Технология многослойных клееных панелей. Многослойные панели
Фасадные сэндвич панели с отделкой для быстрого строительства 👍
Фасад из сэндвич-панелей – это решение проблемы по строительству легковозводимых каркасных зданий, а также отделке фасадов готовых домов, общественных, коммерческих, производственных объектов.
Термин сэндвич-панель описывает целую группу материалов для устройства фасада и внутренних перегородок.

Содержание статьи
Описание
Фасадные сэндвич-панели – это многослойный строительный материал, состоящий из внешнего и внутреннего защитных слоёв, а также утеплителя. Между внешней облицовкой и минеральным утеплителем располагается слой пароизоляции. Он защищает пористую минеральную вату от насыщения атмосферной влагой с одной стороны, обеспечивает отвод конденсата с другой.
Облицовочный материал и утеплитель соединяются между собой методом прессовки и адгезии. Многослойные панели впускаются нескольких типоразмеров: 3000×1150×32 мм, 3000×1150×24 мм, 3000×1150×10. Первая цифра обозначает длину, вторая – ширину, третья – толщину. Для устройства межкомнатных перегородок выпускаются более компактные панели длиной от 1500 мм, а шириной от 1000 мм.
Виды
Фасадные сэндвич-панели для наружной отделки дома различаются по материалу облицовки, утеплителю, а также по способу монтажа:
Отличия по материалу облицовки
Важная часть панели, которая отвечает за прочность и эстетику:
Металлические многослойные панели
Бывают с гладкой и рифленой поверхностью. Для облицовки применяются оцинкованные листы толщиной 0,7-1,2 мм. Оцинкованная сталь не ржавеет, на ней не развивается грибок. Панель не разрушается под действием атмосферных осадков, выдерживает многократные циклы заморозка-разморозка.

Оцинкованный металл обладает великолепными антивандальными свойствами, не разрушается от механического воздействия. Полимерное покрытие по каталогам RAL и RR позволяет подобрать цвет панели точно под конкретные условия.
Недостатком является вес элемента. Для монтажа металлических сэндвич-панелей необходимо прочное основание или каркас.
Алюминиевые сэндвич панели
Более дорогой вариант облицовки. Алюминиевые панели весят намного меньше, чем металлические. Цена за квадратный метр значительно выше. У них ниже антивандальные и прочностные характеристики. Из-за небольшого веса элементов, ими можно обшивать неустойчивые, старые, аварийные основания.
Алюминиевые сэндвичи превосходно выдерживают агрессивное воздействие атмосферных осадков. Они не разрушаются при сезонном колебании температуры.
Высокая цена делает их невостребованными в частном строительстве. С их помощью отделывают производственные и коммерческие здания.
Многослойные панели из древесно-полимерных плит
СИП-панели применяются для строительства каркасных малоэтажных жилых домов. Древесные плиты – это чистый, безвредный материал. Их прочности вполне достаточно для устройства внешних стен в коттедже. Маленький вес позволяет сократить затраты на устройство железобетонного фундамента.

Отличия по утеплителю
Важная составная часть панели, которая отвечает за теплоизоляцию и защиту от шума. Для производства сэндвич-панелей применяются два вида утеплителя:
Пенополистирол
Лёгкий и надежный. Пенопласт не впитывает и не пропускает влагу. У него низкий коэффициент теплопроводности, а также хорошие показатели по шумопоглащению. Сэндвич-панели на основе пенопласта можно монтировать ниже уровня земли.
 Многослойные фасадные элементы из пенопласта не всегда соответствуют нормам по пожарной безопасности. Их используют для облицовки нежилых и производственных зданий.
Многослойные фасадные элементы из пенопласта не всегда соответствуют нормам по пожарной безопасности. Их используют для облицовки нежилых и производственных зданий.
Минеральная вата
Более тяжелый утеплитель. Для изготовления панелей применяется базальтовая минеральная вата с повышенной плотностью волокна. Минеральная вата впитывает воду и нуждается в дополнительной защите. У неё низкий коэффициент теплопроводности и высокие показатели по звукоизоляции.
Минеральная вата соответствует всем нормам по пожарной безопасности. Её можно использовать в составе панелей для отделки жилых и общественных зданий.

Отличия по способу монтажа
Отделку фасада сэндвич панелями можно проводить двумя способами:
Классический
Стены обшиваются готовыми панелями, которые нарезаются на заводе. Плиты стыкуются в замок. Монтируются на голое основание или по каркасу. Установка начинается от нижнего угла. Узлы примыкания сэндвич панелей заделываются силиконовым герметиком или специальной монтажной пеной.

Поэлементная сборка
Стены или каркас обшиваются послойно. Таким способом возводятся малоэтажные каркасные объекты. Первым слоем устанавливаются кассетные панели из оцинкованной стали или алюминия. В них вставляется минеральная вата. Сверху конструкция обшивается вторым слоем металлической облицовки. Все стыки между элементами тщательно герметизируются.

Фасадные сэндвич панели – это хорошая альтернатива другим отделочным материалам. Готовые элементы быстро монтируются с минимальными трудозатратами. Как результат красивый фасад жилого дома или «легкое» коммерческое строение.
Похожие статьи
bazafasada.ru
Многослойная строительная панель
Изобретение относится к области строительства, в частности к многослойным строительным панелям с листовыми обшивками и эффективными утеплителями. Панель содержит жесткий внутренний каркас, неконструкционный утеплитель, нанесенный на обшивку, слой окончательной отделки и полимерную защитную пленку, установленную поверх слоя окончательной отделки с возможностью ее удаления без повреждения этого слоя. Пленка выполнена светопрозрачной и на нее нанесен рисунок, повторяющий и соответствующий расположению элементов внутреннего каркаса. Технический результат изобретения заключается в снижении трудозатрат при строительстве зданий с использованием данных панелей. 2 ил.
Изобретение относится к строительным элементам, точнее, к облегченным ограждающим конструкциям, преимущественно для жилых малоэтажных зданий, в частности многослойным строительным панелям с листовыми обшивками и эффективными утеплителями.
Известна многослойная панель ограждения, содержащая несущий бетонный слой с полостями, обращенными внутрь помещения, дополнительный слой из теплоотражающего материала, выполненный в виде ячеистого листа с выступами по форме бетонного слоя, перекрытый сплошным покрытием из теплопрозрачной полимерной пленки [1]. Применение в известной панели полимерной пленки не обеспечивает в достаточной для жилых зданий степени повышения теплоизолирующих свойств панели, и она пригодна лишь для технических или животноводческих помещений.
Известны трехслойные стеновые панели с жестким внутренним каркасом, листовыми обшивками и утеплителями из эффективных теплоизоляционных материалов.
Например, известна трехслойная стеновая панель, содержащая сравнительно тонкие внешние обшивки из асбестоцементного листа, внутренний скрытый жесткий каркас из пенополистирола и неконструкционный утеплитель из минераловатных плит [2]. Недостатком известной панели является то, что ее изготовление требует специального оборудования (камеры вспенивания, парового котла) и сравнительно энергоемко.
Наиболее близки к предложенной трехслойные стеновые панели с внутренним деревянным каркасом из деревянных брусьев, между которыми помещен неконструкционный утеплитель, и обшивкой из асбестоцементных листов [3]. Недостаток известных панелей состоит в том, что они требуют дополнительной отделки после монтажа как с декоративной целью, так и для того, чтобы закрыть токсичную по асбесту обшивку непроницаемым слоем краски или обоев. Во избежание повреждения или загрязнения отделочного слоя панели монтируют в здание до окончательной (финишной) отделки. Уже после монтажа в здание панели подвергают окончательной отделке, покрывая их, например, краской или обоями. Отделка производится в уже смонтированном здании, и потому производительность труда при ее выполнении ниже, чем была бы в цеховых условиях. Рабочие, производящие отделку в условиях замкнутого помещения, подвергаются вредному воздействию паров растворителя или аэрозольной пыли от краски. Отделка наружных поверхностей затрудняется тем, что работы проводятся на высоте и их качество зависит от погодных условий.
Кроме того, при продаже построенных из этих панелей домов продолжительность периода между окончанием отделочных работ и вселением жильцов может оказаться сравнительно большой. За это время отделочные слои могут утратить товарный вид из-за воздействия сырости или пыли. Еще один недостаток известных панелей состоит в низкой несущей способности обшивки при закреплении на ней навесной мебели или другого оборудования жилого помещения.
Указанные недостатки устраняются тем, что известные стеновые панели, содержащие жесткий внутренний каркас, неконструкционный утеплитель и обшивку, дополнительно содержат нанесенный на обшивку слой окончательной отделки и полимерную защитную пленку, установленную поверх слоя окончательной отделки с возможностью ее удаления без повреждения этого слоя, причем пленка выполнена светопрозрачной и на нее нанесен рисунок, повторяющий и соответствующий расположению элементов внутреннего каркаса.
Технический результат от того, что готовая панель содержит слой окончательной отделки, который наносится при ее изготовлении в цеховых условиях, состоит в повышении производительности и улучшении условий труда рабочих, ускорении строительства.
Технический результат от нанесения на слой окончательной отделки защитной полимерной пленки состоит в том, что благодаря наличию пленки становятся возможными транспортировка панели к месту монтажа, ее монтаж и сохранность без повреждения или загрязнения слоя окончательной отделки.
Технический результат от того, что пленка нанесена поверх слоя окончательной отделки с возможностью ее удаления без его повреждения, состоит в создании возможности ее удаления силами жильцов после заселения построенного здания и после выполнения необходимых работ по освоению внутреннего пространства здания.
Технический результат от того, что пленка выполнена светопрозрачной состоит в том, что это позволяет потребителю уже на стадии ознакомления с предлагаемым зданием или квартирой оценить качество, цвет и другие показатели отделки, то есть повышает привлекательность построенного помещения как объекта продажи.
Технический результат от нанесения на пленку рисунка, повторяющего и соответствующего расположению элементов внутреннего каркаса, состоит в том, что он позволяет потребителю при освоении внутреннего пространства здания располагать элементы крепления навесной мебели там, где проходят элементы невидимого жесткого каркаса, и тем самым повысить надежность крепления.
Существо предложения поясняется чертежами.
На фиг.1 представлен разрез предложенной панели.
На фиг.2 представлен фронтальный вид предложенной панели.
Предложенная панель состоит из жесткого внутреннего каркаса, выполненного из деревянных или пластмассовых брусьев 1, либо из стального профиля, гнутого, например, в виде швеллера. С обеих сторон к каркасу 1 крепятся листы 2 и 3 обшивки, например, из асбестоцемента. Промежуток между листами заполняется неконструкционным утеплителем 4, например минеральной ватой или вспененным полимером. С внешней стороны на листах 2 и 3 обшивки располагаются отделочные слои 5, 6 и 7, в том числе и чистовой слой 7 окончательной (финишной) отделки. В качестве примера, на фиг.1 слой 5 является грунтовочным, слой 6 - шпатлевкой. Слоем чистовой отделки 7 может быть, например, краска либо обои. При высоком качестве поверхности листов обшивки 2 и 3 подготовительные слои 5 и 6 могут отсутствовать. В состав панели могут также входить внутренний пароизолирующий и/или теплоотражающий слои, на чертеже не показанные.
Поверх слоя чистовой отделки 7 натянута или нанесена иным способом пленка 8 из полимерного материала, например полиамидная или полиэтиленовая. Пленка 8 закрепляется по торцам панели либо удерживается на ней силами молекулярного или электростатического притяжения. Во всех случаях способ закрепления пленки должен обеспечивать возможность ее удаления без повреждения слоя чистовой отделки 7.
На поверхность пленки 8 нанесен рисунок 9 (фиг.2), повторяющий расположение скрытых обшивкой 2 и 3 элементов жесткого каркаса 1. Линии рисунка 9 не только повторяют расположение каркаса 1, но и соответствуют ему. То есть каждая линия рисунка 9 на пленке 8 расположена строго над соответствующим ее элементом жесткого каркаса 1. Линии могут быть выполнены в виде, например, штрихов, тоновой сплошной заливки, наклеек. Предпочтительны линии в виде тонких штрихов, как менее всего создающие помехи эстетическому восприятию отделанных стен.
Предложенная панель изготавливается и подвергается чистовой отделке полностью в заводских условиях, то есть в условиях наивысшей производительности труда, при отсутствии атмосферных воздействий и с возможностью эффективного удаления вредных технологических компонентов с рабочих мест. Защищенные пленкой 8 лицевые поверхности панели не загрязняются при транспортировке и монтаже.
Благодаря светопрозрачности пленки 8, потребитель может оценить качество и цвет отделки без удаления пленки, и, если он отказывается от покупки, стены помещения остаются защищенными до появления следующего потребителя.
Благодаря наличию на пленке 8 рисунка 9, потребитель может спланировать расположение подвесного оборудования помещения так, чтобы оно крепилось за прочные элементы жесткого каркаса 1, а не за тонкие и непрочные листы 2 и 3 обшивки. Рисунок 9 полезен и на внешней по отношению к зданию стороне панели, например, при закреплении элементов газоснабжения или электрического ввода.
Применение предложенной панели сокращает время строительства малоэтажных домов, по меньшей мере, на одну-две недели и существенно улучшает условия труда рабочих. Многослойная строительная панель может быть изготовлена с использованием современных материалов и технологий в условиях массового производства.
Источники информации.
1. Розенблит Б.Д. “Многослойная панель ограждения”, а.с. СССР № 1756495 А1, кл. Е 04 С 2/26, опубл. 23.08.92.
2. Лайхтман Л.В. “Трехслойная стеновая панель”, а.с. СССР № 727786, кл. Е 04 С 2/26, Е 04 В 1/94, опубл. 20.04.80.
3. Типовые конструкции зданий и сооружений. Серия 1.832-1. Панели стен облегченной конструкции для производственных зданий сельского хозяйства. Вып.1. Панели длиной 3 м на деревянном каркасе с асбестоцементными обшивками.
Формула изобретения
Многослойная строительная панель, содержащая жесткий внутренний каркас, не конструкционный утеплитель и обшивку, отличающаяся тем, что она дополнительно содержит нанесенный на обшивку слой окончательной отделки и полимерную защитную пленку, установленную поверх слоя окончательной отделки с возможностью ее удаления без повреждения этого слоя, причем пленка выполнена светопрозрачной и на нее нанесен рисунок, повторяющий и соответствующий расположению элементов внутреннего каркаса.
РИСУНКИРисунок 1, Рисунок 2
www.findpatent.ru
Многослойные панели из древесины - деревянная альтернатива бетону
Массивные многослойные деревянные панели получили широкое применение при строительстве домов. Из них можно возвести как высотное здание, так и современный частный дом.
В настоящее время в России достаточно (довольно) активно развиваются промышленные технологии производства деревянных домов различных конструкций: от простых и достаточно дешевых каркасных и до оригинальных архитектурных решений коттеджей из клееного бруса и оцилиндрованного бревна.
Однако, даже изготовленные по современным технологиям, такие дома не всегда отвечают требованиям энергоэффективности. Это приводит к тому, что постоянно появляются новые, а также активно совершенствуются существующие технологии производства деревянных домов, учитывающие в том числе и фактор энергопотерь при эксплуатации. Реальной альтернативой перечисленным технологиям строительства являются массивные многослойные деревянные панели, в которых смежные слои досок между собой перекрестно соединены.
Такая конструкция обеспечивает стабильность размеров и формы панелей, хорошие теплофизические показатели, близкие к показателям утеплителей, и экологичность. Возможность изготовления панелей большой площади позволяет использовать преимущества методов крупнопанельного домостроения по аналогии с железобетонными стеновыми панелями.
Вследствие перекрестного расположения продольных и поперечных слоев досок снижается возможность разбухания и усыхания поверхности плиты до минимума. В результате статическая предельно допустимая нагрузка на такую стеновую панель возрастает в разы. При этом она может распределяться не только в одном направлении, как например, в опорных или несущих балках, но и во всех направлениях. Благодаря многослойной структуре, такие панели в плане противопожарной безопасности имеют ряд преимуществ перед каркасно-панельной и другими аналогичными технологиями.
Минимально допустимое время потери конструкцией несущей способности стен при пожаре составляет не менее 30 минут. В процессе горения на поверхности древесины появляется белесый угольно-пиролитический слой древесины, препятствующий проникновению огня и защищающий внутренние слои древесины, которые остаются неповрежденными огнем и достаточно холодными. Скорость обугливания древесины хвойных пород составляет порядка 0,7 мм в минуту. У домов, построенных по многослойной технологии, этот показатель гораздо лучше.
Еще одним преимуществом многослойных деревянных панелей является быстрота сборки. Готовые модули собираются с использованием так называемого метода сухого строительства. Бригада монтажников собирает такой дом площадью около 150–200 м2 на заранее подготовленный фундамент менее чем за неделю.
На заводе в стенах выполняются все необходимые врезки для монтажа стен, элементов потолков и крыши, выбираются каналы и отверстия под прокладку электрокабелей, водопроводных и канализационных труб, вентиляции, что также упрощает и ускоряет процесс сдачи дома в эксплуатацию. В такой дом можно заселяться непосредственно после его отделки, не дожидаясь высыхания древесины стен и их осадки. Сразу после монтажа стен можно устанавливать окна и двери. Снаружи такие панели можно отделывать любыми облицовочными материалами, придавая зданию желаемый внешний вид.
Недостатком многослойных деревянных панелей является то, что они достаточно габаритные и тяжелые, и монтаж такого дома без подъемного крана невозможен. На данный момент наибольшее распространение получила технология производства стеновых панелей так называемой перекрестной укладки (CLT – Cross laminated timber). Прототипом такой панели может служить многослойная паркетная доска с перекрестным расположением смежных слоев, отличающаяся высокой жесткостью и формоустойчивостью, либо лист фанеры.
Современные высотки из дерева
В производстве панелей по технологии CLT сухие доски смежных слоев склеиваются крест-накрест с помощью полиуретановых или меламиновых влагостойких клеев, не содержащих формальдегида. Такие клеевые композиции имеют соответствующие экологические сертификаты и допущены для производства несущих строительных деревянных элементов, устанавливаемых как снаружи, так и внутри помещений, поскольку их производство соответствует классу эмиссии 0.
Такая панель может без опасения подвергаться термической утилизации, причем отходов остается не более чем при утилизации древесины без клея. По этой технологии клей наносится на собираемые в панель доски автоматически. Расход клея составляет порядка 0,2 кг/м2. Качественное склеивание достигается (получается) благодаря высокому усилию прессования, достигающего 8 кг/м2. Некоторые фирмы осуществляют дополнительное склеивание досок еще и на гладкую фугу по их кромкам, а также пропиливают на нелицевой поверхности доски продольные (может быть, продольные доски, разгружающие пазы) разгружающие пазы.
Как правило, плиты склеиваются из нечетного числа (от 3 до 9) слоев досок. По боковым кромкам панелей могут быть выполнены шипы и пазы для плотной стыковки смежных стен. Размеры панелей различаются в зависимости от фирмы-производителя: при высоте 3 м и толщине 278 мм длина панели может достигать 16,5 м. Для продольных и поперечных слоев CLT-панели допускается склеивать доски по длине на зубчатый шип. Хорошая несущая способность таких панелей позволяет возводить дома со стенами толщиной от 90 мм, правда они требуют дополнительного утепления.
Для изготовления панелей, идущих под последующую отделку, используется низкосортная древесина только хвойных пород – ель, сосна или лиственница. Если панели используются в интерьере без отделки, тогда на наружные слои идет древесина высоких сортов. Клееные массивные панели благодаря своим большим размерам и высокой жесткости, исключающей усадку и коробление, позволяют строить дома различной планировки в несколько этажей для различных климатических условий.
Здания, собранные из таких панелей, отличаются повышенной сейсмоустойчивостью: построенный для испытаний семиэтажный дом высотой 22,5 м выдержал в лабораторных условиях имитацию землетрясения магнитудой 7,2 балла. Число объектов, построенных по данной технологии, давно перевалило за десяток. Так, в Лондоне из CLT-панелей за 12 недель было построено восьмиэтажное тридцатиметровое здание Bridport House. Есть идеи построить по аналогичной технологии в центре норвежского города Киркенес деревянное семнадцатиэтажное здание Barents House.
Многослойные, открытые для диффузии стеновые панели, изготавливаемые из древесины только хвойных пород, позволяют строить здания с различными параметрами теплопроводности, вплоть до нуля. Как показали испытания, трехслойные массивные панели, выполненные из досок толщиной 30 мм, являются практически ветронепроницаемыми, а лимитирующими элементами стены по этому параметру являются окна и двери.
С наружной стороны стены на клееные массивные панели наносится теплоизоляция. В зависимости от выбранного материала или от его коэффициента теплоизоляции достигаются комфортные условия защиты от холода. Предпосылками для этого является выполнение в первую очередь стыков панелей, а также мест установки окон и дверей без тепловых мостов и воздухопроницаемых соединений.
Сегодня технология производства панелей перекрестной укладки CLT для деревянного домостроения пришла и в Россию. Так, на Ладожском домостроительном комбинате в Ленинградской обл. создается производство массивных стеновых (и не только) клееных панелей. Проект производства разработан словенской фирмой Ledinek, она же поставляет основную часть деревообрабатывающих станков и технологического оборудования, а также системы механизации для производства клееных панелей.
Исключение составляют лишь специальные обрабатывающие центры с ЧПУ для дальнейшей машинной обработки панелей, поставляемые итальянской фирмой UniTeam, а также энергоэффективная система аспирации австрийской фирмы Scheuch. Центры UniTeam Extra предназначены для формирования в панелях оконных и дверных проемов, выборки пазов под электропроводку, элементы водоснабжения и канализации.
Технологическая линия производства клееных массивных панелей такова: после сушки пиломатериал погрузчиком подается на разборщик штабеля. Затем доски поштучно поступают в четырехсторонний продольно-фрезерный станок Superplan (Словения), где они калибруются по сечению и на их поверхностях вскрываются дефекты древесины.
Станок Superplan работает при скорости подачи заготовок 250 м/мин. Далее доски поступают в рентгеновский сканер Microtec (Германия) для сортировки по качеству и прочности, в первую очередь для наружных (лицевых) слоев будущих панелей. После укладки в плотный штабель доски поступают на участок оптимизации. Вакуумный разборщик штабеля послойно выдает доски на линию оптимизации, которая служит для поперечного раскроя длинных досок в заданный размер по длине и вырезания недопустимых пороков древесины.
В качестве оптимизатора используется автоматическая торцовочная установка X-Cut с устройством для втягивания заготовок длиной до 6,2 м, шириной 75-320 мм и толщиной 23-165 мм. При этом скорость подачи заготовок может достигать значения 350 м/мин. Затем бездефектные заготовки поступают на линию сращивания по длине Kontizink производства фирмы Ledinek. Ее основой является станок для формирования зубчатых шипов, позволяющий получать сращенные ламели длиной от 3 до 16,5 м. Производительность линии составляет порядка 11 км ламелей за смену. Далее ламели торцуются на заданную длину для продольных или поперечных слоев панели и подаются на технологическую выдержку для полной полимеризации клея.
После высыхания клея ламели поступают для калибрования по сечению на четырехсторонний станок Rotoles фирмы Ledinek. Отличительной особенностью этого оборудования является использование в качестве процесса резания не привычного, широко распространенного в деревообработке плоского цилиндрического фрезерования, а торцового фрезерования многорезцовыми фрезерными головками.

Это позволяет не только получить качественную плоскую поверхность доски, но и создать условия для вскрытия капиллярных ходов в древесине для обеспечения наиболее благоприятных условий для впитывания клея в древесину и формирования качественного клеевого шва. Следом за калиброванием в зависимости от длины ламелей они раскладываются в два накопителя, где ожидают своей очереди на склейку продольных и поперечных слоев будущей панели.
Формирование панели осуществляется на подвижном столе пресса размерами по ширине 3,5 м и длине 16,5 м с помощью вакуумного укладчика ламелей, который в определенной последовательности подает их из накопителя, последовательно выстилая продольные и поперечные слои с нанесением на них клея. На верхний, лицевой слой ламелей клей не наносится.
Клеенаносящее устройство также разработано фирмой Ledinek и обеспечивает нанесение клея по всей ширине панели, которая может достигать 3,5 м. При этом конструкция устройства позволяет оптимизировать расход клея в зависимости от породы древесины панелей, их ширины, температуры окружающей среды. Кроме того, она обеспечивает гибкость и точность в эксплуатации в зависимости от вида применяемого клея – меламинового или полиуретанового. Такое оборудование оригинально по конструкции и достаточно дорого.
Вакуумный укладчик позволяет формировать на столе «бутерброд» из нескольких панелей, лишь бы их суммарная толщина не превысила просвет пресса X-Press, который составляет 500 мм. Сам же X-Press состоит из жесткой массивной опорной рамы, внутри которой смонтирован передвижной рабочий стол. В образованный рамой и рабочим столом просвет пресса по рельсовым направляющим загрузочный стол подает сформированный пакет панели.
На загруженный пакет опускается верхняя плита пресса, одновременно пакет обжимается по бокам с двух сторон продольными вертикальными плитами. Плиты X-Press смыкаются на строго определенное время в зависимости от вида применяемого клея. Так, для двухкомпонентной меламиновой клеевой композиции фирмы Akzo Nobile время полной полимеризации – 35–40 минут. Давление прессования составляет при ширине панели до 2800 мм – 1,0 Н/мм2, до 3500 мм – 0,8 Н/мм2 и обеспечивается с помощью комплекта пневматических цилиндров. Производительность такого пресса в автоматическом режиме составляет восемь запрессовок в смену. Для повышения производительности в проекте предложены две станции вакуумной укладки и два X-Press длиной 16 м.
После прессования и выдержки склеенные панели поступают по рольгангам на обрабатывающие центры Uniteam Extra (Италия). Там панели опиливаются по требуемому формату, формируются сквозные проемы под двери и окна, происходит выборка глухих пазов для прокладки электропроводки и сантехнических труб, а также формируются вдоль кромки стены стыковочные соединения «паз-гребень» со смежной стеной или выборкой четверти под последующую сборку угла дома.
По технологии CLT трехслойные плиты уже выпускаются в России, например, Волосовским лесопромышленным комбинатом под Санкт-Петербургом. Комбинат предлагает плиты толщиной от 13 до 60 мм, шириной до 2 м и длиной до 6 м. Эти плиты могут использоваться в мебельной промышленности в качестве мебельных щитов, в деревянном домостроении для перегородок и элементов интерьера, в строительстве и ряде других производств. В таких панелях кромки досок в каждом слое склеены на гладкую шлифованную фугу клеем на основе меламиновой смолы, а затем перекрестно склеены в трехслойную плиту.
Такие плиты выпускаются трех видов качества в зависимости от назначения. Кроме того, под заказ они производятся шлифованными либо с одной, либо с двух пластей. Средний слой плиты, как правило, имеет большую толщину, чем наружные слои.
Производство создано на базе технологии и оборудования австрийской компании Fill, известного производителя оборудования для изготовления многослойной паркетной доски, где также использован принцип перекрестного склеивания ряда слоев древесины. Годовая производительность предприятия составляет 1 млн м2 трехслойных плит в год.
Технология МНМ для частных домов
Из Центральной Европы в Россию пришла и уже успешно освоена рядом отечественных предприятий технология производства массивных стеновых панелей, разработанная немецкой фирмой Massiv-Holz-Mauer (МНМ). В ее основу положено производство стеновых панелей из сушеных боковых обрезных досок хвойных пород толщиной 24 мм. В отличие от панели CLT, где каждая из досок в ряду стыкуется на гладкую фугу, все доски в панели МНМ по боковым кромкам имеют выборку четверти (фальца) для стыковки со смежной доской панели.
А на нелицевой пласти доски по всей ее поверхности выбраны продольные пазы размерами 2х3 мм, способствующие оптимальным значениям показателей теплопроводности и воздухопроницаемости стеновой панели, в отличие от панели CLT, где между каждыми смежными слоями древесины нанесен слой клея. Смежные слои досок укладываются друг на друга крест-накрест (как в CLT), но скрепляются не клеем, а алюминиевыми гвоздями, поскольку при дальнейшей механической обработке гвозди не представляют угрозы для дереворежущего инструмента.
Причем каждый фрагмент доски, контактирующий с другой, взаимно перпендикулярной доской, прибивается к ней двумя гвоздями, располагаемыми друг от друга на возможно большем расстоянии. Следует отметить, что для стен могут использоваться доски разной ширины. Особых требований к качеству пиломатериалов не предъявляется – для панелей подбирается древесина, как правило, 3–4 сорта тангентального распила без сортировки.
Производственная линия рассчитана на выпуск панелей МНМ, имеющих меньшие размеры, особенно по длине, чем панели CLT: высота – 3,25 м, длина – до 6 м. По технологии число слоев досок должно быть нечетным, и в зависимости от климатической зоны толщина наружных панелей стен может составлять от 340 мм (15 слоев досок) до 160 мм (7 слоев). Толщина панелей внутренних стен дома составляет 160 или 115 мм.
Конструкции стен из панелей МНМ были подвергнуты в исследовательской лаборатории испытаниям по целому ряду параметров – шумо- и теплоизоляции, устойчивости к огню, радиации. Технология изготовления МНМ предполагает, что после сборки дома деревянные стены будут отделаны как снаружи, так и внутри помещений. В этом случае стеновые панели при наружной и внутренней облицовке благодаря своей структуре позволяют достичь уровня шумоизоляции, соответствующего 48 дБ.
Сравнение по теплопроводности стены толщиной 340 мм, изготовленной по описанной технологии с внешней и внутренней облицовкой, с кирпичной стеной толщиной 365 мм, оштукатуренной с двух сторон, показало, что деревянная стена имеет на 17% лучшую теплоизоляцию. Если технология изготовления таких стен достаточно проста, то для серийного производства требуется оригинальное оборудование, позволяющее автоматизировать технологический процесс, увеличить производительность, по максимуму исключив ручной труд.
Процесс производства элементов стен начинается с сушки обрезных досок толщиной 24 мм различной ширины до влажности 12%. Поскольку в дальнейшем для сборки панели требуются доски двух длин, соответствующих ее длине и высоте, доски торцуются по длине на два типоразмера. После торцовки на заданные длины доски подаются на технологическую производственную линию, разработанную и изготовленную немецкой фирмой Hundegger.
Эта линия включает в себя специальный комбинированный четырехсторонний станок проходного типа NFA, на котором доскам для стен придается заданный профиль по сечению, сборочный станок Wandmaster, осуществляющий послойную сборку пакета досок алюминиевыми гвоздями, и далее – на портальный обрабатывающий центр РВА, где происходит окончательная механическая обработка панели по габаритам и назначению.
На станке NFA выполняются за один проход три технологические операции: калибрование доски по толщине, фрезерование четвертей по обеим кромкам доски под последующую сборку и пропиливание продольных пазов. При обработке доски подаются вальцовым приводом. На станке установлен «следящий» вертикальный суппорт, контролирующий с помощью ролика ширину поступающей на обработку доски и осуществляющий выборку четверти на ее левой кромке независимо от ширины доски в диапазоне от 100 до 300 мм.
Сверху над заготовкой установлена торцевая многоножевая фреза, обеспечивающая плоскостность лицевой поверхности доски и калибрующая ее в размер по толщине. Набор дисковых пил, установленных на шпинделе следом за торцевой фрезой, формирует гребенку пазов на нелицевой, нижней пласти доски. При наличии на предприятии свободного четырехстороннего продольно-фрезерного станка можно обойтись и без приобретения оборудования NFA, тем более что при принятой у нас технологии сортировки обрезных досок они поставляются одинаковой ширины, поэтому необходимости в следящем шпинделе нет.
Поскольку линия рассчитана на выпуск панелей МНМ размером до 6 м, установка оборудования оптимизации и сращивания досок по длине нецелесообразна. Далее эти доски поступают на станок с компьютерным управлением Wandmaster для сборки заготовки пакета стены. Основой станка является горизонтальный подъемный стол с базирующими планками, загружаемый с двух взаимно перпендикулярных сторон досками, длина которых соответствует длине и ширине будущей стены.
Доски вручную подаются на приводные конвейеры, с которых они поступают на загрузочные траверсы, перемещающиеся как вдоль, так и поперек стола. На траверсах доски базируются по одному торцу, а затем послойно укладываются на поверхность стола. При этом на обе наружные поверхности панели оператор укладывает доски лицевой стороной (без пазов). Длина досок наружных (нечетных) слоев соответствует высоте стены. После формирования первого (нечетного) слоя оператор переходит ко второму конвейеру, загружая его вручную досками для формирования слоя второй траверсой, подающей и укладывающей второй слой досок перпендикулярно первому. Во всех четных слоях панели доски располагаются вдоль длины стены. Эти операции могут быть автоматизированы.
Доски в одном слое укладываются таким образом, чтобы каждая последующая доска своим фальцем входила бы под предыдущую доску. Вдоль стола слева направо по направляющим перемещается портал, несущий пневматический гвоздезабивной суппорт, оснащенный двумя гвоздезабивными головками, расположенными относительно сбиваемых кромок досок панели под углом 45С°.
Это позволяет за один проход суппорта вдоль портала одновременно по заданной программе прибить правую сторону предыдущей доски и левую – последней. На суппорте установлено следящее устройство, благодаря чему каждый фрагмент доски, контактирующий с другой, взаимно перпендикулярной доской, прибивается к ней диагонально двумя гвоздями на возможно большем расстоянии для обеспечения наиболее прочного соединения.
Также на суппорте расположены прижимные ролики, подпрессовывающие в зоне гвоздезабивной головки прибиваемую доску к предыдущей для создания плотного контакта двух смежных досок по фальцам. После крепления каждого слоя стол опускается на толщину доски, подготавливаясь к настилу следующего слоя. По данной технологии из производственной цепочки производства (изготовления) панели, в сравнении с CLT, исключаются еще и достаточно дорогие виды оборудования – станция нанесения клея и клеильно-сборочный пресс, заменяемые на типовой портал, несущий пневматический гвоздезабивной суппорт, оснащенный двумя гвоздезабивными головками. Это значительно снижает инвестиции в технологическое оборудование.
Затем собранная из нечетного числа слоев готовая заготовка стеновой панели поднимается на исходный уровень стола и передается по приводному рольгангу на рабочий стол портального центра РВА. На нем закреплены деревянные балки, позволяющие производить сквозную обработку панели по толщине для выхода режущего инструмента. Поскольку панель имеет значительную массу, дополнительного прижима ее к столу не требуется. На портале центра, перемещающемся вдоль стола по длине стены, установлен ряд суппортов с различным режущим инструментом для окончательного изготовления стеновой панели. Порядок выполнения технологических операций и соответствующие перемещения режущего инструмента выполняются по заданной системой ЧПУ станка программе.
Первой операцией, выполняемой на центре, является обработка поверхности панели торцевой фрезой диаметром 320 мм, выведение в «плоскость» внутренней поверхности стены и калибрование ее в заданный размер по толщине. После калибрования панель опиливается по требуемому формату с помощью пятиосевого пильного суппорта, несущего дисковую пилу диаметром 1000 мм. Затем формируются сквозные проемы под двери и окна. Кроме сквозной обработки панели этот суппорт позволяет выбирать, например, вдоль кромки стены четверть под последующую сборку угла дома.
С помощью фрезерного суппорта, несущего концевую фрезу, происходит выборка несквозных пазов в панели под дальнейшую разводку электропроводки, водопроводных и сантехнических труб и т.д., что значительно облегчает в дальнейшем процесс сборки дома и его сдачу в эксплуатацию.
В базовой комплектации обрабатывающий центр оснащен еще и двумя вертикальными сверлильными головками, позволяющими выполнять в панели сквозные отверстия, в том числе и технологические: при формировании проемов под двери и окна образуются массивные отходы, которые удаляются кран-балкой с креплением тросов с помощью таких отверстий. В настоящее время в России успешно работает по предложенной фирмой МНМ технологии на оборудовании Hundegger ряд домостроительных предприятий, в том числе и компания EcoMassiv (Московская обл.).
Плюсы и минусы многослойных плит из древесины
Каждая из двух рассмотренных технологий имеет свою нишу. Сами габариты применяемого оборудования диктуют область применения панелей. Большие габариты пресса линии CLT на Ладожском ДСК предполагают выпуск крупных панелей длиной до 16 м, что характерно для строительства в первую очередь многоквартирных жилых домов повышенной этажности, общественных, офисных и производственно-технических зданий, животноводческих комплексов.
Такое предприятие должно иметь развитую инфраструктуру и значительные финансовые ресурсы, высокопроизводительное комплексное оборудование, соответствующие площади для его размещения, стабильную сырьевую базу и, естественно, кадровый потенциал. Производство панелей по технологии МНМ ориентировано на массовое строительство, в основном индивидуальных жилых домов и многоквартирных домов малой этажности, таун-хаусов, а также различных общественных зданий. Изготовление панелей МНМ может осуществляться практически в автоматическом режиме.
Состав оборудования минимален, достаточно гибок и, следовательно, требует меньше производственных площадей, обслуживающего персонала и финансовых вливаний при организации и функционировании производства. Производительность комплектной линии при работе в одну смену составляет порядка 18 тыс. м2 плит в год и требует производственной площади всего 45х12 м. Благодаря высокой степени автоматизации входящих в линию станков, линия может полностью эксплуатироваться одним оператором.
Стены из панелей МНМ являются экологически чистыми, абсолютно безвредными как для человека, так и окружающей среды, поскольку в них используется только древесина (без применения каких-либо клеевых композиций), которая после достижения конечной влажности становится структурно прочной и устойчивой, в том числе и к насекомым–вредителям древесины. Некоторые наиболее придирчивые, привередливые покупатели отдают предпочтение сугубо деревянным панелям МНМ, поскольку их беспокоит наличие в панели CLT даже небольшого количества пусть даже экологически чистого полиуретанового клея, мешающего «дышать» панели.
Отмечается и ослабление радиационного воздействия на людей, проживающих в таких домах, в том числе и из-за экранирующего влияния значительного числа имеющихся в панелях МНМ алюминиевых гвоздей. Порой у жителей таких домов возникают проблемы с сотовой и телевизионной связью на внутренние антенны. Как видно, свои достоинства и недостатки есть и у панелей CLT, и у панелей, произведенных по технологии МНМ. Так что выбор того или иного оборудования будет зависеть только от целей и возможностей компании, приобретающей его.
www.lesindustry.ru
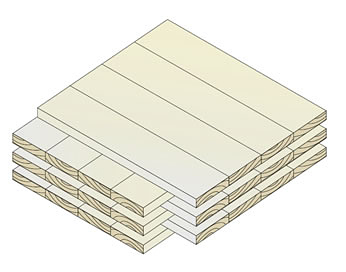
Многослойные клееные деревянные панели — WiKi
Многослойная клееная деревянная панель, сфабрикованная тремя слоями из сосныМногослойные клееные деревянные панели — продукция, более известная на Западе под аббревиатурой CLT (англ. Cross-Laminated Timber). [1] CLT — это деревянная панель, изготовленная из склеенных между собой слоев сплошного пиломатериала. Панели производятся из слоев, как правило, хвойных, высушенных пород древесины. [2] На её основе производятся массивные деревянные панели. [3]
Слои укладываются во взаимно перпендикулярных направлениях, широкие грани каждой доски проклеиваются, как правило, симметричным образом, чтобы внешние слои имели одинаковую ориентацию.
Нечётное число слоев является наиболее распространенным, однако существуют конфигурации с чётными числами (которые упорядочены для того, чтобы дать симметричную конфигурацию). Во внутренних слоях допускается использовать древесину более низких сортов, чем во внешних слоях. Несмотря на то, что для изготовления панелей используется в основном древесина мягких (хвойных) пород, допускается применение древесины твердых пород, например, тополя, а также гибридных схем, включающих древесину различных пород. Обычная древесина является анизотропным материалом, что означает, что ее физические свойства изменяются в зависимости от направления, в котором применяется сила. Путем склеивания слоев древесины под перпендикулярными углами получается достичь лучшей жесткости панелей в обоих направлениях. Это похоже на фанеру, но с заметно более густыми наслоениями. CLT отличается от дощатоклееных элементов деревянных конструкций, чьи наслоения ориентированы таким же образом. [4]
Изготовление CLT(многослойные клееные деревянные панели) можно разделить на девять этапов: выбор первичных пиломатериалов, группировка пиломатериалов, строгание пиломатериалов, резка пиломатериалов, нанесение клея, сборка панелей, монтажное прессование, контроль качества и, наконец, маркетинг и доставка. [6]:77-91
Выбор первичного пиломатериала состоит из двух-трех частей, проверки влажности, визуальной оценки и, в зависимости от запроса, структурного тестирования. В зависимости от результатов этого выбора древесина, пригодная для CLT, будет использоваться для создания CLT класса конструкции или CLT класса внешнего вида. Древесина, которая не может вписаться ни в одну из категорий, может использоваться для различных продуктов, таких как фанера или клееный ламинированный брус.
Этап группировки гарантирует, что древесина различных категорий группируется вместе. Для строительного класса CLT древесина, которая имеет лучшие структурные свойства, будет использоваться во внутренних слоях панели CLT, тогда как два самых внешних слоя будут иметь более высокие эстетические качества. Для эстетического класса CLT все слои будут иметь более высокие визуальные качества.
Стадия строгания улучшает поверхности древесины. Целью этого является улучшение производительности клея между слоями. Приблизительно 2,5 мм обрезается с верхней и нижней стороны, а 3.8 мм обрезается с боковой, чтобы обеспечить плоскую поверхность [7]. Существуют случаи, когда обрабатываются только верхняя и нижняя поверхности, - это обычно происходит если стороны не должны быть соединены к другим внешним материям. Возможно, что этот шаг может изменить общее содержание влаги в древесине, однако это редко случается.
Затем древесина разрезается на определенную длину в зависимости от запроса и конкретных потребностей клиента.
Затем клей наносят на древесину, как правило, через станок. Важно отметить, что нанесение клея должно быть герметичным, чтобы обеспечить отсутствие отверстий или воздушных зазоров в клею и что клей наносится с постоянной скоростью.
Для укладки отдельных слоев древесины выполняется укладка панели. Согласно разделу 8.3.1 стандарта производительности ANSI / AP PRG 320, по меньшей мере 80% площади поверхности между слоями должны быть связаны друг с другом.
Сборочное нажатие полностью завершает процесс закрепления. Существует два основных метода прессования: вакуумное прессование и гидравлическое прессование. При вакуумном нажатии одновременно может быть нажата более чем одна панель CLT, что делает процесс более продолжительным и экономичным. Другим преимуществом вакуумного прессования является то, что он может прикладывать давление к изогнутым форм панелям CLT из-за того, что давление распределяется по всей структуре. Что касается гидравлического прессования, то преимуществами могут быть более высокие давления, а также может быть задано давление, установленное на каждом краю. [8]
Затем выполняется контроль качества на панелях CLT. Обычно для создания лучшей поверхности используется шлифовальная машина. Панели CLT также отрезаны в соответствии с их конкретным дизайном. Часто, если панели необходимо соединить, чтобы сформировать более длинные структуры, используются боковые соединения (пазы).
ru-wiki.org
Технология многослойных клееных панелей | Новая эпоха деревянной архитектуры
Многослойные клееные деревянные панели производятся на европейских предприятиях из слоев древесины как правило, хвойных пород, высушенных до уровня влажности 12%. Направление волокон каждого последующего слоя располагается под прямым углом относительно предыдущего слоя. Эти слои склеиваются высококачественным, не содержащим формальдегида и растворителя клеем, прошедшим тестирования по высшим критериям технических характеристик. Клей наносится по всей поверхности слоев и по стыкам досок. Затем слои прессуются под высоким давлением 6 кг/см2.
Панели могут состоять из трех и более слоев. Количество слоев обычно нечетное. В качестве сырья для изготовления панелей используются стандартные пиломатериалы. Во внутренних слоях допускается использовать древесину более низких сортов, чем во внешних слоях. Несмотря на то, что для изготовления панелей используется, в основном, древесина мягких (хвойных) пород, допускается применение древесины твердых пород, например, тополь, а также гибридных схем, включающих древесину различных пород.
Такая технология во много раз увеличивает прочность и несущую способность панелей как в продольном, так и в поперечном направлениях, обеспечивает высокую сопротивляемость скручиванию, достигается высокая стабильность геометрических размеров изделий на весь период жизни строения. Это обеспечивает также высокую огнестойкость и сейсмостойкость конструкций.

Эти изделия применяются в качестве несущих стеновых панелей, перегородок, перекрытий, парапетов, несущих элементов лестниц, балконов и др. Для наружных и внутренних стен изготавливаются многослойные панели, обеспечивающие требуемый уровень теплоизоляции, шумопоглощения, влагозащищенности.
На строительную площадку поставляются как отдельные конструктивные элементы, так и готовые крупные строительные блоки (кухни, санузлы, сложные объемные элементы. Построенные здания обладают высокими статическими характеристиками, высокой огнестойкостью , высокой сейсмостойкостью.

На основе этих изделий могут строиться различные виды зданий и сооружений: малоэтажные и многоэтажные жилые дома, общественные и торговые здания, спортивные сооружения, производственные и складские корпуса.
Живое представление о процессе производства и монтажа клееных панелей вы можете получить посмотрев представленный ниже видеоролик (на английском языке) подготовленный одной из компаний, производящих такие панели.
crosslam.ru
Многослойная панель
Изобретение относится к строительству и может быть использовано в сборно-разборных сооружениях различного назначения. Технический результат изобретения заключается в повышении теплоизоляционных и прочностных характеристик при одновременном снижении размеров по толщине. Многослойная панель сборно-разборного сооружения включает обшивки и средний слой, выполненный из листового материала. Обшивки выполнены корытообразными, а средний слой - из плоских листовых элементов и корытообразных элементов с образованием герметичных полостей. Корытообразные элементы и корытообразные обшивки расположены относительно друг друга встречно, причем между корытообразной обшивкой и корытообразным элементом размещен плоский листовой элемент, а по периметру корытообразных элементов размещены термоизоляционные вкладыши, которые расположены по обе стороны еще одного плоского листового элемента. 1 ил.
Изобретение относится к строительству и может быть использовано при проектировании и строительстве сборно-разборных сооружений промышленного, коммерческого, культурного и других назначений.
Известна мгонослойная ячеистая панель, включающая обшивки и средний слой, выполненный из листового материала в виде структуры ячеистого типа с выступами, расположенными во взаимно перпендикулярных направлениях по отношению плоскости их основания (см. авторское свидетельство СССР N 708033, кл. E 04 C 2/24, 1980). Недостатками известной многослойной панели являются значительные размеры по толщине, невысокие теплоизоляционные и прочностные характеристики. Целью изобретения является достижение нового технического результата, заключающегося в повышении теплоизоляционных и прочностных характеристик при одновременном снижении размеров по толщине панели. Новый технический результат достигается тем, что в предлагаемой многослойной панели сборно-разборного сооружения, включающей обшивки и средний слой, выполненный из листового материала, согласно изобретению обшивки выполнены корытообразными, а средний слой выполнен из последовательно чередующихся плоских листовых и корытообразных элементов с образованием полостей, заполненных, например, воздухом, при этом относительно друг друга обшивки и корытообразные элементы размещены встречно и разделены плоскими листовыми элементами, по периметру корытообразных элементов закреплены термоизоляционные вкладыши, которые размещены по обе стороны еще одного плоского листового элемента. Существенными отличительными признаками заявляемого технического решения являются выполнение обшивок корытообразными, наличие в среднем слое плоских листовых и корытообразных элементов, образование герметичных полостей, заполнение их газообразной средой, размещение обшивок и корытообразных элементов встречно относительно друг друга, размещение между ними листовых плоских элементов, наличие размещенных по периметру корытообразных элементов термоизоляционных вкладышей, размещение вкладышей по обе стороны еще одного плоского листового элемента. Указанные отличительные признаки обеспечивают повышение теплоизоляционных и прочностных характеристик при снижении в несколько раз толщины многослойной панели по сравнению с известной панелью. Это становится возможным благодаря наличию в многослойной панели системы герметичных полостей, образованных элементами конструкции панели и заполненных газообразной средой, например воздухом. Важным условием является выполнение высоты каждой герметичной полости, не превышающей 5 мм. В этом случае воздух в полостях находится в неподвижном состоянии, что способствует повышению теплоизоляционных свойств панели. Увеличение размера полостей более 5 мм ведет к тому, что из-за возникновения в полостях конвекционных процессов неподвижность воздуха нарушается и теплоизоляционные свойства панели ухудшаются. На чертеже изображен фрагмент предлагаемой многослойной панели. Многослойная панель включает обшивки 1 и 2, размещенные встречно и связанные с ними через плоские листовые элементы 3 и 4 корытообразные элементы 5 и 6, по периметру которых закреплены термоизоляционные вкладыши 7 и 8, которые в свою очередь закреплены по обе стороны плоского листового элемента 9. Между обшивкой 1 и листовым элементом 3 имеется воздушная полость 10, между элементом 3 и корытообразным элементом 5 - полость 11, между корытообразным элементом 5 и листовым элементом 6 - полость 12, между элементом 9 и корытообразным элементом 6 - полость 13, между корытообразным элементом 6 и листовым элементом 4 - полость 14, между элементом 4 и обшивкой 2 - полость 15. Полости 10, 11, 12, 13, 14, 15 выполнены герметичными. Сборка многослойной панели сборно-разборного сооружения осуществляется следующим образом. С двух сторон на плоских листовых элементах 3 и 4 посредством клея или герметика закрепляются обшивки 1, 2 и корытообразные элементы 5, 6. Затем по периметру корытообразных элементов 5 и 6 приклеиваются термоизоляционные вкладыши 7 и 8, после чего собранные элементы размещаются по обе стороны листового элемента 9 и закрепляются на нем путем склеивания вкладышей 7 и 8 с поверхностями листового элемента 9. В рассматриваемом примере конструктивного исполнения многослойной панели имеется шесть герметичных воздушных полостей и, если размер высоты каждой полости выбран, например, 4 мм, то с учетом толщин всех элементов панели ее общая толщина может быть выполнена в пределах 40 мм. При необходимости количество полостей в панели может быть увеличено за счет установки дополнительных элементов 3, 4, 5, 6 и вкладышей 7 и 8. Возможен вариант изготовления многослойной панели, в которой обшивки 1, 2 и элементы 5, 6 выполнены плоскими. В этом по периметру этих элементов между обшивками 1, 2 и элементами 3, 4, а также между элементами 3, 4 и элементами 5, 6 дополнительно установлены вкладыши 7 и 8, толщина каждого из которых соответствует высоте полости. Предлагаемая многослойная панель компактна, обладает высокими теплоизоляционными и прочностными характеристиками и обеспечивает надежную защиту помещений как в обычных, так и в экстремальных условиях.Формула изобретения
Многослойная панель сборно-разборного сооружения, включающая обшивки и средний слой, выполненный из листового материала, отличающаяся тем, что обшивки выполнены корытообразными, а средний слой выполнен из плоских листовых элементов и корытообразных элементов с образованием герметичных полостей, при этом корытообразные обшивки и корытообразные элементы расположены относительно друг друга встречно, причем между корытообразной обшивкой и корытообразным элементом размещен плоский листовой элемент, а по периметру корытообразных элементов размещены термоизоляционные вкладыши, которые расположены по обе стороны еще одного плоского листового элемента.РИСУНКИ
Рисунок 1Похожие патенты:

Изобретение относится к строительным материалам, в частности к материалам для строительства и реконструкции каркасных и панельных производственных и общественных зданий малой этажности

Изобретение относится к области строительства, а именно к способам изготовления пространственных плит покрытия

Изобретение относится к строительству и может быть использовано в ограждающих конструкциях зданий и сооружений, преимущественно в наружных стенах, а также во внутренних стенах и перегородках, перекрытиях, покрытиях, подвесных потолках и т.п

Изобретение относится к области строительства и может быть использовано при сооружении покрытий промышленных и общественных зданий и сооружений

Изобретение относится к области строительных конструкций и может быть использовано при изготовлении обтекателей, радиопрозрачных укрытий антенных устройств в самолетостроении, судостроении и наземном строительстве

Изобретение относится к строительству, а именно к способам изготовления панелей из гнутых профилей

Изобретение относится к способу изготовления из него сотовых заполнителей, которые являются сердечником в трехслойных панелях и оболочках, применяемых в различных отраслях промышленности

Изобретение относится к строительству и может быть использовано при строительстве мобильных зданий

Изобретение относится к строительной индустрии, в частности к изготовлению стеновых панелей для малоэтажных зданий

Изобретение относится к типовым объемным элементам и способу изготовления на них сотовых структур, которые используются как в качестве сердечника в трехслойных сотовых панелях и оболочках, применяемых в различных отраслях промышленности, так и в качестве самостоятельных изделий декоративно-прикладного назначения и силовых конуструкций

Изобретение относится к обработке металлов давлением и может быть использовано для гибки полосы с профилированными кромками, применяемой при выполнении кровельных работ в индивидуальном или промышленном строительстве, например, при сооружении ангаров или подобных арочных (цилиндрических) конструкций

Изобретение относится к строительству и может быть применено в конструкциях перекрытий и стен зданий и сооружений.Технический результат изобретения - повышение прочности на единицу веса и повышение теплоизоляционных свойств плиты

Изобретение относится к области строительства, в частности к строительной панели, предназначенной для использования в строительных конструкциях, либо при их формировании, чистовой отделке или декоративной отделке

Изобретение относится к строительству и может быть использовано для стенового и кровельного ограждения зданий промышленного и гражданского строительства


Изобретение относится к строительным конструкциям

Изобретение относится к технологии производства акустических нетканых материалов для металлических потолков

Изобретение относится к железнодорожному транспорту. Панельный элемент (18) для пола железнодорожного вагона состоит из стальной листовой части с множеством противоударных структур жесткости (20). Соседние структуры жесткости (20) выступают в противоположных направлениях относительно поверхности панельного элемента (18). Изобретение повышает стойкость относительно рабочих нагрузок и соударений с посторонними предметами. 7 з.п. ф-лы, 5 ил.
Изобретение относится к строительству и может быть использовано в сборно-разборных сооружениях различного назначения
www.findpatent.ru
Многослойные панели. | Строительсво
В многослойных панелях обязательной является укладка в стык утеплителя. В этом случае исследования также подтвердили, что стык полностью удовлетворяет теплотехническим требованиям. При наружной температуре —30° С температура на внутренней поверхности в зоне замо- ноличенного стыка не опускается ниже —12° С.
Следует отметить, что введение процесса замоноличивания стыка существенно не повышает трудоемкость монтажа и не приводит к снижению темпов строительства. Даже в зимних условиях комплексная бригада, осуществлявшая монтаж дома, полностью справлялась со своими обязанностями, включая замоноличивание стыка. Непосредственно монтажом элементов дома было занято в смену 4—6 рабочих: 1—2 сварщика и 3—4 монтажника, специализировавшихся на одних и тех же операциях. На обработке и бетонировании стыка работали еще два человека — изолировщик и бетонщик, получившие новую профессию — стыковщика. Опыт показал, что на замоноличивание стыка уходит всего 5—8 мин.
Одной из мер, повышающих защитную способность стыков, в том числе и замоноличенных бетоном, является герметизация.
В качестве герметизирующих средств применяются уже освоенные промышленностью материалы: тио- коловые мастики черного и светлого цветов — У-ЗОМ и УТ-35, а также полиизобутиленовые мастики — УМ-40 и УМС-50.
Проведенные испытания показывают, что величина инфильтрации воздуха через вертикальные стыки, защищенные герметиком, оказывается меньше нормативной в 3—4 раза. Влажность бетона в стыках с применением полимерных герметиков как до дождевания, так и после него оставалась постоянной (в стыках без герметиков влажность материалов увеличилась до 12—14% по весу).
Для герметизации стыков применяется также пороизол в виде жгутов и мастика изол. Опыт показал, что жгуты пороизола становятся герметизирующей прокладкой с наружной стороны панели при условии обжатия их в стыках до 45—50% первоначального объема. Так, круглый жгут диаметром 40 мм должен быть обжат в стыках между панелями шириной в 20 мм. Расход пороизола на герметизацию стыка шириной 20—25 мм составляем (с учетом отходов) примерно 0,6 кг на 1 пог. м шва. Расход пороизола на 1 м2 жилой площади составляет 0,5 кг, а мастики изол — 1—1,5 кг.
Таким образом, защита стыков в наружных стенах от затекания дождевой воды должна обеспечиваться самой конструкцией стыков, а именно бортиками или каннелюрами около вертикального стыка и зубом или слезником в горизонтальном стыке. При герметизации же стыков различными синтетическими материалами создается как бы вторая линия дождеза- щиты и основная защита от продувания. При таком решении, т. е. при наличии в стыках соответствующих конструктивных элементов и применении герметизации, будут обеспечены необходимые эксплуатационные качества конструкции.
В вертикальных стыках предусматривается также «страховочный» паз, в который даже при нулевом зазоре в стыке можно было бы нанести пленочный герметик У-ЗОМ или УТ-35, а также ввести любой другой герметизирующий материал.
В горизонтальных стыках пленочный герметик наносится в слезнике или в открытом русте при наличии зуба.
2steam.ru










