Это типичная токарная обработка поверхностей уже прошедших термическую обработку (упрочнение структуры металла путем нагрева и охлаждения).
Основные виды шлифовки.
Круглое наружное шлифование.

Круглое наружное шлифование. Принцип таков: шлифовальный круг вращается вокруг своей оси ( что является скоростью резания) но одновременно вращается и заготовка. Так же имеется два вида подачи поперечная (приближение к заготовке) и продольная (осевая) чтобы прошлифовать поверхность по всей длинне.
Посмотрите видео для закрепления:
Внутреннее шлифование.

Внутреннее шлифование. Как мы видим по рисунку эта разновидность шлифования похожа на первый метод, но кардинальное отличие в том, что шлифовальный круг находится внутри обрабатываемой заготовкой. Но движения резания остались прежними. Да еще забыл сказать в основном при шлифовке применяют охлаждение (СОЖ) ну в каком то посте я упомянул про нее 8) .
Видео для лучшего понимания темы
Зубошлифование.

Зубошлифование как вы уже догадались из названия это обработка профиля зубчатого венца шестерен с помощью шлифовального круга который спрофилирован в размер эвольвенты зуба. Наверное не понятно 🙂 , но думаю если вы подпишитесь на обновления моего блога все будет становиться более прозрачно ГАРАНТИРУЮ! Ну этот способ из разряда лучше один раз увидеть чем сто раз услышать. Смотрите видео:
Бесцентровое шлифование.

Бесцентровое шлифование. Из самого названия видно, что здесь заготовка не закрепляется в центра как на предыдущих видах (блин забыл про это написать в них 🙂 ) ну да ладно наверстаем. Вращение заготовке придает один шлифовальный круг (который справа) ну а левый производит шлифованием металла. То приспособление которое находится по центру называется нож и изготавливается обычно из твердого сплава. Оно служит для того, чтобы заготовка не провалилась между кругами и не заклинила их. Ну и как обычно видео:
Шлифование плоских поверхностей.

Шлифование плоских поверхностей. Тут все предельно просто берется плоский кусок металла, зажимается на столе шлифовального станка с помощью станочных приспособлений или магнитного стола ( об этом поговорим позже поподробнее) и круг начинает свою работу. Это оптимальный вариант для обработки плоских поверхностей различных форм и размеров. Во общем смотрите видео:
Ну вот пожалуй и все. Сегодня мы с вами поговорили про шлифование металла. Я думаю, что общие понятия про этот вид механической обработки у вас уже появились. Позже мы будем углубляться в каждый из них поподробнее. Не пропустите и подпишитесь на обновления моего блога. До новых встреч!
С вами был Андрей !
mextexnologii.ru
шлифованная поверхность - это... Что такое шлифованная поверхность?
шлифованная поверхность3.9.2 шлифованная поверхность: Поверхность, получаемая при дрессировке черной жести с использованием шлифованных рабочих валков; оплавлении нанесенного на нее оловянного покрытия - для белой жести электролитического лужения.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Шлифованная древесноволокнистая (древесностружечная) плита
- Шлифованная стальная труба
Смотреть что такое "шлифованная поверхность" в других словарях:
шлифованная поверхность — šlifuotasis paviršius statusas T sritis radioelektronika atitikmenys: angl. lapped face vok. reibgeschliffene Fläche, f rus. шлифованная поверхность, f pranc. surface rodée, f … Radioelektronikos terminų žodynas
шлифованная пробка — Пробка, боковая поверхность которой была подвергнута шлифовке с целью доводки размеров. [ГОСТ Р ИСО 633 2011] Тематики кора пробковая EN sanded stopper … Справочник технического переводчика
фактура шлифованная — Равномерно шероховатая поверхность со следами обработки, полученными при однократном шлифовании. [ГОСТ 6133 99] Тематики строительные конструкции … Справочник технического переводчика
Фактура шлифованная — равномерно шероховатая поверхность со следами обработки, полученными при однократном шлифовании. Источник: ГОСТ 6133 99: Камни бетонные стеновые. Технические условия оригинал документа … Словарь-справочник терминов нормативно-технической документации
Фактура шлифованная — – равномерно шероховатая поверхность со следами обработки, полученными при однократном шлифовании. [ГОСТ 6133 99] Рубрика термина: Абразивы Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
фактура шлифованная — равномерно шероховатая поверхность со следами обработки, полученными при однократном шлифовании. (Смотри: ГОСТ 6133 99. Камни бетонные стеновые. Технические условия.) Источник: Дом: Строительная терминология , М.: Бук пресс, 2006 … Строительный словарь
ГОСТ Р 52204-2004: Жесть холоднокатаная черная и белая. Технические условия — Терминология ГОСТ Р 52204 2004: Жесть холоднокатаная черная и белая. Технические условия оригинал документа: 3.11 базовое исполнение: Вариант исполнения заказа при отсутствии в нем специальных требований, оговоренных заказчиком. Базовое… … Словарь-справочник терминов нормативно-технической документации
шлиф — (нем. schliff) 1) тонкая (0,025 0,03 мм), хорошо отшлифованная пластинка горной породы или минерала для исследования его в проходящем свете под микроскопом; 2) шлифованная поверхность образца металла, приготовленная для исследования его структуры … Словарь иностранных слов русского языка
Кафли — или кафели, изразцы. В этой статье рассматривается: 1) значение и употребление К.; 2) подготовка массы и работа формовки К.; 3) отношение свойства и состава черепка К. к наплавляемой на него глазури и приготовление глазури; 4) обжиг и шлифовка… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Литография — писание, черчение и художественное рисование на камне чернилами и карандашом особого состава, а также иглою, и производство на бумаге отпечатков написанного, начерченного или нарисованного таким образом [слово Л. употребляется также для… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
normative_reference_dictionary.academic.ru
шлифованная поверхность — с русского на французский
См. также в других словарях:
шлифованная поверхность — 3.9.2 шлифованная поверхность: Поверхность, получаемая при дрессировке черной жести с использованием шлифованных рабочих валков; оплавлении нанесенного на нее оловянного покрытия для белой жести электролитического лужения. Источник: ГОСТ Р 52204… … Словарь-справочник терминов нормативно-технической документации
шлифованная поверхность — šlifuotasis paviršius statusas T sritis radioelektronika atitikmenys: angl. lapped face vok. reibgeschliffene Fläche, f rus. шлифованная поверхность, f pranc. surface rodée, f … Radioelektronikos terminų žodynas
шлифованная пробка — Пробка, боковая поверхность которой была подвергнута шлифовке с целью доводки размеров. [ГОСТ Р ИСО 633 2011] Тематики кора пробковая EN sanded stopper … Справочник технического переводчика
фактура шлифованная — Равномерно шероховатая поверхность со следами обработки, полученными при однократном шлифовании. [ГОСТ 6133 99] Тематики строительные конструкции … Справочник технического переводчика
Фактура шлифованная — равномерно шероховатая поверхность со следами обработки, полученными при однократном шлифовании. Источник: ГОСТ 6133 99: Камни бетонные стеновые. Технические условия оригинал документа … Словарь-справочник терминов нормативно-технической документации
Фактура шлифованная — – равномерно шероховатая поверхность со следами обработки, полученными при однократном шлифовании. [ГОСТ 6133 99] Рубрика термина: Абразивы Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
фактура шлифованная — равномерно шероховатая поверхность со следами обработки, полученными при однократном шлифовании. (Смотри: ГОСТ 6133 99. Камни бетонные стеновые. Технические условия.) Источник: Дом: Строительная терминология , М.: Бук пресс, 2006 … Строительный словарь
ГОСТ Р 52204-2004: Жесть холоднокатаная черная и белая. Технические условия — Терминология ГОСТ Р 52204 2004: Жесть холоднокатаная черная и белая. Технические условия оригинал документа: 3.11 базовое исполнение: Вариант исполнения заказа при отсутствии в нем специальных требований, оговоренных заказчиком. Базовое… … Словарь-справочник терминов нормативно-технической документации
шлиф — (нем. schliff) 1) тонкая (0,025 0,03 мм), хорошо отшлифованная пластинка горной породы или минерала для исследования его в проходящем свете под микроскопом; 2) шлифованная поверхность образца металла, приготовленная для исследования его структуры … Словарь иностранных слов русского языка
Кафли — или кафели, изразцы. В этой статье рассматривается: 1) значение и употребление К.; 2) подготовка массы и работа формовки К.; 3) отношение свойства и состава черепка К. к наплавляемой на него глазури и приготовление глазури; 4) обжиг и шлифовка… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Литография — писание, черчение и художественное рисование на камне чернилами и карандашом особого состава, а также иглою, и производство на бумаге отпечатков написанного, начерченного или нарисованного таким образом [слово Л. употребляется также для… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
translate.academic.ru
Качество - шлифованная поверхность - Большая Энциклопедия Нефти и Газа, статья, страница 1
Качество - шлифованная поверхность
Cтраница 1
Качество шлифованной поверхности характеризуется твердостью поверхностного слоя, структурными изменениями, остаточными напряжениями и отсутствием прижогов и трещин. [1]
Качество шлифованной поверхности в значительной степени зависит от размера зерна карбидов и от их распределения. [2]
Качество шлифованной поверхности ухудшается также в случае обезуглероживания поверхности, снижающего твердость. [3]
При чистовом шлифовании решающее значение имеет качество шлифованной поверхности. [4]
Поэтапный способ обеспечивает такую же производительность шлифования и качество шлифованных поверхностей деталей, что и подача масляной СОЖ поливом в течение всего цикла шлифования; при этом расход масляной СОЖ ничтожен, что снимает препятствия санитарно-гигиенического и экономического плана, возникающие при шлифовании с подачей масляных СОЖ поливом. [5]
От величины дисбалансов шлифовального круга в значительной мере зависит качество шлифованной поверхности, расход абразивного инструмента, производительность шлифования и срок службы шпиндельной группы шлифовальных станков. [6]
Шевинг дает очень высокое качество поверхности, которое не уступает качеству шлифованной поверхности. Он дает выигрыш в точности, производительности и чистоте обрабатываемой поверхности. [7]
Магниты из таких заготовок имеют низкий выход годного по магнитным и механическим свойствам и качеству шлифованной поверхности. [9]
Приводам третьей группы - с шестеренчатыми коробками скоростей - присущ общий недостаток - участие в передаче движения большого количества зубчатых колес, создающее опасность неравномерности вращения шпинделя, возникновения вибраций, влияющих на качество шлифованной поверхности, при самых незначительных дефектах изготовления и монтажа зубчатых колес. [10]
В книге описаны конструкции шлифовальных станков и работы, выполняемые на этих станках, изложены вопросы наладки и правила ухода, приведены сведения о выборе режимов обработки и рациональном использовании шлифовальных кругов, о повышении точности обработки и качества шлифованной поверхности. [11]
При выборе ТСМ для композиционных шлифовальных кругов ( КШК) необходимо учитывать большое количество факторов: размеры и характеристику шлифовального круга; конфигурацию и размеры его конструктивных элементов для размещения ТСМ; состав и способ подачи СОЖ; химический состав материала обрабатываемой заготовки; вид шлифования, режимы обработки; требования к качеству шлифованных поверхностей; стоимость ТСМ, его сопутствующие и санитарно-гигиенические свойства; легкость приготовления и заполнения конструктивных элементов КШК; прочность адгезионной связи поверхности смазочного элемента с поверхностями круга. [12]
Связка аллшзных кругов во многом определяет их эксплуатационные свойства. Она не только удерживает режущие зерна в рабочем слое инструмента, но и влияет на производительность обработки и качество шлифованных поверхностей, способствует снижению коэффициента трения с обрабатываемой поверхностью, обеспечивает работу инструмента в режиме самозатачивания, обусловливает прочность, жесткость и износостойкость рабочего круга, участвует в образовании и отводе тепла из зоны обработки. Органическую связку применяют при чистовом затачивании и доводке и при работе без охлаждения. Металлическую связку применяют при съеме больших припусков и при работе с охлаждением. Керамическая связка рекомендуется при совместной обработке твердого сплава с державкой, при плоском шлифовании и затачивании инструмента. Круги на керамической связке хорошо самозатачиваются Область применения значительного числа связок в зависимости от условий шлифования приведены в справочной литературе. [13]
Эксплуатация данных кругов показала, что полный расход абразивных лент до 40 - й зернистости включительно не вызывает дробления круга, и он не нуждается в дополнительной балансировке. Визуальное наблюдение за работой станка и обработанной поверхностью подтверждает, что расход ленты БАЗ 64С 40 / 25 из магазина круга не влияет на качество шлифованных поверхностей. За период стойкости лент параметр шероховатости поверхности изменяется по общим закономерностям, присущим ленточному шлифованию. Дробления круга, появления прижогов и волнистости не установлено. Лента имеет равномерный износ по всей длине абразивного покрытия. [14]
Существующая же технология изготовления шлифовальных кругов не позволяет выдерживать это равенство, и фактическая неуравновешенность шлифовальных кругов даже повышенного качества ( класса А) достигает 1000 мкм и выше. Поэтому основным фактором, определяющим нормы dn для шлифовальных кругов, предназначенных для операций окончательного шлифования, является перспективная технологическая возможность абразивного производства с учетом требований к качеству шлифованной поверхности. Для обдирочных шлифовальных кругов, которые преимущественно применяются на ручных установках в металлургической промышленности, определяющими должны быть нормы допустимой вибрации на рабочих местах. [15]
Страницы: 1 2
www.ngpedia.ru
это что такое? Технология процесса
Шлифование является одной из самых распространенных операций, базирующихся на принципах абразивной обработки. Удаление шероховатой поверхности на хрупких и твердых основах требуется в разных сферах, в числе которых организация напольных покрытий в строительстве или же приведение производственных конструкций в состояние, соответствующее нормативам. В традиционном понимании шлифование – это ликвидация наружного слоя поверхности с целью придания ей более эстетичного облика. Кроме того, данная операция ассоциируется с зачисткой и выравниванием, что тоже вполне справедливо.

Технология выполнения операции
Все методы шлифования в том или ином виде предполагают использование абразива. Это материал, структуру которого представляют выдающиеся из основной поверхности зерна мелкого песка или частиц горных пород. В процессе шлифования шершавая поверхность воздействует на целевой участок, тем самым избавляя его от неровностей и загрязнений. В общем виде процесс шлифования можно представить как механическое воздействие на рабочую область за счет абразива, в результате чего поверхность обретает новые качества. Это может быть очищение материала, выравнивание его поверхности или же устранение целого слоя. В простейшем виде шлифование представлено функцией наждачной бумаги, которая может использоваться для выравнивания граней древесного бруска. В данном случае технология реализуется ручным способом, но есть и механизированные станки и аппараты, которые в автоматическом режиме обеспечивают эффект абразивного воздействия.

Отличия от полировки
По некоторым параметрам рабочей операции шлифование и полировка пересекаются, но принципиальные задачи у них немного отличаются. Дело в том, что полировка реализуется с целью получения именно декоративного эффекта. Именно это обуславливает и особенность технической организации процесса. Полировочные мероприятия предполагают более точное и щадящее воздействие на материал. При этом в обработке металла или камня может сохраняться и высокая степень жесткости, которая и позволяет деформировать внешние слои на глубине микронов. Другое дело, что речь идет именно о минимальном вторжении в структуру поверхности, что зачастую исключает даже повреждение защитного слоя. В свою очередь, шлифование – это зачастую грубое снятие верхнего слоя, которое обеспечивается абразивами крупной фракции. Еще одним отличием является применение специальных абразивных паст и мастик в процессе полировки. Они помогают эффективнее реализовывать механическое воздействие на структуру материала, предотвращая риск чрезмерного повреждения заготовки.
Разновидности шлифования
Есть несколько классификаций, по которым различают технологии шлифования. В первую очередь это разделение касается ручного и машинного выполнения операций. Та же обработка наждачной бумагой или каменными абразивными брусками относится к ручным методам. Машинное воздействие на поверхности является более производительным и эффективным. В этой группе способов выделяют ленточные, дисковые и плоские методы шлифования, которые отличаются характеристиками рабочей оснастки и способом организации силового воздействия. Например, ленточные машинки работают за счет электродвигателя, а функциональная оснастка представлена ремнями, на поверхности которых находятся абразивные частицы. Дисковые и плоские абразивные элементы также интегрируются в оснастку машин с электроприводом и самостоятельно выполняют доработку поверхностей. От пользователя требуется лишь заранее установить параметры абразивного воздействия и направлять агрегат в процессе работы.
Особенности бесцентрового шлифования
Традиционно организация шлифования предполагает центровую фиксацию рабочей заготовки без возможности изменения ее позиции. Но есть и метод бесцентровой обработки, при которой изделию придается вращение. Такой подход оправдывает себя в случаях, когда нужно произвести обработку металлических деталей с высокой точностью. По сути, шлифование – это технология динамического абразивного оформления поверхностей заготовки. Обычно для реализации этого метода применяется несколько кругов, фиксируемых на функциональной оснастке станка. Разумеется, бесцентровая обработка применима только в условиях полноценного производственного процесса, когда у операторов есть возможность обеспечить не только надежное положение заготовки, но и придать ей вращение.
Инструменты для шлифования

К шлифовальному инструменту относятся и ручные устройства в виде напильников и абразивных камней, и механизированная техника. Наибольшего внимания заслуживает сегмент механизированных средств. Они отличаются по конструкции, способу воздействия и сфере применения. В строительстве, например, распространены напольные машинки, благодаря которым обрабатываются деревянные поверхности. У такой техники предусматриваются разные режимы шлифования, каждый из которых устанавливает особый набор рабочих параметров. Настройке, в частности, поддается интенсивность воздействия абразива, глубина среза и скорость перемещения рабочей оснастки. Более простые аппараты ручного типа, но с электротехнической начинкой, чаще используют для обработки отдельных конструкций и деталей – такие шлифовальные аппараты находят свое место в мастерских и на отдельных этапах производственных циклов, где невозможна автоматизация технологического процесса.
Материалы для шлифования
Практически все операции шлифования независимо от применяемого инструмента предполагают использование абразива. Это цельный предмет или поверхность, которая характеризуется шероховатостью и зернистостью. На практике этот элемент может представлять и насадка для шлифования в станке, и отдельный однородный брусок, который выступает и рукояткой, и обрабатывающей поверхностью одновременно. При этом существуют материалы природного и искусственного происхождения, которые стоит рассмотреть отдельно.

Природные и синтетические абразивы
Сегодня высоко ценятся характеристики алмазных абразивов, которые имеют природное происхождение. Крошка данного минерала применяется в изготовлении обрабатывающих кругов разной степени твердости. При помощи такой оснастки реализуется шлифование металла и камня. Также сегмент натуральных абразивов представляет пемза, гранат, кварц и корунд.
Искусственные или синтетические абразивные материалы тоже не обходятся без применения природных частиц в структуре, но при этом они подвергаются многоэтапной обработке. На сегодняшний день технологии шлифования этого типа предполагают использование различных сплавов, комбинированных смесей и минерального шлака. Нередко в целях экономии производственного процесса технологи включают в смеси абразивов и некоторые виды промышленных отходов.
Финишное шлифование

Если обработка выполняется для достижения определенного эстетического эффекта, то после выполнения основной зачистки и выравнивания может потребоваться этап финишной доработки. Его задача заключается в наделении поверхности оптимальными показателями шероховатости. Опять же, в отличие от полировки, шлифование – это способ получить гладкую и ровную поверхность с допуском матовости. Финишная обработка такого типа реализуется поверхностями, абразив которых рассчитан на средний съем глубины в 0,15-0,02 мкм. Причем эту задачу могут выполнять универсальные шлифовальные машины, возможности которых позволяют также справляться и с грубой зачисткой. Опять же, для разных операций применяются соответствующие режимы эксплуатации техники.
Заключение

Операции шлифования применяются в разных сферах, но разработчики оборудования основной упор делают на функции обслуживания отделочных поверхностей. Это может быть и классический паркет, и настенные материалы в виде штукатурки, а также металлические и пластиковые настилы. Конечно, шлифование поверхности отдельной детали входит в спектр производственных операций. Технологии выполнения работ такого типа отличаются более высокой точностью и гибкостью в управлении. Ручной труд в этой сфере практически не задействуется, а на первое место все чаще выходят станки с программируемым контролем и управлением.
fb.ru