Пенобетон: технология производства качественного материала. Пенобетона технология
Производство пенобетона — технология изготовления пенобетона

Чтобы понять тонкости производства пенобетона следует учесть, что оно состоит из трёх взаимосвязанных процессов:
- Приготовление пенобетонной смеси,
- Формирование материала в опалубке или массивом,
- Последующее «созревание» пенобетона.
В каждом из этих процессов есть нюансы, непосредственно влияющие на качество готового продукта.
Прежде, чем перейти к рассмотрению каждой стадии приготовления подробно, отметим, что пенобетон это не «бетон с воздухом», а мельчайшие воздушные шарики, оболочкой которых является обычный бетон. Чем шарики (поры) мельче и их размер одинаков, тем пенобетон лучшего качества.
Содержание:
- Приготовление пенобетонной смеси
- Видео: Оборудование для производства пенобетона
- Приготовление пенобетона в смесителях с пеногенератором
- Приготовление пенобетона в герметичных кавитационных смесителях под избыточным давлением
- Турбулентно-резонансная кавитационная диспергация
- Изготовление пенобетона непрерывным способом при помощи пеногенератора и диспергатора
- Видео: изготовление пенобетона при помощи пеногенератора
- Формирование пенобетона в опалубке или массивом
- Видео: Монолитный пенобетон в несъёмной опалубке

На фото: Структура пенобетона.
Блоки из пенобетона регламентируются ГОСТ 25485-89 и изготавливаются следующих размеров (мм):
- Стеновой600*300*200,400*400*200.
- Перегородочный600*300*100.
Приготовление пенобетонной смеси
Известны четыре технологии приготовления пенобетона. Три из них применяются на производстве. Одна существует только в форме лабораторных испытаний. Во всех технологиях состав компонентов неизменен:
Видео: Оборудование для производства пенобетона
Приготовление пенобетона в смесителях с пеногенератором
Эта технология известна с конца 19-ого века. В смеситель с горизонтально расположенным валом загружаются цемент, песок и вода. Смесь перемешивается на низких оборотах (600/мин). Отдельно в пеногенераторе приготавливается пена, которая затем добавляется в цементно-песчаный раствор. Один замес длится порядка 8 – 10 минут.
Единственное достоинство данной технологии в том, что для приготовления пенобетона используют любой пенообразователь, как синтетический, так и белковый. Для пеногенерации это не критично.
Недостатков же больше чем достаточно:
- Готовая смесь неоднородна по составу. В одном замесе получается пенобетон различных марок за счёт неравномерного распределения готовой пены по всему объёму раствора.
- Наличие неустойчивых пузырьков в готовой пене и её частичная усадка ещё до периода схватывания.
- Пора имеет большие вариации по размерам, что негативно влияет на несущие характеристики пенобетона.
- При данной технологии невозможно использовать фибру с длиной волокна более 9 мм.
- Данный тип оборудования не позволяет выпускать пенобетон «лёгких» марок (ниже 600).
- Требуется дополнительное оборудование для доставки пенобетона к месту заливки.
ИНФОРМАЦИЯ: марка пенобетона определяется по удельному весу одного кубического метра.
Пенобетон, приготавливаемый на таких установках, имеет тенденцию к образованию усадочных трещин при высыхании. Выражается это путём образования «паутинки» по всем граням блока ещё до укладки их в стены. На таких установках неплохо изготавливать монолитные стены из пенобетона, используя несъёмную опалубку. Но по причине массивности оборудования делать это сложно.
Приготовление пенобетона в герметичных кавитационных смесителях под избыточным давлением
Данная технология известна с конца 30-х годов прошлого века, но промышленное применение получила лишь в середине 60-х годов.
Установка данного типа имеет вертикально расположенный вал (ротор), что позволяет перемешивать смесь на высоких оборотах (1500 – 2000/мин). В герметично закрывающуюся колбу загружаются все компоненты, в том числе и пенообразователь для пенобетона. Во время замеса в колбу с помощью компрессора нагнетается избыточное давление до 2 Атм. Время замеса длится от 7 до 9 минут. Затем по гофрированному рукаву готовая смесь подаётся к месту заливки. Из колбы её выдавливают посредством компрессора.
Достоинства данной технологии в механизированном способе подачи смеси к месту заливки. Установку можно использовать как бетонный насос.
Главный недостаток – под действием избыточного давления пенобетон «сминается», сдавливая поры внутри. От замеса к замесу марка пенобетона варьируется.

На фото: Трещины в пенобетоне.
На установках данного типа невозможно осуществить качественное дисперсное армирование фиброволокном.
Данное оборудование предполагает использование только синтетических пенообразователей, причём в больших количествах.

Схема производства пенобетона
Применение избыточного давления приводит к быстрому износу уплотнителей ротора.Имея механизированную доставку смеси к месту заливки, такими установками хорошо заливать полы или плоские крыши. Тем более, что вариативность материала по марке в данных случаях особого значения не имеет.
Турбулентно-резонансная кавитационная диспергация
Данная технология была разработана в конце 70-х годов. В вертикально расположенной колбе ротор особой конфигурации расположен снизу. Внутри смесительной ёмкости под определённым углом крепятся специальные направляющие. Сверху колба имеет крышку. Она нужна только для того, чтобы вначале замеса из смесителя по сторонам не разлетались брызги. Основное время замеса крышка открыта.
Технология изготовления пенобетона следующая:
Замес происходит при естественном давлении и длится не более 5 – 6 минут.

На фото: Технология изготовления пенобетона.
Производство пенобетона на установках данного типа доведено до промышленных масштабов. Но существуют и небольшие смесители, предназначенные для заливки полов или отливки монолитных конструкций непосредственно на месте строительства.
Достоинства данной технологии:
- Распределение пор по всей массе пенобетона равномерное.
- Вариации по размеру пор минимальны, что в совокупности предотвращает усадочные процессы и увеличивает термическое сопротивление материала по сравнению с требованиями ГОСТ в 1,5 раза.
- Возможность изготавливать «лёгкие» (150) и прочные марки пенобетона.
- Может использоваться фибра с длиной волокна до 6 см, что повышает прочность пенобетона на 30% при той же плотности.
- Коэффициент вариации по плотности материала от замеса к замесу не более 5%.
- Расход пенообразователя минимальный.
- Так как смеситель ещё является и активатором есть возможность применять цемент более низких марок, чем 500.
Данная технология не лишена недостатков:
- Необходимо дополнительное оборудование для доставки готовой смеси к месту заливки.
- Для приготовления требуется специальный пенообразователь для пенобетона.
Все установки, готовящие пенобетон по данной технологии, мобильны. Учитывая факторы спроса, производители оборудования разработали смесители ёмкостью от 0, 125 до 1,5 куб.
Изготовление пенобетона непрерывным способом при помощи пеногенератора и диспергатора
На установках данного типа был получен сверхлёгкий пенобетон в лабораторных условиях. До промышленного использования данная технология доведена не была из-за большой вариативности по плотности материала (до 25%).
Из всего вышесказанного можно сделать вывод, что изготовление пенобетона своими руками не получится. Многие думают, что если в цементный раствор добавить жидкое мыло или шампунь и как следует крутануть дрелью с миксерной насадкой, они получат пенобетон – заблуждение. Это будет мыльный цементный раствор и не более.
Видео: изготовление пенобетона при помощи пеногенератора
Формирование пенобетона в опалубке или массивом
Вторым процессом при изготовлении пенобетона является его формирование в блок при помощи опалубки или резка массива. По какой бы технологии не была приготовлена пенобетонная смесь, если её лить в некачественную опалубку, грош её цена.
Опалубка – больное место при производстве пенобетона. Из чего её только не делают. Из фанеры, шифера, поликарбоната и ещё бог весть из чего. Чтобы сэкономить, в металлических опалубках применяют дешёвые марки стали, нестойкие к воздействию цемента. Есть опалубки без дна, располагаемые на бетонном основании.
В опалубке блок может располагаться как горизонтально, так и вертикально. Последнее приводит к неравномерному высыханию и раннему схватыванию верха блока. Низ сохнет дольше, что приводит к внутренней напряжённости блока и его растрескиванию.
Видео: Монолитный пенобетон в несъёмной опалубке
Всё вышесказанное влияет на геометрию и качество формируемых блоков. И здесь пенобетон проигрывает газобетонным блокам.
Негатива добавляет смазка опалубки для лучшего «отхода» блоков. Применять специальный раствор дорого и не всегда доступно. Поэтому смазывают опалубку чем попало — эмульсолом, отработкой, растительными маслами и даже салом. Всё это снижает адгезию материала в разы. В этом аспекте пенобетон также уступает газобетонным блокам.
Учитывая эти моменты, производители оборудования разработали промышленные автоматизированные комплексы, где пенобетон отливается массивом и только потом разрезается. Это позволило изготавливать блоки с прекрасной геометрией и адгезией, что выводит пенобетон в лидеры среди ячеистых бетонов.Последующее «созревание» пенобетона.
Это тоже важная стадия производственного процесса. О ней не расскажет ни один производитель оборудования. После формирования блоков пенобетон должен «созревать» 28 дней в «комфортных» для него условиях. Он должен быть плотно накрыт полиэтиленом и не подвергаться действию сквозняков.
А теперь на минуту представим среднее производство в 20 кубов в сутки. На один европоддон становится 1,18 куба блоков из пенобетона. С учётом маневров погрузчика на каждый день необходимо около 20 кв. метров складских площадей. Умножим на 28 и получаем, что только для хранения готовой продукции необходимо 560 кв. метров, без учёта площадей под производство и склада компонентов.

На фото: Пенобетонные блоки.
В финансовом разрезе, для организации производства необходимы оборотные средства, способные покрыть все производственные затраты без поступлений минимум на один месяц.
На самом деле будущее пенобетона за автоматизированными комплексами с резательной технологией. Литьё пенобетона в опалубку должно остаться в прошлом.
Источник
Тематические статьи
highlogistic.ru
Пенобетон: технология производства качественного материала
Современный строительный рынок предлагает множество качественных материалов, но строительство из пеноблоков занимает особую нишу. Они представляют собой, ячеистый пенобетон — характеристики прочности данного материала позволяют использовать его в качестве основного конструктивного элемента в малоэтажном строительстве.

Фото пеноблока.
Пару слов о свойствах и достоинствах
Прежде чем говорить о характеристиках следует разобраться, что такое пенобетон. Данный строительный материал относится к ячеистым видам бетонов, то есть в его составе присутствует определенное количество воздушных пор. Классически он производится путем добавления в цементно-песчаную смесь воды и специальным образом взбитой пены.
Важно: ближайшим ячеистым конкурентом пеноблоков является газобетон.Но поры газобетона открыты, в результате данный материал ведет себя как губка и боится повышенной влажности.Поры пеноблоков закрыты и материал даже может держаться на поверхности воды.

Ячеистые бетоны.
Способы производства
Основной, классической технологией производства считается система, состоящая из 2 этапов. Отдельно готовится пена для раствора и цементно-песчаная смесь, после чего они соединяются и тщательно перемешиваются на специальном смесителе. Далее готовый раствор разливается по формам и застывает.
Технические характеристики пенобетона во многом зависят от качества приготовления пены. Для обеспечения этого процесса используется пеногенератор — в него компрессором подается сжатый воздух, и пенообразующий состав взбивается до нужной консистенции. Главное качество пены это уровень ее живучести или насколько долго она может держаться.
Зависимость состава материала от прочности.
Совет: если вы решили делать пеноблоки своими руками, то качество и плотность пены можно проверить, наполнив ею обычное ведро и перевернув его.Хорошо сделанный состав не будет вытекать и останется в ведре.
Были попытки упростить технологию и сделать ее одношаговой. Суть здесь заключается в том, что в цементно-песчаную смесь добавляется пенообразователь и под большим давлением раствор взбивается миксером на высоких оборотах. Нечто похожее на взбивание яиц, но, несмотря на видимую простоту, эти попытки не увенчались успехом.

Заливка теплого перекрытия.
Свойства пенобетона сделанного по одношаговой технологии заметно уступали материалу, произведенному по классической технологии. При высокой плотности материала, его характеристики прочности были значительно ниже, эти пеноблоки легко крошились и кололись. Поэтому все серьезные производители работают именно по классической технологии.
Также следует упомянуть об использовании автоклавов. Производство пеноблоков относится к безавтоклавной технологии. Это совсем не означает того, что автоклав не может применяться. Просто цена такого оборудования большая, а разница в качестве между пеноблоками произведенными с использованием автоклава и без него, незначительная.
Чем хороши пеноблоки
Данный материал сейчас стремительно набирает популярность по всему миру, вызвано это целым комплексом положительных качеств.
Не зря в Западной Европе такие блоки называют биоблоками.

Цех по производству пеноблоков.
- Пеноблоки считаются полностью экологически нейтральными, более того, если производство ведется с использованием пенообразователя на органической основе, то эти блоки можно смело называть экологически чистыми.
- Данный строительный материал имеет завидную долговечность, производители дают гарантию от 80 лет и выше. Дело в том, что как и все бетонные изделия, пеноблоки с течением времени только набирают крепость.
- Дом, сложенный из пеноблоков имеет крайне низкие показатели теплопроводности. Это вызвано пористой структурой материала, размер воздушных пор колеблется в пределах 3 – 4 мм. Зимой такой дом будет быстро протапливаться и долго держать тепло, а летом в нем будет прохладно.
- Материал не выделяет никаких вредных испарений, даже при воздействии на него высоких температур. В тяжелых бетонах роль крупного наполнителя исполняет щебень, который может иметь повышенный радиационный фон. Пеноблоки заполнены воздухом и лишены этого недостатка.
- Удельный вес пенобетона достаточно низкий, что хорошо не только при транспортировке, но и при возведении домов. Строения из пеноблоков не требуют мощного и дорогостоящего фундамента.
- В жидком состоянии раствор имеет хорошую текучесть, что позволяет залить его в формы любого размера и конфигурации. Поэтому размеры пенобетона используемого в частном строительстве можно изменять в зависимости от назначения.

Взбитая пена.
Производство блоков в домашних условиях
Как упоминалось ранее, пеноблоки производятся безавтоклавным способом, что дает возможность делать их своими руками в домашних условиях. Толщина пенобетона в данном случае будет определяться толщиной стены возводимой конструкции. Плюс этим раствором можно заливать стяжки и разного рода монолитные перекрытия или перегородки.
В частном строительстве самым распространенным считается пенобетон D600.
Составляющие здесь классические, конкретно вам понадобится:
- Около 200кг просеянного кварцевого песка, желательно чтобы в нем не было вкраплений глины, так как это снизит характеристики конечного продукта.
- Цемент берется марки М400 или выше, но оптимальным в данном случае является портландцемент ПЦ500ДО, его понадобится 320кг.
- Пенообразователя достаточно 1 – 1,5л.
- Воду можно использовать обычную, водопроводную низко-кислотную с малым содержанием солей.

Минимальный набор для производства.
Важно: себестоимость конечного продукта больше всего зависит от цемента.Цена цемента в общем котле занимает порядка 75%, но экономить на нем не стоит, особенно если пенобетон делается без добавления песка.
Инструкция по изготовлению раствора элементарно проста. Основное, это приобрести специальное оборудование. Два самых важных агрегата — это пеногенератор и бетоносмеситель.
Пеногенератор состоит непосредственно из емкости для взбивания пенообразующей смеси и компрессора для нагнетания воздуха. Современные модели оборудуются еще дозаторами пены и автоматикой для программирования процесса.
Бетоносмеситель не менее важный агрегат, обойтись обычной бетономешалкой здесь не получится. Пена и цементно-песчаный раствор должны смешиваться быстро и качественно. Если затянуть процесс смешивания, то даже очень устойчивая пена начнет оседать и раствор будет безнадежно испорчен.

Смеситель для приготовления раствора.
Также желательно чтобы данный агрегат был оснащен бетононасосом, это значительно ускорит работу по заполнению форм и будет дополнительным плюсом, если вы решите заливать монолитную стяжку или перегородку.
Что же касается форм, то их изготовлению следует уделить особое внимание. Конечно, можно сделать их из дерева или фанеры, но дерево впитывает воду и поэтому, мы советуем использовать металлические или пластиковые формы. Лучше их делать разборными, это облегчит процесс высвобождения пеноблока.
По нашему мнению тратить время на изготовление форм своими руками стоит лишь в том случае, если вам необходимы блоки нестандартной формы. Для возведения типовых зданий лучше использовать блоки стандартных размеров и форму имеет смысл купить. Данная индустрия сейчас быстро развивается, поэтому легко можно купить хорошую форму б/у.

Формы для блоков.
Совет: перед заливкой форма смазывается специальным составом или оборачивается полиэтиленом, чтобы блок легко вышел.Мы не советуем смазывать маслосодержащими жидкостями, потому как впоследствии может возникнуть проблема с облицовкой таких блоков.
На видео в этой статье можно найти интересные мелочи по данной теме.
Вывод
При покупке заводских пеноблоков обратите внимание на сертификат. Существует определенный ГОСТ на пенобетон, если говорить точно, то ГОСТ 25485-89 — это общие правила, касающиеся регламентирования качественных характеристик всех ячеистых видов бетона. Если указываются только ТУ, то в качестве этих блоков можно сомневаться.

Строительство из пеноблоков.
rusbetonplus.ru
Производство пенобетона - технология изготовления пенобетона

Чтобы понять тонкости производства пенобетона следует учесть, что оно состоит из трёх взаимосвязанных процессов:
- Приготовление пенобетонной смеси,
- Формирование материала в опалубке или массивом,
- Последующее «созревание» пенобетона.
В каждом из этих процессов есть нюансы, непосредственно влияющие на качество готового продукта.
Прежде, чем перейти к рассмотрению каждой стадии приготовления подробно, отметим, что пенобетон это не «бетон с воздухом», а мельчайшие воздушные шарики, оболочкой которых является обычный бетон. Чем шарики (поры) мельче и их размер одинаков, тем пенобетон лучшего качества.
Содержание:

На фото: Структура пенобетона.
Блоки из пенобетона регламентируются ГОСТ 25485-89 и изготавливаются следующих размеров (мм):
- Стеновой600*300*200,400*400*200.
- Перегородочный600*300*100.
Приготовление пенобетонной смеси
Известны четыре технологии приготовления пенобетона. Три из них применяются на производстве. Одна существует только в форме лабораторных испытаний. Во всех технологиях состав компонентов неизменен:
- Цемент (для получения качественного пенобетона необходимо использовать «свежий» цемент марки ПЦ 500 Д0),
- Кварцевый песок или другой наполнитель, работающий с цементом,
- Вода,
- Пенообразователь,
- Фиброволокно (не обязательно).
Видео: Оборудование для производства пенобетона
Приготовление пенобетона в смесителях с пеногенератором
Эта технология известна с конца 19-ого века. В смеситель с горизонтально расположенным валом загружаются цемент, песок и вода. Смесь перемешивается на низких оборотах (600/мин). Отдельно в пеногенераторе приготавливается пена, которая затем добавляется в цементно-песчаный раствор. Один замес длится порядка 8 – 10 минут.
Единственное достоинство данной технологии в том, что для приготовления пенобетона используют любой пенообразователь, как синтетический, так и белковый. Для пеногенерации это не критично.
Недостатков же больше чем достаточно:
- Готовая смесь неоднородна по составу. В одном замесе получается пенобетон различных марок за счёт неравномерного распределения готовой пены по всему объёму раствора.
- Наличие неустойчивых пузырьков в готовой пене и её частичная усадка ещё до периода схватывания.
- Пора имеет большие вариации по размерам, что негативно влияет на несущие характеристики пенобетона.
- При данной технологии невозможно использовать фибру с длиной волокна более 9 мм.
- Данный тип оборудования не позволяет выпускать пенобетон «лёгких» марок (ниже 600).
- Требуется дополнительное оборудование для доставки пенобетона к месту заливки.
ИНФОРМАЦИЯ: марка пенобетона определяется по удельному весу одного кубического метра.
Пенобетон, приготавливаемый на таких установках, имеет тенденцию к образованию усадочных трещин при высыхании. Выражается это путём образования «паутинки» по всем граням блока ещё до укладки их в стены. На таких установках неплохо изготавливать монолитные стены из пенобетона, используя несъёмную опалубку. Но по причине массивности оборудования делать это сложно.
Приготовление пенобетона в герметичных кавитационных смесителях под избыточным давлением
Данная технология известна с конца 30-х годов прошлого века, но промышленное применение получила лишь в середине 60-х годов.
Установка данного типа имеет вертикально расположенный вал (ротор), что позволяет перемешивать смесь на высоких оборотах (1500 – 2000/мин). В герметично закрывающуюся колбу загружаются все компоненты, в том числе и пенообразователь для пенобетона. Во время замеса в колбу с помощью компрессора нагнетается избыточное давление до 2 Атм. Время замеса длится от 7 до 9 минут. Затем по гофрированному рукаву готовая смесь подаётся к месту заливки. Из колбы её выдавливают посредством компрессора.
Достоинства данной технологии в механизированном способе подачи смеси к месту заливки. Установку можно использовать как бетонный насос.
Главный недостаток – под действием избыточного давления пенобетон «сминается», сдавливая поры внутри. От замеса к замесу марка пенобетона варьируется.

На фото: Трещины в пенобетоне.
На установках данного типа невозможно осуществить качественное дисперсное армирование фиброволокном.
Данное оборудование предполагает использование только синтетических пенообразователей, причём в больших количествах.

Схема производства пенобетона
Применение избыточного давления приводит к быстрому износу уплотнителей ротора.Имея механизированную доставку смеси к месту заливки, такими установками хорошо заливать полы или плоские крыши. Тем более, что вариативность материала по марке в данных случаях особого значения не имеет.
Турбулентно-резонансная кавитационная диспергация
Данная технология была разработана в конце 70-х годов. В вертикально расположенной колбе ротор особой конфигурации расположен снизу. Внутри смесительной ёмкости под определённым углом крепятся специальные направляющие. Сверху колба имеет крышку. Она нужна только для того, чтобы вначале замеса из смесителя по сторонам не разлетались брызги. Основное время замеса крышка открыта.
Технология изготовления пенобетона следующая:
- В смеситель заливают необходимое количество воды и добавляют пенообразователь.
- Запускается двигатель и после перемешивания пенообразователя с водой засыпают цемент и песок. Если необходимо, то добавляют фиброволокно.
- Высокооборотистый ротор (2500/мин) выталкивает смесь на стенки колбы. Направляющие обеспечивают движение смеси по стенкам вверх. Затем смесь падает вниз и таким образом происходит ее непрерывное круговое движение, образуя каверну в центре смесителя. Внизу, у основания ротора, возникает разряженная зона низкого давления, за счёт чего и происходит насыщение и равномерное распределение воздуха по всему объёму цементного раствора. Как только смесь доходит до верхнего края колбы пенобетон готов.
Замес происходит при естественном давлении и длится не более 5 – 6 минут.

На фото: Технология изготовления пенобетона.
Производство пенобетона на установках данного типа доведено до промышленных масштабов. Но существуют и небольшие смесители, предназначенные для заливки полов или отливки монолитных конструкций непосредственно на месте строительства.
Достоинства данной технологии:
- Распределение пор по всей массе пенобетона равномерное.
- Вариации по размеру пор минимальны, что в совокупности предотвращает усадочные процессы и увеличивает термическое сопротивление материала по сравнению с требованиями ГОСТ в 1,5 раза.
- Возможность изготавливать «лёгкие» (150) и прочные марки пенобетона.
- Может использоваться фибра с длиной волокна до 6 см, что повышает прочность пенобетона на 30% при той же плотности.
- Коэффициент вариации по плотности материала от замеса к замесу не более 5%.
- Расход пенообразователя минимальный.
- Так как смеситель ещё является и активатором есть возможность применять цемент более низких марок, чем 500.
Данная технология не лишена недостатков:
- Необходимо дополнительное оборудование для доставки готовой смеси к месту заливки.
- Для приготовления требуется специальный пенообразователь для пенобетона.
Все установки, готовящие пенобетон по данной технологии, мобильны. Учитывая факторы спроса, производители оборудования разработали смесители ёмкостью от 0, 125 до 1,5 куб.
Изготовление пенобетона непрерывным способом при помощи пеногенератора и диспергатора
На установках данного типа был получен сверхлёгкий пенобетон в лабораторных условиях. До промышленного использования данная технология доведена не была из-за большой вариативности по плотности материала (до 25%).
Из всего вышесказанного можно сделать вывод, что изготовление пенобетона своими руками не получится. Многие думают, что если в цементный раствор добавить жидкое мыло или шампунь и как следует крутануть дрелью с миксерной насадкой, они получат пенобетон – заблуждение. Это будет мыльный цементный раствор и не более.
Видео: изготовление пенобетона при помощи пеногенератора
Формирование пенобетона в опалубке или массивом
Вторым процессом при изготовлении пенобетона является его формирование в блок при помощи опалубки или резка массива. По какой бы технологии не была приготовлена пенобетонная смесь, если её лить в некачественную опалубку, грош её цена.
Опалубка – больное место при производстве пенобетона. Из чего её только не делают. Из фанеры, шифера, поликарбоната и ещё бог весть из чего. Чтобы сэкономить, в металлических опалубках применяют дешёвые марки стали, нестойкие к воздействию цемента. Есть опалубки без дна, располагаемые на бетонном основании.
В опалубке блок может располагаться как горизонтально, так и вертикально. Последнее приводит к неравномерному высыханию и раннему схватыванию верха блока. Низ сохнет дольше, что приводит к внутренней напряжённости блока и его растрескиванию.
Видео: Монолитный пенобетон в несъёмной опалубке
Всё вышесказанное влияет на геометрию и качество формируемых блоков. И здесь пенобетон проигрывает газобетонным блокам.
Негатива добавляет смазка опалубки для лучшего «отхода» блоков. Применять специальный раствор дорого и не всегда доступно. Поэтому смазывают опалубку чем попало — эмульсолом, отработкой, растительными маслами и даже салом. Всё это снижает адгезию материала в разы. В этом аспекте пенобетон также уступает газобетонным блокам.
Учитывая эти моменты, производители оборудования разработали промышленные автоматизированные комплексы, где пенобетон отливается массивом и только потом разрезается. Это позволило изготавливать блоки с прекрасной геометрией и адгезией, что выводит пенобетон в лидеры среди ячеистых бетонов.Последующее «созревание» пенобетона.
Это тоже важная стадия производственного процесса. О ней не расскажет ни один производитель оборудования. После формирования блоков пенобетон должен «созревать» 28 дней в «комфортных» для него условиях. Он должен быть плотно накрыт полиэтиленом и не подвергаться действию сквозняков.
А теперь на минуту представим среднее производство в 20 кубов в сутки. На один европоддон становится 1,18 куба блоков из пенобетона. С учётом маневров погрузчика на каждый день необходимо около 20 кв. метров складских площадей. Умножим на 28 и получаем, что только для хранения готовой продукции необходимо 560 кв. метров, без учёта площадей под производство и склада компонентов.

На фото: Пенобетонные блоки.
В финансовом разрезе, для организации производства необходимы оборотные средства, способные покрыть все производственные затраты без поступлений минимум на один месяц.
На самом деле будущее пенобетона за автоматизированными комплексами с резательной технологией. Литьё пенобетона в опалубку должно остаться в прошлом.
ivzor.ru
Технология производства пенобетона
Пенобетон – это разновидность бетона, имеющая ячеистую структуру. Благодаря тому что в ячейках находится воздух, основным качеством является отличная теплоизоляция. Этот материал имеет такую высокую текучесть, что его легко заливать в формы, получая заготовки различного вида.
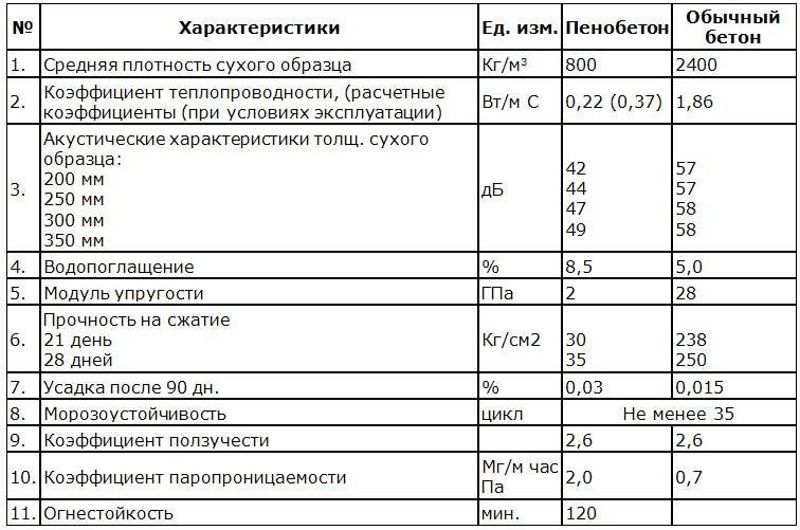
Сравнительная таблица характеристик
Две эти характеристики обусловили широкое применение пенобетона в строительстве. Из него выполняют различные строительные изделия – перегородки, стеновые блоки, плиты перекрытия и многое другое. Востребован данный материал и для изготовления пола и кровли. Особенно широкое применение нашел он в малоэтажном строительстве.
Пенобетон, технология его изготовления настолько проста, что при желании ее легко воспроизвести даже в домашних условиях.
Вся схема производства разделена на 3 этапа: изготовление цементно-песчаной смеси; приготовление раствора пенообразователя и получение смеси.
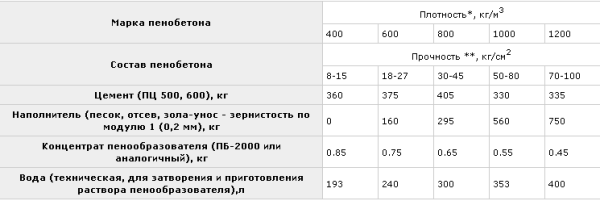
В зависимости от того, какой плотности материал необходимо получить, выбираются пропорции составляющих компонентов. Технология приготовления, в зависимости от соотношений песка, цемента, воды, а также концентрата пенообразователя или пены, позволяет получать плотность пенобетона от 200 до 1500 кг на 1 м3. При приготовлении средней плотности предусмотрено соотношение песка и цемента 1:1. Причем на каждый кг цемента берется 3-4 г концентрата пенообразователя.
Цементно-песчаная смесь
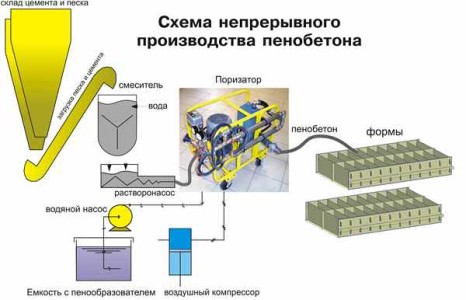
Схема непрерывного производства пенобетона.
Цементно-песчаную смесь для приготовления пенобетона готовят аналогично той, которая используется при производстве обычного бетона. Для нее выбирается портландцемент марок М400 или М500. Используемый песок, имеющий модуль крупности не более двух единиц, должен быть без глиняных примесей, так как они будут препятствовать сцеплению цемента и песка. Для приготовления цементно-песчаной смеси применяется обычная водопроводная вода, не содержащая в своем составе кислот и солей.
Виды и целесообразность применения
К пенообразователям, применяемым при приготовлении, предъявляются определенные требования, основное из которых – технико-экономический показатель. В денежном выражении, независимо от изготавливаемого пенобетона, его стоимость не должна превышать 2$ на 1 м3 готовой продукции. Более дорогой пенообразователь приводит к удорожанию себестоимости пенобетона. Причем он не способен увеличить качество продукции пропорционально увеличенной стоимости.
Вне зависимости от партии и срока выпуска, пенообразователь должен иметь одинаковые свойства, чтобы не приходилось постоянно перенастраивать оборудование в технологической линии, что, в свою очередь, может привести к снижению качества готовой продукции.
Данный компонент должен иметь достаточный срок годности. Если срок его хранения менее одного года, то придется в процессе производства постоянно докупать недостающее количество небольшими партиями, что экономически невыгодно. Кроме того, при завершении строительного сезона уменьшаются объемы приготовления , и пенообразователь может до следующего сезона просто испортиться.
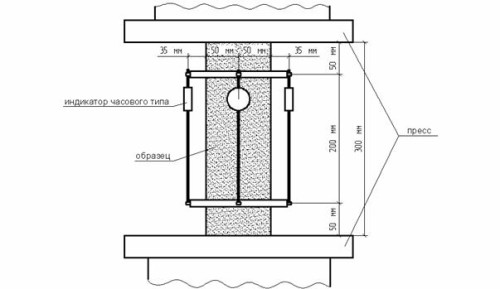
Схема испытания пенобетонных образцов.
При выборе типа пенообразователя следует обратить внимание на норму расхода. Она не должна превышать 1,5 л на 1 м3 готового раствора. Соблюдение такого условия необходимо по двум причинам. Первая – получение большего объема продукции за одну загрузку смесителя. Вторая связана с уменьшением влияния данного ингредиента на свойства продукции. Ведь при его избытке повышается время, требуемое на затвердевание пенобетона, увеличивается усадка и снижается прочность.
Еще одно требование, которое должно соблюдаться при выборе пенообразователя – простота его приготовления. Он не должен состоять из множества компонентов. Чем больше составляющих в его составе, тем более усложняется процесс его приготовления, связанный с трудностями при их дозировании. Также этот материал должен хорошо растворяться в воде.
Качество пены
От качества пенообразователя зависит стойкость пены, которая, в свою очередь, во многом определяет физико-механические свойства. Следует обратить внимание и на кратность пенообразователя, которая не должна быть менее 10.
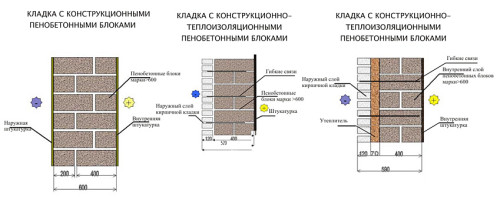
Схема кладки пенобетона в нескольких вариантах.
Пенообразователь должен обеспечивать достаточную стойкость пены при приготовлении пенобетона. Коэффициент стойкости определяется в лабораторных условиях. Чем он выше, тем меньшее количество пены требуется для изготовления продукции заданной плотности и, соответственно, меньший объем пенообразователя. Как и всякая добавка, последний в больших количествах способен не только притормозить, но и окончательно остановить процесс затвердения пенобетона. Поэтому так важно использовать пену высокой кратности.
И, наконец, последнее. Пенообразователь должен соответствовать санитарно-гигиеническим нормам – быть нетоксичным, невзрывоопасным и отвечать радиационным требованиям.
Приготовление раствора
Перемешав компоненты цементно-песчаной смеси, добавляется приготовленный раствор пенообразователя. Самыми востребованными в технологии пенобетона являются синтетические пенообразователи, которые можно приобрести на строительном рынке. Изготовленные промышленным способом, они позволяют получить более устойчивый и качественный по сравнению с другими рабочий раствор.
Но пенообразователь можно изготовить и самостоятельно. Это касается приготовления в домашних условиях. Для этого надо смешать 1 кг канифоли, 150 г едкого натра и 60 г столярного клея. Смесь из таких составляющих измельчают, нагревают и перемешивают до состояния полной однородности. Но необходимо учесть, что смесь, приготовленную по такому рецепту, можно применять, только получая пенобетон с применением парогенератора.
Итак, добавив в концентрат пенообразователя необходимое количество воды, получается готовый рабочий раствор.
Схема приготовления
Общая схема рабочего процесса по изготовлению пенобетонной смеси.
В зависимости от вида используемого пенообразователя и принятой технологии, выбирается метод приготовления пенобетона. Но вне зависимости от способа вспенивания в основе любого технологического процесса лежит получение гетерогенной системы «газ – жидкость – твердое вещество».
При приготовлении пенобетона может использоваться два вида оборудования. В первом случае применяются пеногенераторы. Во втором – баросмесители, то есть установки кавитационного вида.
По классической схеме приготовление цементно-песчаной смеси происходит в особой емкости – смесителе принудительного типа. В этот же резервуар после приготовления смеси пеногенератором добавляется пенообразователь или пена для пенобетона. Смесь готова к заливке в формы после тщательного перемешивания.
Структура материала формируется за счет отвердевания и схватывания вяжущего компонента. Приготовленная смесь транспортируется посредством насоса в монолитную конструкцию или форму.
Изготовление в баросмесителе
При пенобетоне, технологии изготовления которого требуют кавитационной установки, все компоненты смеси закладываются в смеситель одновременно, и подача пенобетона из нее в формы или монолитную конструкцию осуществляется за счет наличия в смесителе избыточного давления. При таком способе масса в герметичном смесителе насыщается сжатым воздухом.
Технологический процесс изготовления данного материала может предусматривать какие-либо дополнительные операции, способствующие приобретению им дополнительных свойств. Это могут быть мероприятия, направленные на регулирование структуры смеси, оптимизацию ее состава, использование пластификаторов, применение наряду с пенообразователем газообразователя и подобные им.
Существуют и другие технологии приготовления, однако в настоящее время они не нашли широкого применения.
Затвердевание пенобетона
Технологическая схема производства
Для чего нужно ускорять затвердевание? Рост заданной прочности пенобетона значительно отличается от аналогичного показателя обычного бетона. Последний набирает практически стопроцентную прочность при естественном твердении. За такой же промежуток времени пенобетон способен набрать лишь половину прочности. Чтобы добрать оставшуюся часть, ему потребуется приблизительно полгода.
Если в производственном помещении температура окружающей среды менее 10 градусов, то время на затвердевание значительно увеличивается, и чтобы вынуть блок из формы, нужно ждать 2-3 дня. Для решения этой проблемы и используют ускорители затвердевания. Они могут быть различными. Но самый простой из известных ускорителей – это хлористый кальций. Он добавляется в цементно-песчаную смесь в количестве 1-2 % от объема содержащегося в ней цемента.
Существует один момент при его применении. Один из компонентов пенобетона – пенообразователь – обязан поддерживать в течение определенного времени форму пузырьков. Ускоритель в виде хлористого кальция вступает в реакцию с ним, что может привести к большой усадке пенобетона.
В настоящее время для ускорения процесса затвердевания применяются специально изготовленные препараты для пенобетона, способные ускорить процесс почти в 3 раза и выпускать данную продукцию при температуре до 5 градусов.
Выбор технологического процесса
Типичная схема влажностной усадки в пенобетонах.
При выборе технологической схемы нужно руководствоваться тем, какие характеристики материала требуется получить, какие виды сырья используются и какие возможности существуют на предприятии, занимающемся приготовлением пенобетона. Любая технология должна выполняться для соблюдения основного условия – получения качественного материала с хорошо организованной пористой структурой.
В процессе изготовления пенобетона в смеси происходят такие изменения, которые способствуют приобретению его молекулярной структурой системы, состоящей из маленьких сферических ячеек размером 0,1-2 мм в диаметре. Окончательная структура пенобетона формируется при его окончательном затвердевании. В ходе технологического процесса плотность бетона легко поддается корректировке, что является незаменимым качеством при производстве материала на строительной площадке или в условиях малого предприятия.
Способы разливки
На последнем этапе пенобетон заливается в формы, опалубки или кассеты. Смазка, применяемая для форм, не должна содержать в своем составе масла, так как его наличие затруднит дальнейшее шпаклевание и оштукатуривание пенобетонных блоков. Готовые формы для получения блоков соответствующих размеров разрезают на ленточнопильном оборудовании.
На данный момент используется еще один способ получения блоков – заливка в формы. Каждый из методов имеет как свои достоинства, так и недостатки.
При кассетном методе разливки смеси технологический процесс довольно прост. При выпуске продукции до 20 м3 в день денежные вложения в оборудование будут гораздо меньше, чем при использовании других методов разливки пенобетона. Также возможно наращивание объемов производства без значительных затрат. При этом можно изготавливать уникальные модели блоков, например пазогребневые.
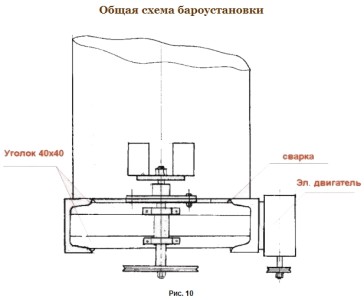
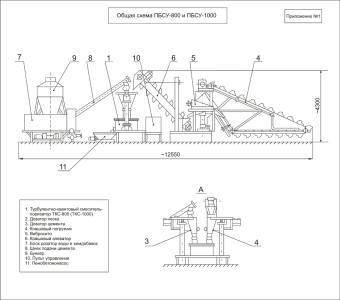
Общая схема бароустановки для производства пенобетона.
К недостаткам этого способа можно отнести невысокую производительность и применение ручного труда в больших объемах. При этом геометрические размеры готового блока получаются менее точными, а внешний вид – недостаточно привлекательным.
Другое дело – разлив смеси в массивы и последующая их резка. При такой технологии получаемые размеры готовой продукции более точные, чем при первом способе. Данный метод позволяет на предприятии выпускать большой объем продукции и легко наращивать его при минимальном вложении средств. При этом невелико использование ручного труда. К недостаткам данного способа можно отнести более высокую цену готовых пеноблоков и большое количество отходов производства.
Выбор того или иного метода зависит от требуемого количества продукции. При небольших объемах предпочтительнее использовать более простую разливку в формы, а при более значительных – резательный способ.
o-cemente.info
Технология производства пенобетона
Введение
Пенобетон - легкий ячеистый бетон, получаемый в результате твердения раствора, состоящего из цемента, песка и воды, а также пены. Эта пена обеспечивает необходимое содержание воздуха в бетоне и его равномерное распределение во всей массе в виде замкнутых ячеек. Пену получают из пеноконцентрата. Очень удобно то, что блоки можно пилить, сверлить, фрезеровать. По своим характеристикам и потребительским свойствам данный материал наиболее близок к дереву, но имеет значительно большую долговечность. Пенобетон очень технологичен при укладке. Блоки из пенобетона имеют достаточно большой размер, при небольшой массе. Например блок размером 500х300х200 весит от 18 до 28 кг в зависимости от плотности, что позволяет уменьшить трудозатраты. Бригада из 3 человек может справиться со сборкой дома из пеноблоков, площадью 120 м3, всего за 10-12 рабочих дней. Пенобетон используется в строительстве с 70-х годов более чем в 40 странах:
· для утепления крыш - плотностью до 300-400 кг/м3;
· для заполнения пустотных пространств (консервация шахт, реконструкция канализационных систем городов) - 600-1000 кг/м3;
· для изготовления строительных блоков - 700-800 кг/м3;
· заборов, балконных ограждений - 800-1000 кг/м3;
· для изготовления армированных и неармированных перегородок, стеновых панелей, перекрытий - 1200-1400 кг/м3.
То есть, данный продукт может быть использован как конструкционный, так и теплоизоляционный материал. К сожалению, у некоторых людей сохранилось предубеждение о низкой конструктивной прочности пенобетона. Во времена СССР действительно применялись устаревшие технологии, которые не позволяли выпускать пенобетон с высокими характеристиками по прочности. В настоящее время возможно использование пенобетона для строительства несущих стен в домах из нескольких этажей. Основное отличие пенобетона от других строительных материалов это высокие теплоизоляционные качества. 30 см пенобетона по теплоизоляционным качествам равны 75-90 см керамзитобетона или 150-180 см кирпича. Альтернативой использованию пенобетона может быть строительство крепости с метровыми кирпичными стенами или оплата собственными деньгами нагрева воздуха вокруг вашего дома. Если тепло не будет теряться через стены вашего дома, то даже использование электрических обогревательных систем не отразится на вашем бюджете.
1. Исходные данные для проектирования
1.1 Характеристика изделия и требования стандартов, предъявляемые к нему
Таблица 1.1.1 Техническая характеристика изделия.
Пенобетон представляет собой ячеистый теплоизоляционный материал, получаемый путём вспенивания предварительно приготовленного шлама (теста) с помощью пенообразователей и отвердевания в различных условиях (автоклавная обработка или пропаривание).
Блоки пенобетонные - прочный, лёгкий и удобный строительный материал.
Пенобетонные блоки плотностью от 400 кг/м2 применяются как стеновой материал в малоэтажном или монолитном строительстве.
Пористость пенобетона: в процессе вспенивания пенобетон увеличивается в объеме вверх, поэтому часть пор имеет не сферическую, а вытянутую в этом направлении форму. Это влияет на прочность пенобетона, причем колебания прочности его в разных направлениях могут составлять до 20%. Пенобетон имеет закрытые и открытые, т.е сообщающиеся поры.
Размеры отдельных пор у всех ячеистых бетонов примерно одинаковы; средний размер пор составляет от 0,6 до 0,8 до 2-2,2 мм.
У теплоизоляционно-конструкционных ячеистых бетонов общая объемная пористость составляет 50до 60%.
Водопоглощение. Пористая структура у пенобетона закрытая (поры имеют почти 100% закрытость), в отличие от открытой пористой структуры газобетона и подобных материалов (легкий пенобетон способен плавать в воде несколько недель). Как следствие - пенобетон устойчив к переменному замораживанию, оттаиванию, а это придает ему также и высокую морозоустойчивость.
Энергосбережение. Неавтоклавный пенобетон, по сравнению с автоклавным пено- или газобетоном, позволяет резко снизить затраты на утепление стен и крыш домов и значительно сократить сроки строительства. Достигается это за счет экономии электроэнергии при производстве пенобетона, уменьшения числа рабочих, дешевизны составляющих пенобетона и отсутствием сложной строительной техники.
Теплоизоляция. Из-за ячеистой структуры пенобетон имеет очень низкую теплопередачу. Это означает, что в большинстве случаев использование дополнительной изоляции в полах и стенах не нужно.
Акустические свойства пенобетона такие, что звук поглощается не отражаясь, в отличие от стен из тяжелого бетона или кирпича. Особенно хорошо пенобетоном поглощаются низкие шумовые частоты. Поэтому он часто используется как звукоизолирующий слой на плитах конструкционного бетона, чтобы ограничить шумовое пропускание перекрытий в многоэтажных жилых или административных зданиях.
Долговечность. Пенобетон, в отличие от минеральной ваты и пенопластов, теряющих свои свойства, со временем только улучшает свои теплоизоляционные и прочностные показатели, что связано с его долгим внутренним созреванием.
Морозостойкость ячеистых бетонов проверена положительным опытом применения их в строительстве.
Лабораторные испытания тоже подтверждают это. Так, потеря прочности пенобетона после 25 циклов попеременного замораживания и оттаивания составляет для пенобетона марки 700-20%, а марки 1000-18%. Исследования показали, что на долю резервных пор в ячеистых бетонах приходится около 10% общего объема пор, заполненных водой, что является достаточным для расширения воды при превращении ее в лед.
Температуростойкость и огнестойкость. Температуростойкость ячеистых бетонов невысока. Предельные температуры применения изделий могут быть приняты примерно 400о С. Скорость нагревания отражается на прочность изделий: быстрый нагрев способствует появлению трещиноватости скорее, чем медленное нагревание до той же температуры.
Ячеистые бетоны относятся к несгораемым строительным материалам. Изделия из них обладают более высоким пределом огнестойкости, чем из обычных плотных бетонов, благодаря большой пористости и низкой теплопроводностью.
Таблица 1.1.2 Свойства пенобетона
Таблица 1.1.3 Теплофизические свойства ячеистого бетона по СниП II-3-79
1.2 Режим работы, производственная программа
Для предприятий с автоклавной обработкой, т.е. выпускающих ячеистые бетоны автоклавного твердения, в году принимается 305 рабочих дней, формирование проводится в 2 смены. Продолжительность смены 8 часов.
При производительности 12 тыс. м3 в год изделий без брака. Брак на производстве составляет 5%.
Таблица 1.2.1 Производственная программа цеха
1.3 Характеристика сырьевых материалов
Основными видами сырья для изготовления автоклавных ячеистых бетонов служат песок, известь, вода и пенообразователи.
Песок используют преимущественно с содержанием 76-95% двуокиси кремния, хотя оптимально – не менее 90% SiO2 ,не более 5% глины и 0,5 слюды. По остальным показателям песок должен удовлетворять ГОСТ 8736-74; он должен содержать несвязанной двуокиси кремния не менее 90%, сернистых и сернокислых примесей в пересчете на SO3 – не более 2%, щелочей (в пересчете на Na2 O) – не более 0,9; пылевидных, илистых и глинистых частиц размером менее 0,05 мм – не более 0,5 %; зерен размером более 5 мм – не более 5%. Средняя насыпная плотность 1500 –т 1550 кг/м3 . Дисперсность песка, после сухого или мокрого помола на заводах выпускающих пенобетон средней плотностью 320 – 500 кг/м3 с пределом прочности при сжатии 1- 1,6 МПа, должна быть 2300-300 и 2200-2500 см2 /г – для газобетона средней плотностью 340-500 кг/м3 с пределом прочности 0,9-1,6 МПа. Получение песка необходимого гранулометрического состава, обеспечивающего наиболее плотную укладку компонентов смеси, возможно при мокром помоле части песка и совместном сухом помоле другой части с цементом.
Более прочный пенобетон получают из чистых песков с большим содержанием двуокиси кремния, что объясняется малым содержанием или полным отсутствием в цементирующим веществе включений или новообразований, снижающих прочность бетона.
При изготовлении пенобетонных блоков в городе Томске был использован песок Кудровского месторождения с характеристиками, которые удовлетворяют требованиям ГОСТ 8736-74.
Таблица 1.3.1 Характеристика песка
Таблица 1.3.2 Минералогический состав цемента
mirznanii.com