§ 7. Долбление, резание стамеской и сверление древесины. Инструмент для долбления
Инструменты для долбления
После строгания детали изделия следует подготовить к сборке — соединить их между собой с помощью склеивания или специальных шипов.
Для того чтобы сделать отверстия, гнезда, проушины и шипы, нужен не только сверлильный, но и долбежный инструмент.Для выполнения такого вида столярных работ чаще всего используют стамески и долота.Долота бывают столярными и плотническими.Для изготовления мебели применяют столярные долота.
ДолотоДанный инструмент используют для выдалбливания отверстий, гнезд, пазов, шипов прямоугольного сечения в древесине.Долото представляет собой брусок, изготовленный целиком из стали высокого качества. Один конец инструмента заточен и образует лезвие, другой имеет вид штыря, на который насаживается ручка из твердых лиственных пород.Режущие части инструмента различаются по ширине и углу заточки.Общая длина инструмента — 315-350 мм, ширина может составлять 6, 8, 10, 12, 15, 18 и 20 мм. Толщина — 8-11 мм. Угол заострения — от 25 до 35°, длина лезвия — 315-350 мм.Для того чтобы произвести долбление, нужно установить долото обращенной внутрь гнезда фаской. Расстояние от разметки должно быть 1-2 мм.Легкими ударами киянки инструмент углубляют, удаляя кусочки древесины.Долбление производится до середины заготовки с обеих сторон, если необходимо получить сквозные отверстия.
СтамескаСтамеску применяют для следующих видов работ:— зачистки пазов и гнезд;— долбления гнезд в тонких материалах;— получения небольших углублений;— снятия кромок;— подрезки подгоняемых деталей;— обработки криволинейных отверстий в поверхности.Длина инструмента варьируется 0т 255 до 285 мм, ширина — от 4 до 50 мм, толщина — от 2 до 4 мм, угол заточки — от 15 до 30° (мягкий материал — 15°, зачистка проушин и гнезд твердых пород, неглубокое долбление — 30°). Существует несколько разновидностей стамесок:— плоские;— полукруглые;— тонкие/толстые;— фигурные (для токарных работ).
Плоская стамеска Плоскую стамеску используют для вырезания прямоугольных углублений.Характеристики плоской стамески:— ширина полотна — от 4 до 50 мм;— толщина фаски — от 0,5 до 1,5 см.
Полукруглая стамескаПолукруглые стамески несколько тоньше плоских. Они используются для вырезания круглых отверстий или углублений, выравнивания поверхности полукруглых углублений, получения плавных линий. Ручки для стамесок и долот изготавливают из древесины твердых пород.Характеристики полукруглой стамески:— толщина полотна — 2-3 мм;— ширина полотна — от 6 до 40 мм;— длина полотна — от 255 до 285 мм;— угол заострения — от 10 до 25°.Правила заточки и правки стамесок те же самые, что и для рубаночных металлических пластин. Полукруглые стамески различают:— по радиусу окружности;— по глубине проникновения стамески в массив древесины;— по ширине полотна.Исходя из этого, полукруглые стамески подразделяют на:— крутые;— отлогие;— глубокие (церазики).
Угловая стамескаТакую стамеску применяют для выборки древесины при получении точных геометрических углублений. Характеристики угловой стамески:— угол между фасками лезвия — от 45 до 90°;— ширина полотна — 4-16 мм.
Стамеска-клюкарзаСтамеска используется для выборки древесины в том случае, если необходимо, чтобы поверхность дна была ровной, а также при невозможности использования других инструментов в образовавшихся углублениях.От всех вышеперечисленных стамесок отличается только изогнутостью полотна.Стамески-клюкарзы бывают прямыми, полукруглыми, угольными.Эти типы различаются:— по ширине полотна;— по величине радиуса;— по глубине снятия фаски при заточке.
www.uniexo.ru
Долбление древесины и резание стамеской
Долбление — это процесс удаления из заготовки ненужной древесины путем внедрения в нее долота или стамески. С помощью долбления в заготовках выбирают гнезда, пазы и проушины.
Инструменты для долбления
Для долбления используют долота и стамески (плоские и полукруглые).
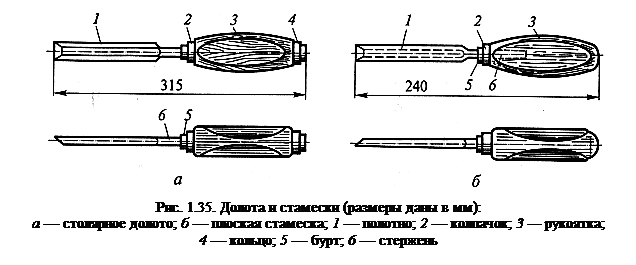
Столярное долото состоит из стального полотна, рукоятки, кольца и колпачка (рис. 1.35, а). Рукоятку долота изготовляют из твердолиственных пород или из ударопрочной пластмассы. Долота изготовляют длиной 315, 335 и 350 мм с шириной полотен 6...20 мм. Угол заточки фаски долота составляет 25...30°, а угол заточки боковых граней — 10°.
Для выборки мелких гнезд, зачистки четвертей, пазов, шипов, проушин, снятия фасок и подгонки соединений деревянных деталей используют плоские стамески (рис. 1.35, б).
 |
При обработке закругленных поверхностей заготовок и гнезд применяют полукруглые стамески.
Длина стамесок составляет 240, 250 и 265 мм; ширина плоских стамесок — 4...50 мм, полукруглых — 4...40 мм; угол заточки — 25...30°.
Подготовка долот и стамесок к работе
Долота затачивают на механическом точиле, правят на точильном бруске и оселке, как и ножи рубанков. Заточка долота должна быть односторонней с фаской и прямоугольным лезвием. Плоские стамески затачивают так же, как и долота, с углом заострения резца 25...30°. Лезвия полукруглых стамесок затачивают точильным бруском и личным напильником.
Приемы долбления древесины
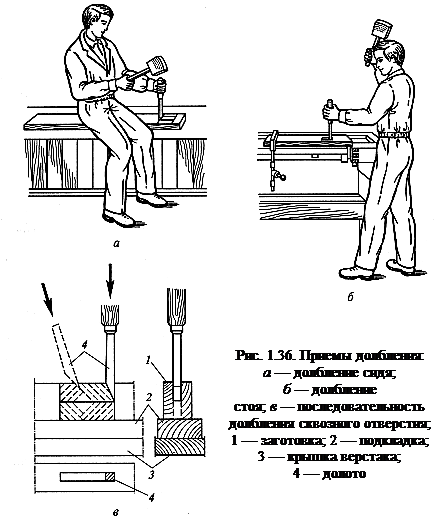
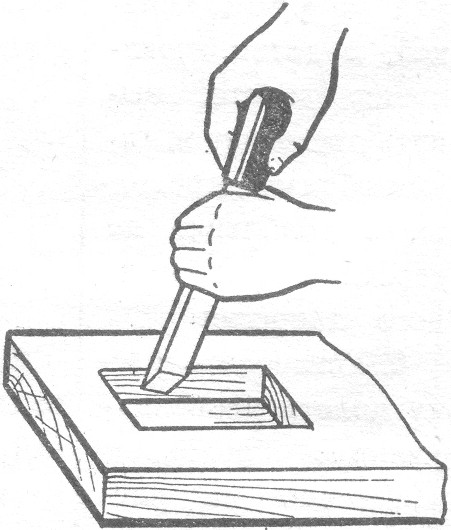
Для получения сквозного гнезда предварительно делают его разметку с двух противоположных сторон заготовки, а несквозного — с одной стороны. При сквозном долблении под заготовку подкладывают доску, чтобы не повредить крышку верстака. Приемы долбления показаны на рис. 1.36. Долото подбирают по ширине размеченного гнезда, ставят его вертикально возле ближней линии разметки (фаской внутрь), отступая от линии на расстояние 1 ...2 мм, после этого киянкой по долоту наносят первый удар, а затем по наклоненному внутрь гнезда долоту — второй удар и срезают первую стружку. Далее повторяют то же самое и выдалбливают примерно 2/3 длины гнезда. Затем процесс долбления продолжают у противоположной линии разметки. Потом заготовку переворачивают и выполняют долбление с противоположной стороны в той же последовательности. Срезать при долблении толстую стружку нежелательно, так как в результате
 |
Приемы резания стамеской
 |
Безопасность труда
Неаккуратное обращение с долотом и стамеской и несоблюдение правил безопасности труда могут стать причиной серьезных травм. При работе долотом и стамеской запрещается резать на себя, на весу, с упором детали в грудь, с расположением детали на коленях. При резании стамеской пальцы левой руки всегда должны находиться сзади лезвия. Перед началом работы необходимо убедиться, что долота и стамески хорошо и правильно заточены. Стамеску или долото можно передавать рядом работающему только рукояткой, а не лезвием вперед. На деревянных рукоятках долот и стамесок не должно быть сколов, трещин, острых углов и других дефектов, которые могут привести к травмированию кожи рук рабочего.
Полезный совет столяру
• Чтобы легче было продолбить гнездо в заготовке, надо увлажнить выбираемый участок, положив на него смоченную горячей водой тряпку. После намокания верхнего слоя его без труда удаляют стамеской. Затем повторяют намачивание и выдалбливают до тех пор, пока гнездо не достигнет нужного размера.
Сверление древесины
Сверление — это столярная операция, выполняемая для получения круглых отверстий под нагели, шурупы, болты и другие стержневые крепления деревянных деталей. Сверлением также удаляют пороки древесины — сучки с последующей их заделкой деревянными пробками на клею. Для сверления древесины применяют сверла: спиральные, центровые, шнековые и зенковочные (рис. 1.38).
 |
Инструменты для сверления
Для сверления используют различные виды сверл.
Спиральные сверла с конической заточкой (см. рис. 1.38, а) применяют для сверления древесины вдоль и поперек волокон, а также под углом к поверхности детали. Спиральные сверла с направляющим центром и подрезателями (см. рис. 1.38, б) служат для сверления древесины поперек волокон. Спиральные сверла имеют на поверхности стержня винтовые канавки для удаления стружки из отверстия. Ими выбирают глубокие и точные отверстия.
Центровые сверла с плоской (см. рис. 1.38, в) и цилиндрической головкой (см. рис. 1.38, г) служат для сверления в древесине сквозных и неглубоких отверстий поперек волокон. Центровые сверла с цилиндрической головкой также применяют для сверления отверстий под шарнирные петли. Центровыми сверлами высверливают неглубокие отверстия диаметром 12... 50 мм. Такое сверло состоит из стержня с расположенными вниз подрезателями, режущей кромкой (лезвием) и направляющим центром (острием).
Во время работы сверло приходится часто вынимать из отверстия для удаления стружки.
Шнековые сверла (см. рис. 1.38, д) применяют для сверления древесины поперек волокон. Диаметр шнековых сверл 10...30 мм.
Зенковочные сверла, или зенковки (см. рис. 1.38, е), служат для зенкерования[4] отверстий под шурупы и болты.
Подготовка сверл к работе
Сверла затачивают мелкозернистыми шлифовальными кругами на точиле или вручную напильниками. При заточке напильником твердость сверла должна быть меньше твердости напильника. Режущее лезвие сверл с направляющим центром затачивают с задней стороны, подрезатель — с внутренней стороны, направляющий центр — по граням пирамиды. У спиральных сверл с конической заточкой стачивают заднюю грань по образующей конуса. Заточкапроизводится вручную или с помощью заточных приспособлений.
Приемы сверления отверстий
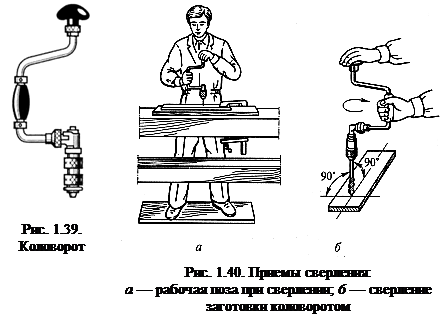 При высверливании отверстия сверло должно совершить два движения: вращательные (по часовой стрелке) и поступательное (вглубь отверстия). Для вращения сверла лучше использовать коловорот с трещоткой (рис. 1.39), представляющий собой коленчатый стержень, посередине которого имеется ручка для его вращения. На верхнем конце стержня расположена нажимная головка, а на нижнем — патрон для крепления сверла. Коловорот должен вращаться вправо и влево. Направление его вращения устанавливают кольцом — переключателем. Коловоротом можно завертывать шурупы, болты и гайки, если в патрон вставить отвертку или торцевой гаечный ключ. Коловоротом можно просверливать отверстия диаметром до 10 мм. Приемы сверления с помощью коловорота показаны на рис. 1.40. Кроме коловорота для ручного сверления используют механическую дрель (рис. 1.41).
При высверливании отверстия сверло должно совершить два движения: вращательные (по часовой стрелке) и поступательное (вглубь отверстия). Для вращения сверла лучше использовать коловорот с трещоткой (рис. 1.39), представляющий собой коленчатый стержень, посередине которого имеется ручка для его вращения. На верхнем конце стержня расположена нажимная головка, а на нижнем — патрон для крепления сверла. Коловорот должен вращаться вправо и влево. Направление его вращения устанавливают кольцом — переключателем. Коловоротом можно завертывать шурупы, болты и гайки, если в патрон вставить отвертку или торцевой гаечный ключ. Коловоротом можно просверливать отверстия диаметром до 10 мм. Приемы сверления с помощью коловорота показаны на рис. 1.40. Кроме коловорота для ручного сверления используют механическую дрель (рис. 1.41).
 Для выполнения сверления заготовку закрепляют на верстаке, затем производят разметку центра отверстия и накалывают его шилом. После определения центра отверстия начинают сверление. Сквозные отверстия в толстых деталях просверливают обычно с двух сторон. В тонких заготовках делают одностороннее сквозное сверление с подкладной доской с обратной стороны. При сверлении под углом к поверхности заготовки сначала просверливают вертикальное отверстие на небольшую глубину, а затем сверло, не останавливая вращения, поворачивают под нужным углом к поверхности заготовки. При сверлении под углом можно сначалавырубить долотом верх гнезда, а потом выполнить сверление.
Для выполнения сверления заготовку закрепляют на верстаке, затем производят разметку центра отверстия и накалывают его шилом. После определения центра отверстия начинают сверление. Сквозные отверстия в толстых деталях просверливают обычно с двух сторон. В тонких заготовках делают одностороннее сквозное сверление с подкладной доской с обратной стороны. При сверлении под углом к поверхности заготовки сначала просверливают вертикальное отверстие на небольшую глубину, а затем сверло, не останавливая вращения, поворачивают под нужным углом к поверхности заготовки. При сверлении под углом можно сначалавырубить долотом верх гнезда, а потом выполнить сверление.
Часто для сверления нескольких отверстий используют накладные шаблоны, которые имеют отверстия требуемого диаметра и исключают выполнение разметки. Шаблоны (кондукторы), изготовленные из древесины твердолиственных пород, представляют собой бруски, в которых высверлены 2...3 отверстия, равные диаметру сверла. Кондукторы закрепляют на заготовке струбциной и сверлят отверстия на нужную глубину. Полученные отверстия должны иметь точный размер, а их оси должны быть строго перпендикулярны к верхней поверхности заготовки. При сверлении древесины нужно использовать правильно заточенные сверла без трещин и дефектов. Подачу сверла в глубь отверстия нужно производить легко и плавно.
infopedia.su
§ 7. Долбление, резание стамеской и сверление древесины
Ручное долбление древесины. Для образования гнезд, пазов и проушин прямоугольного сечения в деталях из древесины применяют долота (ГОСТ 1185—80).
Долота различают плотничные (рис. 32, а) и столярные (рис. 32, б). Долото состоит из полотна с лезвием на конце и рукоятки. Во избежание раскола рукоятки от удара молотком на нее сверху насаживают стальное кольцо. Рукоятка должна быть плотно и надежно насажена на хвостовик, на ней не должно быть острых углов или неровностей. Полотно долот и рукояток покрывают бесцветным водостойким лаком.
Гнезда прямоугольной формы долотами выбирают по разметке, причем при долблении сквозных гнезд разметку наносят с обеих сторон детали (рис. 33, а), несквозных — с одной стороны (рис. 33, б). До начала долбления деталь укладывают на столе или
45
В) г)
Рис. 32. Долота и стамески:
а — долота плотничные, б — долота столярные, в — стамески плоские, г — стамески полукруглые; I — полотно, 2 — рукоятка, 3 — кольцо, 4 — колпачок
верстаке и прочно закрепляют ее. При выдалбливании сквозных гнезд во избежание порчи крышки стола или верстака под деталь подкладывают отрезок бракованной доски. Долото должно соответствовать ширине выбираемого гнезда. Если в нескольких деталях надо выбрать одинаковые гнезда, их кладут в стопу и выбирают гнезда одновременно во всех деталях.
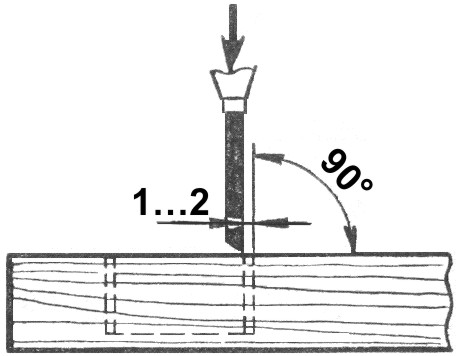
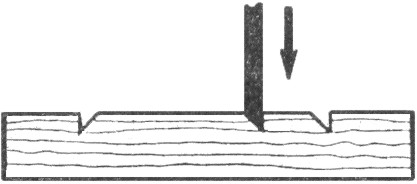
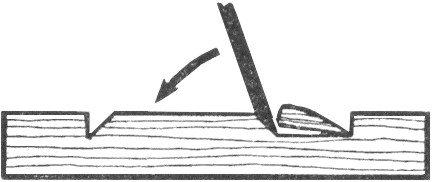
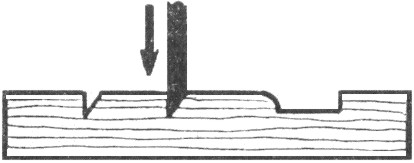
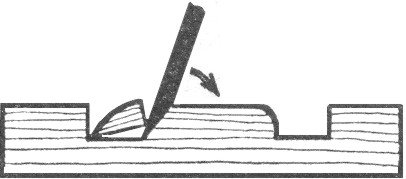
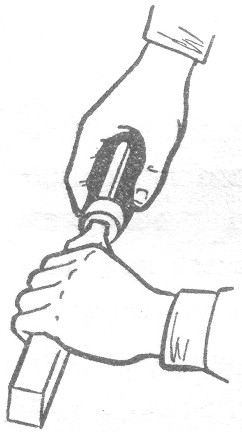
Долбление гнезд начинают так: долото устанавливают фаской, обращенной внутрь, отступив на 1...2 мм от размеченной риски, и легкими ударами киянки или молотка по ручке углубляют его в древесину (рис. 33, в) и вновь ударяют по ручке киянкой или молотком, а затем, покачивая его, вынимают древесину и таким образом продолжают долбление (рис. 33, г). Отступать от риски разметки на 1...2 мм необходимо для того, чтобы потом можно было это место зачистить стамеской.
В целях повышения производительности труда, снижения утомляемости работающего и соблюдения требований безопасности при долблении необходимо занять правильное положение: сидеть нужно так, чтобы рука, в которой находится киянка или молоток, проходила над обеими ногами.
При долблении следят за тем, чтобы кромки гнезд не сминались. Во избежание сминания кромок наклон долота всегда должен быть направлен к середине гнезда.
При долблении сквозных гнезд древесину выбирают сначала с одной стороны, а затем, повернув деталь, — с другой.
46
Рис. 33. Работа долотом:
а — выборка сквозного гнезда, б — выборка несквозного гнезда, в — положение долота (начальное и конечное) на разметке гнезда, г — порядок долбления гнезда
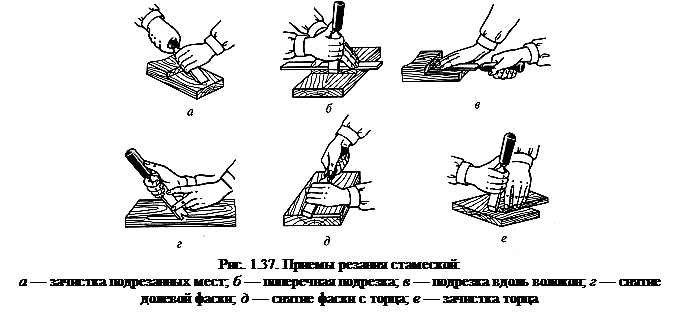
Для зачистки и выборки гнезд, пазов, шипов, снятия фасок применяют плоские стамески (рис. 32, в), а для зачистки закругленных шипов и обработки вогнутых и выпуклых поверхностей — полукруглые стамески (рис. 32, г) (ГОСТ 1184—80). Как и в долотах, полотна стамесок изготовляют из инструментальной стали с термической обработкой рабочей части, рукоятки — из древесины тех же пород, что и в долотах. Деревянные рукоятки изготовляются из древесины твердых пород и должны иметь металлический колпачок. Режущая кромка (лезвие) должна быть остро заточена. Форма и размер бурта должны обеспечить достаточную опору для рукоятки. Бурт не должен иметь острых углов. Ручки покрываются лаком.
В плоских стамесках полотно представляет собой ровную гладкую полосу, оканчивающуюся острым лезвием. Лезвие стамески в работе действует как нож, перерезая или разделяя волокна древесины. При подстрагивании стамеску держат правой рукой за ручку. Двигать стамеску следует по возможности вдоль волокон. При резании стамеской правой рукой нажимают на торец ручки, а левой прижимают полотно стамеской к древесине. Пальцы левой руки не должны быть впереди стамески. Срезаемая стружка должна быть тонкой, мягкой и завиваться, а не откалываться.
Полукруглыми стамесками обрабатывают криволинейные поверхности и выдалбливают отверстия криволинейной формы. Угол заострения стамесок (25 ±5)°. При работе стамеской удары киянкой или молотком наносят строго по центру. Работа стамеской показана на рис. 34.
47
г) д) е) ж)
Рис. 34. Работа стамеской:
а — зачистка подрезанных мест, б — поперечная подрезка, в — подрезка вдоль волокон, г — снятие долевой фаски, д — снятие фаски с торца, е — зачистка торца, ж — резание
из-под плеча
Во избежание получения травмы при работе стамеской нельзя резать в направлении поддерживающей руки на себя, на весу, с упором детали на грудь и в том случае, когда деталь лежит на коленях. Оставлять долота и стамески лезвием к себе или на краю стола или верстака нельзя, так как при падении инструмента можно получить травму.
Механизированное долбление. Электродолбежниками выбирают гнезда прямоугольной формы, пазы и др. Режущий инструмент электродолбежников — непрерывная долбежная цепь, представляющая собой набор звеньев (резцов), соединенных шарнирно.
Ручной электрический долбежник ИЭ-5601А (рис. 35) имеет встроенный асинхронный с короткозамкнутым ротором электродвигатель, в котором на конце вала ротора насажена ведущая звездочка, приводящая в движение режущую цепь, натянутую на направляющую линейку. Глубину долбления регулируют ограничителем хода. Головка с цепью перемещается по направляющим колонкам, установленным на основании. Цепь натягивается за счет перемещения с помощью упорного винта и линейки. Опускается головка при нажатии на рычажное приспособление — рукоятку, а поднимается автоматически цилиндрическими пружинами.
В зависимости от размера выбираемых отверстий устанавливают линейки и цепи нужного размера. Ширина паза, получаемого за один проход, равна ширине цепи, а длина паза — ширине направляющей линейки плюс двойная ширина цепи. Для выборки пазов разных размеров требуется набор цепей и линеек. При вы-
48
работке ряда последовательных гнезд до прямой линии можно образовать паз требуемой длины. Глубину выбираемого отверстия регулируют ограничителем хода, устанавливаемым на нужный размер. При опускании головки он упирается в основание.
Перед началом работы необходимо хорошо заточить цепь, затем надеть ее на звездочку и линейку электродолбежника. Электродолбежник устанавливают так, чтобы цепь находилась над гнездом, которое выбирают. Обрабатываемый материал или деталь кладут на стол и прочно "закрепляют. Запрещается работать электродолбежником, если деталь не закреплена или находится на весу.
Электродолбежник ИЭ-5601А:
Рис. 35.
/ — цепь, 2 — направляющая колонка с пружиной, 3 — щит, 4 — электродвигатель, 5 — кожух, б — рычажное приспособление (рукоятка), 7 — винт, 8 — направляющая линейка, 9 — основание
После включения электродвигателя нажатием на рычажное приспособление (ручку) электродолбежник опускают вместе с линейкой и натянутой на ней цепью вниз. Опускать цепь нужно ровно, без толчков, с тем чтобы она внедрялась в древесину постепенно. Скорость подачи цепи зависит от размеров выбираемых гнезд, твердости обрабатываемой древесины. При выходе цепи из гнезда надо следить за тем, чтобы на кромках не было заколов, вырывов, которые получаются при быстром вынимании цепи из гнезда. Трущиеся части электродолбежника должны быть покрыты смазочным материалом.
По окончании работы цепь, звездочку и направляющую линейку промывают в керосине и смазывают машинным маслом.
Электродолбежник можно использовать как стационарный станок, прикрепив его к столу так, чтобы направляющая линейка с цепью была перпендикулярна плоскости стола, а плоскость линейки — параллельна кромке стола.
Если при работе корпус электродолбежника сильно нагревается, необходимо ослабить нажим и разгрузить электродвигатель, сменить тупую цепь или ослабить натяжение цепи. Если цепь бьет, необходимо ее натянуть. В том случае, когда цепь или линейка сильно нагревается, нужно отрегулировать натяжение цепи, устранить возможные перекосы линейки. Если при долблении получается мелкая стружка в виде щепы, устанавливают новую цепь. Если гнездо, паз в процессе долбления получаются косыми, надо выверить и укрепить отходящую в сторону линейку.
При работе электроинструментами нужно пользоваться защитными очками. Корпус электродолбежника должен быть заземлен.
4 Столярные, плотничные и паркетные работы
49
Рис. 36. Сверла ручные и сверлильные инструменты:
а — перовое сверло, б — центровое сверло, в — винтовое сверло, г — спиральное сверло, д — коловорот, е — сверлилка, ж — бурав, з — буравчик: / — нажимная головка, 2 — коленчатый стержень, 3 — ручка, 4 — кольцо-переключатель, 5 — механизм храповой, 6 — патрон, 7 — головка, 8 — нарезная ручка, 9 — стальной стержень, 10 — патрон, 11 — подрезатель, 12 — центр (острие)
Ручное сверление древесины. Круглые (цилиндрические) отверстия для круглых шипов, нагелей, болтов выбирают сверлами, состоящими из хвостовика, стержня, режущей части и элементов для отвода стружки. Для сверления применяют перовые, центровые, винтовые, спиральные сверла.
Перовые сверла (рис. 36, а) имеют желобочную форму; ими выбирают отверстия преимущественно под нагели. Желобок служит и для выброса стружки. Ввиду того что он не может полностью выбрасывать стружку наружу, во избежание перегрева его приходится часто вынимать из отверстия. Поэтому отверстия получаются нечистыми и недостаточно точными. Сверла имеют длину 100... 170 мм, диаметр 3...16 мм с градацией 1...2 мм.
Центровыми сверлами (рис. 36, б) сверлят сквозные и неглубокие отверстия поперек волокон. Сверлить глубокие отверстия этими сверлами трудно вследствие плохого выбрасывания стружки. Работают сверлами только в одну сторону. Сверло представляет собой стержень, оканчивающийся внизу режущей частью, состоящей из подрезателя, лезвия и направляющего центра (острия). Диаметр центровых сверл 12...50 мм, длина в зависимости от диаметра — 120... 150 мм. При работе этими сверлами нужно делать нажим, иначе они не будут внедряться в древесину.
Сверла винтовые (рис. 36, в) применяют для сверления глубоких отверстий поперек волокон. Конец сверла имеет винт с мелкой резьбой. При сверлении ими отверстия получаются чистыми, так как по винтовым каналам стружка удаляется легко. Диаметр сверл 10...50 мм, длина 40... 1100 мм.
Спиральные сверла (рис. 36, г) в зависимости от формы режущей части бывают с конической заточкой (ГОСТ 22057—76) и с центром и подрезателями (ГОСТ 22053—76). Для отвода стружки в стержне имеются канавки, располагаемые по винтовой
50
линии. Сверла с центром и подрезателем выпускаются диаметром 4...32 мм, а с конической заточкой — диаметром 2...6 мм (короткая серия) и 5... 10 мм (длинная серия).
Сверла приводятся в действие с помощью коловорота и сверлилки.
Коловорот применяют для сверления отверстий при выполнении плотничных и опалубочных работ, а также используют для завертывания и отвертывания шурупов при стекольных и других видах работ.
Коловорот с трещоткой (рис. 36, д) представляет собой коленчатый стержень, посередине которого находится ручка для вращения. На одном конце коленчатого стержня расположен патрон для крепления сверл, на другом — нажимная головка. Коловорот с трещоткой должен вращаться вправо и влево, причем направление вращения устанавливается кольцом-переключателем. Кулачки патрона должны обеспечивать надежное закрепление инструментов. Коловоротом можно завертывать болты, шурупы, для чего в патрон вставляют соответственно гаечные торцевые ключи (квадратные или шестигранные), отвертки. В коловороте можно крепить сверла с диаметром хвостовика до 10 мм. Для завертывания шурупов в коловорот вставляют отвертки. Коловорот, состоящий из коленчатого стержня, четырехкулачкового патрона, кольца-переключателя, изготавливают из конструкционной стали. Все детали коловорота имеют защитное гальваническое покрытие.
Отверстия диаметром до 5 мм высверливают сверлилкой. Сверлилка (рис. 36, е) представляет собой стержень с винтовой нарезкой, на который надета ручка. На одном конце стержня имеется патрон для установки сверл, а на другом — головка. Стержень, а вместе с ним и сверло вращают путем передвижения вверх и вниз нарезной ручки.
Для сверления глубоких отверстий используют бурав (рис. 36,ж), представляющий собой стержень с ушком для ручки, расположенной в его верхней части, и с винтовым сверлом на другом конце (в нижней части).
Неглубокие отверстия в древесине твердых пород под шурупы сверлят буравчиком (рис. 36, з), имеющим диаметр 2... 10 мм. Во избежание раскола древесины буравчик периодически вынимают из отверстия и очищают от стружки.
При использовании сверл отверстия выбирают по разметке или шаблону. Центр отверстий предварительно накалывают шилом. До начала работы сверло надо хорошо заточить напильником с мелкой насечкой или на специальном станке, а затем прочно закрепить в патроне коловорота или сверлилки. Приемы сверления показаны на рис. 37.
При работе надо следить за тем, чтобы ось вращения коловорота или сверлилки совпадала с осью отверстия. При сверлении вертикальных отверстий нажимную головку коловорота держат левой рукой, а правой вращают ручку.
Глубокие сквозные отверстия сверлят по разметке с двух сто-
Рис. 37. Приемы сверления коловоротом материала: а — горизонтально уложенного, б — закрепляемого в тисках верстака вертикально
рон детали. При сверлении отверстий с одной стороны детали перед выходом на другую сторону нажим на нажимную головку коловорота надо ослабить, с тем чтобы не образовалось откола, отщепа или трещины в детали. Под деталь, в которой сверлят отверстия, подкладывают доску.
Работают коловоротом так: укладывают заготовку-деталь на верстак и размечают точку отверстия. Затем ручку коловорота охватывают пальцами правой руки, а нажимную головку — пальцами левой руки. При сверлении левой рукой нажимают на головку, а правой вращают коленчатый стержень.
Коловорот или сверлилку нельзя держать так, чтобы сверло было обращено в сторону работающего. Нажимать на нажимную головку коловорота, сверлилки нужно только руками. Работать сверлами, имеющими трещины и другие дефекты, нельзя.
При некачественном сверлении возникают следующие дефекты: не выдержан размер (диаметр) отверстия, вызванный биением сверла вследствие неправильного закрепления его в коловороте; рваная поверхность отверстия — при сверлении тупым или неправильно заточенным сверлом.
Механизированное сверление древесины. Для механизированного сверления применяют ручные электрические сверлильные машины, состоящие из корпуса, электродвигателя, редуктора, выключателя с курковым приводом, токоведущего кабеля и штепсельного соединения. На конце шпинделя имеется патрон для крепления сверл.
Для сверления отверстий электрическими сверлильными машинами применяют в основном спиральные сверла. Перед работой машину тщательно осматривают и проверяют, после чего в патрон вставляют сверло и прочно его закрепляют, а затем нажимом на пусковой курок включают электродвигатель. В течение 1...2 мин
52
работают вхолостую; если электродвигатель работает нормально, приступают к работе.
При сверлении отверстий нажим должен быть равномерным, при выборке сквозных отверстий в конце сверления во избежание заедания нажим следует несколько ослабить.
Если при включении электродвигатель не работает, отсутствует напряжение либо неисправен выключатель. При излишнем нагреве редуктора надо проверить наличие смазки. Если при прикосновении к корпусу сверлилки «бьет» током, проверяют заземление.
Для завинчивания винтов, болтов, гаек, шурупов используют электрический шуруповерт ИЭ-3601Б. Им можно завинчивать шурупы диаметром до 6 мм.
При выполнении столярных работ целесообразно пользоваться индивидуальным набором ручного инструмента ИН-18 для столяра строительного, в который входят столярный молоток, топор, клещи, ножовки, коловорот, рубанки с одиночным и двойным ножом, зензубель, отвес, деревянная киянка, разводка для пил, плоские стамески, отвертка, столярное долото, отвертка для шурупов с крестообразными шлицами, трехгранный напильник, реечный рейсмус, строительный уровень, угольник, шлифовальный брусок, складной деревянный метр. Рабочий инструмент размещается в ручном деревянном чемодане-футляре размером 535 X 450 X 115 мм. Масса набора 10 кг.
Контрольные вопросы. 1. Расскажите о рабочем месте столяра, плотника и устройстве верстака. 2. Назовите основные элементы резца. 3. Расскажите о случаях резания. 4. Какие факторы влияют на получение чисто обработанной поверхности древесины? 5. Расскажите о назначении и способах разметки. 6. Какими инструментами пользуются при разметке? 7. Какие шаблоны применяют при разметке? 8. Какие виды тески бревен бывают? 9. Каким образом обрабатывают бревно на 2, 3 и 4 канта? 10. Какие пилы применяют при ручном пилении? 11. Расскажите о подготовке пил к работе. 12. Расскажите о приемах работы ручными электропилами. 13. Какие инструменты применяют при ручном строгании? 14. Расскажите о приемах ручного строгания. 15. Каково назначение ручного электрорубанка? 16. Назовите приемы работы долотом, стамеской. 17. Каковы основные правила по технике безопасности при пилении, строгании, долблении, сверлении? 18. Расскажите о приемах работы электродолбежником, электросверлилками. 19. Перечислите правила безопасной работы электроинструментом.
studfiles.net
Долото | Долбежные инструменты и приемы работы ими | Долбление
Долбление есть процесс резания древесины при помощи долот и стамесок (при ручном способе долбления), которыми совершается вертикальное или наклонное прямолинейное движение. Долблением получают отверстия и углубления разных профилей: прямоугольные, квадратные, косоугольные и др.
Долото представляет собой резец из инструментальной углеродистой или хромистой (до 0,8% хрома) стали с прямой режущей кромкой. Долота по своему устройству бывают плотничные и столярные (рис. 40, а, б). В модельном производстве долота применяют при изготовлении заготовок на модели и стержневые ящики.
Стандартные плотничные долота имеют размеры: ширина 10—25 мм, толщина 9—12 мм; размеры столярных долот: ширина 6—20 мм, толщина 8—11 мм. Угол заточки долот 30°.
В модельном производстве долбление не является основным видом резания, тем не менее при изготовлении крупных моделей и стержневых ящиков оно широко применяется, особенно тогда, когда отсутствует ручной электрифицированный инструмент.
Для удобства работы следует иметь набор из 5—6 долот. Ручки долот делают из древесины крепких пород. На верхние концы ручек насаживают стальные кольца для предохранения ручек от раскалывания во время ударов по ним деревянными молотками-киянками или другими ударными инструментами.
Киянки могут иметь как прямоугольную, так и круглую форму профиля, изготовляют их из твердых пород дерева.
Чтобы пробить сквозные прямоугольные отверстия, сначала выдалбливают с одной стороны гнездо глубиной примерно до 0,5 толщины бруска, а затем поворачивают изделие на 180° и продолжают выдалбливание с другой стороны. При сквозном долблении под брус или другую заготовку подкладывают выстроганную доску, чтобы предохранить верстак от порчи долотом. Заготовку вместе с доской прижимают к крышке верстака струбцинками или закрепляют другим способом. Долбление производят всегда только по разметке, риски отверстия при этом должны быть видны по всему контуру. Ширина долота должна соответствовать ширине отверстия.
Рис. 40. Долото и прием долбления:а — плотничное долото, б — долбление сквозного отверстия; 1 — изделие, 2 — подкладка (выстроганная доска), 3 — стол верстака, 4 — столярное долото
Толщина стружки должна составлять не более 3—5 мм. Операцию долбления выполняют в следующем порядке. Долото, установленное вертикально у риски поперек волокон, от первого удара киянки перерезает долевые волокна заготовки и углубляется по вертикали на 3—4 мм. Затем долото вынимают, ставят под некоторым углом внутрь гнезда и наносят второй удар, от которого древесина скалывается; действуя долотом как рычагом, стружку выбрасывают наружу.
Для получения точного и чистого отверстия долбление вначале надо производить легкими ударами, чтобы долото не отклонилось от разметочных рисок, и только по мере углубления его в древесину сила ударов может возрастать.
Приблизившись к противоположной риске, долото поворачивают к ней передней гранью и начинают повторять первоначальные операции. Сделав гнездо с одной стороны, таким же способом делают и с другой, если отверстие сквозное. При выдалбливании отверстия с размером, превышающим ширину долота в 2—3 раза, долбление начинают производить сначала по риске боков отверстия, а затем в середине. Проушины, у которых боковые стенки запиливают пилой, делают таким же способом, как и сквозное отверстие с той лишь разницей, что внутренняя часть гнезда (торец) немного поднутряется, чтобы при соединении изделий не получилось зазора. Чтобы качество работы было достаточно высоким, инструмент должен быть всегда острым и с хорошей ручкой.
Долота применяют и при изготовлении довольно сложных по контуру углублений на моделях или стержневых ящиках. Долбление и в этом случае начинают от рисок контура, чтобы при скалывании древесины не произвести защепа волокон за риской заготовки.
www.stroitelstvo-new.ru
Долбление и резание
Долбление и резание
Подробности Категория: Обработка древесиныДолбление и резание
Долбление древесины выполняют в том случае, если необходимо изготовить шиповые соединения деталей, сквозные и несквозные прямоугольные отверстия.
Инструменты для долбления и резания. К ручному долбежному инструменту относятся долота и стамески. Долота имеют рабочую часть длиной 130, 150 или 160 мм, шириной 6, 8, 10, 12, 15, 18 и 20 мм, толщиной 8, 9 и 11 мм.
Стамески могут быть плоскими и полукруглыми. Плоские стамески делят на толстые и тонкие. Плоские тонкие стамески изготовляют длиной 110 и 120 мм, шириной 12, 15, 18, 20, 25, 30 и 40 мм и толщиной 3 мм. Плоские толстые стамески изготовляют длиной 105, 110 и 120 мм. Стамески шириной 4, 6, 8 мм имеют толщину 3 мм, а стамески шириной 10, 12, 18, 20, 25, 30, 40 мм имеют толщину 4 мм. Полукруглые стамески применяют для обработки выпуклых и вогнутых поверхностей (стамески с наружной заточкой), выдалбливания и зачистки закругленных гнезд и пазов (стамески с внутренней заточкой). Длина рабочей части этих стамесок 105, 110 и 120 мм. Стамески шириной 6, 8 и 10 мм имеют толщину 2,0—2,5 мм, а стамески шириной 12, 15, 20, 25, 30 и 40 мм — толщину 2,5—3,0 мм.
Вы можете посмотреть ниже фрагмент фильма о том, как делают долота и стамески. Полную версию фильма можно скачать здесь и здесь.
Подготовка долбежного инструмента к работе. Она включает в себя следующие операции: заточку и доводку режущей кромки; проверку целостности ручки, наличия на ручке кольца и колпачка.
Угол заострения стамесок равен 18—25°, а долот — 30—40°. Заточку и доводку долбежного инструмента осуществляют так же, как и ножей строгальных инструментов.
Выполнение операции долбления и резания древесины. Перед выполнением данной технологической операции следует разметить заготовку по чертежу. При изготовлении сквозного отверстия разметку производят с обеих сторон заготовки. Разметочные риски должны быть видны после долбления и даже после окончательной зачистки гнезда стамеской.
Для большей надежности крепления и лучшего прижима заготовки используют струбцину, которой заготовку крепят к крышке верстака (рис. справа, а). Заготовка должна быть укреплена прочно и без прогиба. Для предупреждения смятия древесины опорными поверхностями струбцины под них кладут подкладку. Заготовки значительной длины следует крепить несколькими струбцинами.
При долблении сквозных отверстий под заготовку кладут подкладку (дощечку), чтобы не повредить крышку верстака. Часть заготовки с размеченным на ней отверстием должна находиться на крышке верстака.
При долблении нужно стать лицом к верстаку, напротив заготовки, корпус держать прямо, слегка наклонив голову вперед. Ступню левой ноги располагают перпендикулярно крышке верстака. Правой ногой делают полшага назад и ставят ступню под углом 70—80° к левой (рис. справа, б). Долото берут в левую руку, киянку — в правую. Ширина долота должна соответствовать ширине отверстия. Долото держат за ручку на расстоянии 15—20 мм от ее верхнего конца, а киянку — на расстоянии 20—30 мм от нижнего конца.
Последовательности долбления сквозных и несквозных отверстий различны. Несквозные отверстия размечают и долбят с одной стороны. Долбление же сквозных отверстий может проводиться либо только с одной стороны, либо с двух: сначала с одной стороны заготовки (до половины), а затем, повернув ее на 180°, с другой. Такой метод долбления (встречный) применяют при обработке толстых заготовок. Полученные отверстия зачищают стамесками.
Стамесками срезают фаски, строгают и зачищают заготовки (рис. ниже). При выполнении этих работ стамеску берут левой рукой за рабочую часть, а правой за ручку. Правая рука сообщает инструменту направление движения, а левая регулирует направление и толщину стружки.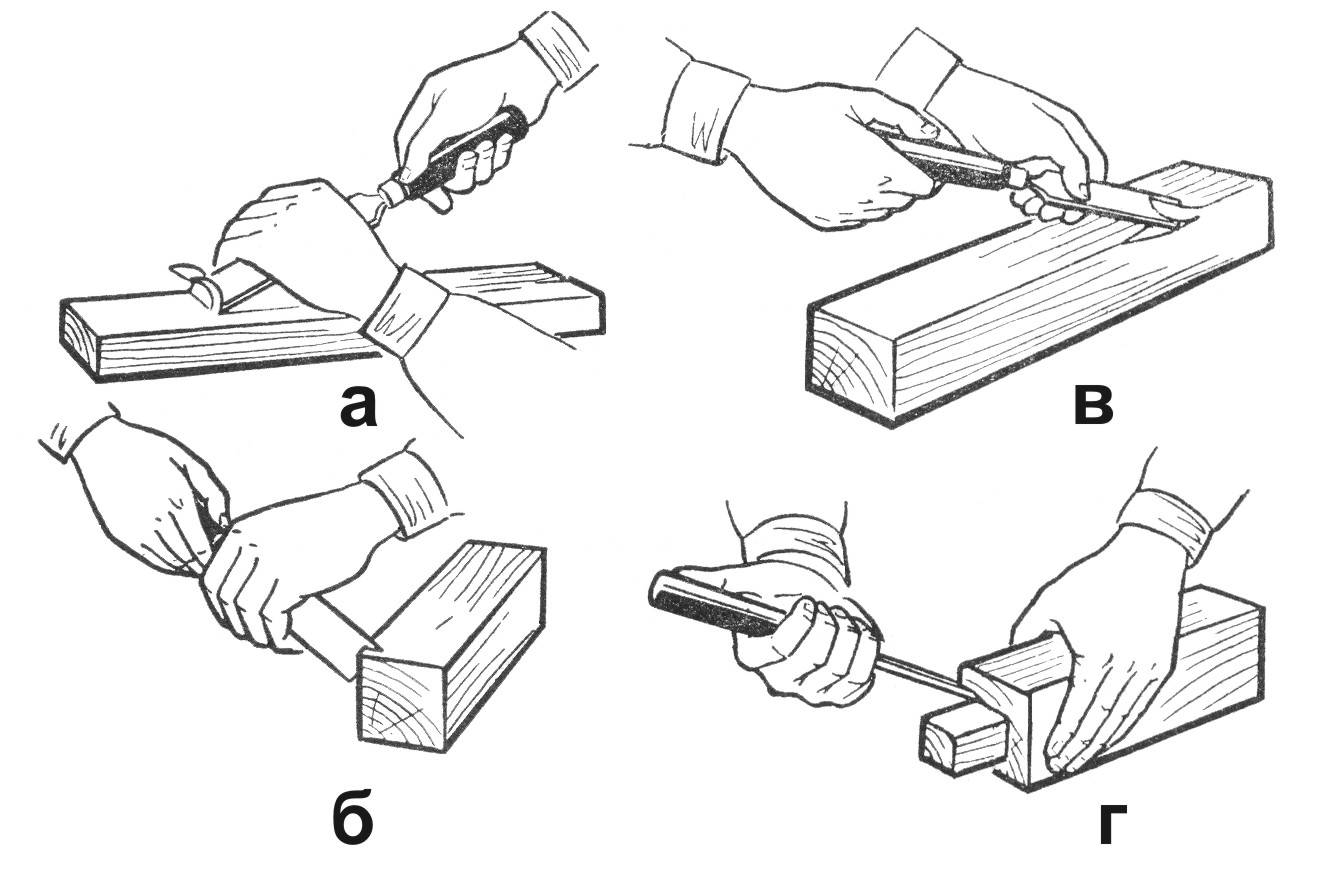
Резание древесины стамеской:
а — строгание; б — срезание фаски на торце; в — срезание фаски вдоль волокон; г — зачистка шипа.
Контроль качества долбления осуществляют различными контрольно-измерительными инструментами. Глубину несквозных отверстий измеряют штангенциркулем. Длину и ширину отверстий проверяют масштабными линейками и штангенциркулями, но наибольшую точность контроля и экономию времени дает использование шаблонов.
При долблении и резании во избежание травматизма следует придерживаться следующих правил.
Работать можно только инструментом, режущая часть которого надежно закреплена в ручке и правильно заточена.
Движение стамески должно осуществляться в направлении от себя.
ЗАПРЕЩАЕТСЯ упирать обрабатываемый материал в любой участок тела.
Передавать режущий инструмент разрешается только ручкой вперед.
ЗАПРЕЩАЕТСЯ класть инструмент на край стола, чтобы избежать ранение ног падающим инструментом.
Инструкционная карта. Долбление и зачистка прямоугольных отверстий.
|
Наименование и последовательность выполнения операций |
Рекомендации по выполнению операций и самоконтролю |
Эскиз |
|
Долбление несквозных отверстий: |
||
|
1. Установить долото поперёк волокон у правой стороны размеченной заготовки |
Фаска долота должна быть обращена внутрь размеченного отверстия, а долото установлено, отступив на 1-2 мм от размеченной риски; угол между обрабатываемой заготовкой и передней гранью долота должен составлять 90º |
|
|
2. Лёгкими ударами киянки по торцу ручки углубить долото в древесину. Вынуть лезвие долота из образовавшегося углубления |
После ударов киянкой лезвие долота перережет волокна древесины и углубится на 3-5 мм (при большей глубине ухудшается качество обрабатываемого отверстия), лёгкими покачиваниями поперек волокон вынуть долото из древесины |
|
|
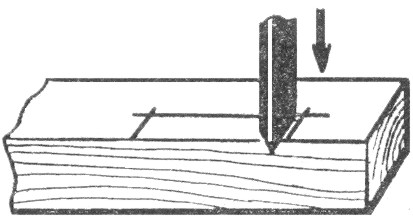
3. Установить долото, расположив лезвие перпендикулярно волокнам древесины с левой стороны размеченного отверстия; перерезать волокна и вынуть долото |
Фаска долота должна быть обращена внутрь размеченного отверстия, отступив на 1-2 мм от линии разметки; слегка ударяя киянкой по ручке долота, его лезвие вводят в древесину на 3-5 мм |
|
|
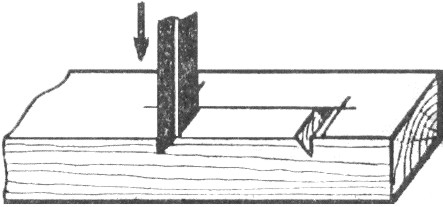
4. Подрезать древесину вдоль волокон |
Фаска стамески должна быть обращена внутрь размеченного отверстия; нажимая правой рукой на ручку стамески, её лезвие вводят в древесину на 3-5 мм, вынув стамеску из древесины, ее устанавливают на новом месте и опять перерезают древесину по линии разметки и т.д. |
|
|
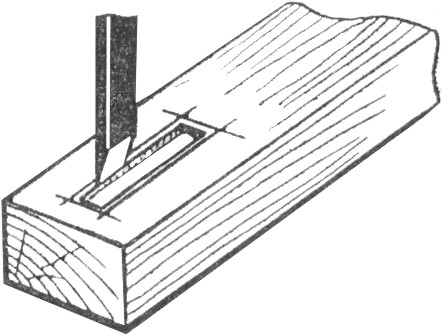
5. Установить фаску долота перпендикулярно волокнам древесины на расстоянии 15-20 мм от первой зарубки (правой, см. эскиз), ударяя по ручке киянкой, а затем, покачивая долото, вынуть древесину и, таким образом, продолжить долбление до середины размеченного отверстия |
Фаска долота должна быть установлена к середине размеченного отверстия. Толщина срезаемой стружки должна составлять 2-3 мм. Порезанная часть древесины вынимается, используя долото в качестве рычага |
|
|
|
||
|
6. Установить фаску долота перпендикулярно волокнам древесины на расстоянии 15-20 мм от второй зарубки (левой).
Подрезать волокна и вынуть стружку.
Срезать долотом оставшуюся часть древесины, используемую в качестве опоры долота на 5-м и 6-м этапах обработки. Для получения гнезда определенной глубины необходимо выполнить те же операции, что и при снятии первой стружки |
Фаска долота должна быть установлена к средней (невырезанной) части размеченного отверстия; толщина срезаемой стружки не более 2-3 мм. Подрезанную часть древесины вынимают, используя долото в качестве рычага. Установить долото на дно гнезда и, легко ударяя киянкой по ручке, срезать серединку, вынуть стружку. Толщина стружки может быть увеличена до 5-10 мм Помните! Срезание более толстой стружки ускоряет выполнение операции долбления, но ухудшает качество поверхности стенок отверстия |
|
|
|
||
|
|
||
|
Зачистка гнезда стамеской: |
||
|
1. Взять стамеску правой рукой за ручку, а левой за рабочую часть |
Правая рука сообщает инструменту прямолинейное движение, а левая регулирует направление и толщину стружки |
|
|
2. Зачистить стенки гнезда |
При резании стамеской, обращенной к поверхности резания плоскостью полотна, задний угол между плоскостью полотна и поверхностью резания должен быть 0-3º; сообщая рабочее движение стамеске, зачистить гнездо Помните! Резание значительно облегчается, а поверхность получается чище, если стамеску двигать под небольшим углом к направлению волокон |
|
|
3. Зачистить дно гнезда |
Установить стамеску фаской к поверхности обработки; задний угол между фаской и поверхностью должен составлять 3-5º; зачистить поверхность. Толщина срезаемой стружки при черновой обработке 2-3 мм, при окончательной зачистке 0,5-1 мм; выдолбленное и зачищенное гнездо не должно быть суженным книзу, так как конец шипа, попадая в зауженную часть, будет сжиматься и выдавливаться обратно |
|

Инструкционная карта. Дефекты долбления и резания древесины станками.
|
Дефект |
Причины появления |
Способы устранения и предупреждения |
|
1. Отщепы и выколы |
Древесина не подрезана по контуру (разметке) отверстия |
Провести подрезку древесины по разметке отверстия |
|
Слабый прижим обрабатываемой заготовки к подкладке при долблении сквозного отверстия |
Плотно прижать заготовку к подкладке
|
|
|
Долбление сквозного отверстия осуществлялось с одной стороны |
Долбление отверстия проводить методом встречного долбления |
|
|
2. Смятие отверстия |
Долото поставлено по линии разметки |
Установить долото, отступая от линии разметки внутрь на 1-2 мм |
|
Скос долота обращен за пределы отверстия |
Скос долота установить в сторону отверстия |
|
|
Плохо заточено долото, волокна древесины не срезаются, а сминаются |
Заточить или заменить инструмент |
|
|
3. Не выдержана ширина отверстия |
Ширина долота не соответствует требуемому размеру отверстия |
Правильно подобрать долото |
|
4. Ворсистость, мшистость стеной отверстия |
Зачистка отверстия осуществляется затупленной стамеской. Волокна древесины не перерезаются, а сдавливаются, сминаются и вырываются |
Заточить или заменить стамеску |
technologys.info
инженер поможет - приспособления для долбления
Промышленные предприятия, где изготовление шиповых соединений является составной частью единого процесса серийного производства, оснащены высокопроизводительным оборудованием для работы в напряженных режимах.
Такие специализированные станки слишком дороги, но можно использовать значительно более дешевые долбежные приспособления хорошего качества, которые в качестве насадок устанавливаются на машины с другой специализацией, например сверлильные или строгальные станки. Многие любители столярного дела с удовольствием и пользой применяют такую оснастку в своей работе.
насадка с полым долотом
Сверльный станок можно использовать для изготовления пазов и гнезд, установив в его патроне долбежную насадку с полым долотом. В приспособление входит специальное шнековое сверло, проходящее внутри квадратного полого долота с четырьмя режущими кромками.
При вхождении его в древесину насадка вырезает отверстие строго квадратного сечения, при этом шнековое сверло выбирает отход немного впереди долота, который срезает остатки для получения квадратного гнезда. Чтобы вырезать длинный прямоугольный паз или гнездо, сдвигайте заготовку между рабочими ходами долота. В промышленности применяются большие полые долота, а для домашнего использования выпускаются насадки с возможностью установки долот со стороной квадрата 6- 18 мм.
Выполнение гнезд долбежной насадкой с полым долотом
Установите глуби ну хода сверлильного станка с учетом требуемой глубины гнезда. Опустите рабочий орган, чтобы он вырезал квадратное отверстие вплотную к одному краю паза, затем сдвиньте заготовку и выполните второе квадратное отверстие у другого края паза. Затем выберите отход между ними несколькими ходами долота.
Опускайте долото уверенно и равномерно. Не пытайтесь ускорить темп долбежки при работе с твердыми породами, так как небольшие долота могут расколоться под давлением. Но и не затягивайте процесс, чтобы долото не перегрелось из-за трения между ним и шнеком сверла. Если выбирается сквозной паз, под заготовку необходимо подложить оструганную деревянную подложку. Это не только предотвратит контакт долота с металлическим столом станка, но и убережет нижнюю сторону заготовки от расщепления при выходе долота из материала. В качестве технологической альтернативы можно вырезать паз, переворачивая заготовку, с обеих ее сторон.
Заточка шнекового сверла и долота
Долбежные шнековые сверла, так же как и обычные шнековые сверла для ручного коловорота, затачиваются маленьким напильником, или надфилем. Четыре режущие кромки квадратного долота затачиваются одновременно с помощью специального инструмента, похожего на зенкер, но с центральным направляющим кончиком, который удерживает инструмент по центру долота. Долото затачивается посредством вращения этой точильной насадки, установленной в патроне коловорота. Для каждого долота требуется соответствующий ему точильный инструмент.
Фрезерная насадка
Фрезерная насадка включает в себя горизонтально устанавливаемую фрезерную головку для выполнения одинаковых операции. Это приспособление использует при вод другой машины - в частности, строгального или универсального станка - и устанавливается в патрон на конце ножевого блока. Патрон, аналогичный патрону электродрели, может принять головки диаметром 6 - 16 мм с двумя режущими кромками, одна из которых иногда зазубрена. Долбежный стол, на котором фиксируется заготовка, монтируется рядом с патроном.
Стол перемещается в стороны относительно неподвижно расположенного патрона, а также вперед и назад для установки глубины долбления. Стол может выставляться и по высоте, а регулировочные ограничители высоты устанавливают границы его перемещения. Таким образом регулируется длина и глубина п аза. Движение стола в стороны, а также в перед и назад управляется соответствующими рычагами.
Работа фрезерной насадкой
Выбирайте паз поэтапно, каждый раз углубляясь в материал за один проход на глубину не более одного диаметра фрезы. Попытка резать глубже приводит к не приемлемой нагрузке на резец, который может сломаться под воз действием бокового давления. Выбрав паз, можно придать прямоугольную форму его граням с помощью стамески либо закруглить напил ьни к о м и л и шлифовальной машиной края ответного шипа. Выполнение шипов с помощью долбежных приспособлений Можно убрать отход с обеих сторон шипа с помощью фрезерной головки, но, поскольку она будет контактировать с древесиной только одной стороной, следует подавать заготовку навстречу направлению вращения резца.
Меры безопасности
Соблюдение всех правил безопасности поведения в механической мастерской делает работу насадкой с полым долотом абсолютно безопасной, но при использовании строгального станка с фрезерной насадкой для выборки пазов необходимо задействовать ограждения машины, чтобы предотвратить серьезные несчастные случаи.
• Перед использованием фрезерной насадки всегда закрывайте ножи станка мостовым ограждением.
• Патрон насадки для пазов обычно ограждается элементами конструкции ко пуса станка или ограждением на болтах. Однако сразу по окончании намеченной серии операций демонтируйте фрезерную головку.
Источник: Библия работ по дереву / А. Джексон, Д. Дэй; пер. с англ. Ю.Е.Суслова.- Москва: АСТ: Кладезь, 2015. - 320 с. [ил.] - (Мастер Золотые руки).
engcrafts.com
Долбежный станок по металлу – принцип работы, как сделать своими руками
Долбежный станок, предназначенный для работы по металлу, является оборудованием, с помощью которого можно обработать труднодоступные места в металлических деталях. Основным назначением подобного оборудования, которое относится к категории узкоспециализированного, является создание элементов различного профиля, что осуществляется за счет выемки металла. Наряду с профессиональными, существуют и самодельные станки подобного типа, но принцип их работы практически не отличается.

Долбежный станок ГД-200
Особенности станков долбежного типа
И профессиональные, и самодельные долбежные станки состоят из одинаковых конструктивных элементов, которые и позволяют такому оборудованию эффективно выполнять все возложенные на него функции. Основой любого долбежного станка является станина, на которой крепятся его остальные конструктивные элементы: рабочий стол, долбяк — инструмент с острыми зубьями, кулисный механизм, коробка подач, привод, который может быть механическим, электрическим и гидравлическим.
Гидравлическим приводом оснащаются серийные долбежные станки, которые считаются профессиональным оборудованием. Работать на таком, более совершенном оборудовании, за счет наличия гидравлического привода значительно проще и удобнее. Самодельный станок для долбления металла имеет более простую конструкцию, но при этом способен успешно справляться со многими технологическими операциями.
Принцип работы долбежного станка продемонстрирован на видео:
В конструкции профессиональных долбежных станков имеется еще ряд важных элементов: охлаждающая система, системы, отвечающие за управление оборудованием и обеспечение бесперебойной работы всех узлов устройства. Гидропривод станка размещается внутри его станины, а программирование его работы при помощи специальной системы позволяет ползунку, который и совершает возвратно-поступательные движения, выполнять их по точно заданным параметрам.
Долбежный станок по металлу позволяет выполнять целый перечень технологических операций: формирование шпоночных пазов, канавок и шлицев на поверхностях как плоского, так и фасонного типа, получение вырезов и канавок в цилиндрических и конических отверстиях. Использовать такой станок можно для обработки внешних поверхностей, высота которых не превышает 320 мм, а также внутренних с глубиной не более 250 мм.
Перемещение рабочего стола данного оборудования может обеспечиваться при помощи ручной или механической передачи, а также выполняться по прямой линии или по кругу, что дает возможность выполнять на таком станке обработку зубчатых колес и других деталей из металла круглой формы. В отличие от профессионального, самодельный станок может выполнять обработку деталей только в двух плоскостях, что значительно уменьшает его функциональность.
Принцип работы долбежного станка
Обработка деталей из металла на долбежном станке осуществляется за счет возвратно-поступательного движения, которое в вертикальной плоскости совершает ползун и закрепленный в нем резец. Рабочая подача заготовки осуществляется за счет движения стола, на котором она закреплена.
Долбежный станок может работать в двух основных режимах: простом и сложном. При простом режиме заготовка из металла обрабатывается в упор, и резец, перемещаясь на требуемые расстояния, создает ряд отверстий, не отличающихся своими формами и размерами. Сложный режим предполагает обработку отверстий под углом и труднодоступных поверхностей, расположенных во внутренней части заготовок. Выполнить такие операции можно только на профессиональном оборудовании. Станок, сделанный своими руками, для них не приспособлен.
Долбежные станки, сделанные своими руками, оптимально подходят для оснащения небольших производств и частных мастерских, где с их помощью можно обрабатывать заготовки из цветных и черных металлов. Для крупных производств необходимо уже профессиональное оборудование, нередко оснащенное числовым программным управлением (ЧПУ).
Составить представление о том, как выглядят долбежные резцы для соответствующих станков, можно по фото ниже:

Резцы долбежные
Основные модели станков
Наиболее популярной и распространенной моделью долбежного станка по металлу является «ГД», которая представлена сериями 200 и 500. Более современным и функциональным является долбежный станок модели S315TGI, который также очень популярен у отечественных производителей. Такой станок, в отличие от более простых моделей и устройств, изготовленных своими руками, позволяет эффективно выполнять большой перечень технологических операций по металлу.
При выборе серийных долбежных станков нельзя просто ориентироваться на рекламные видео, следует учитывать ряд важных параметров. Одним из важнейших характеристик является максимальная высота заготовки, которую можно обрабатывать на станке. Значимыми параметрами такого станка по металлу также являются: мощность, размеры инструмента и возможность его регулировки, наличие продольного и поперечного хода, допустимый угол наклона и параметры скорости движения долбяка. При выборе такого станка также следует обращать внимание на его габариты и вес, влияющие на его устойчивость и удобство обслуживания, на комплектацию дополнительными устройствами, которые значительно увеличивают функциональность устройства.

Станок ГД-500
Делаем долбежный станок своими руками
Чтобы изготовить своими руками самодельный долбежный станок, как минимум, необходим его чертеж. Любое подобное оборудование, по сути, является вертикально-строгальным станком с ручным приводом. Все конструктивные элементы такого станка размещаются на массивном основании (350х350х20 мм), которое одновременно является и его рабочим столом.
На основании такого самодельного станка фиксируется стойка, изготовленная из стального стержня диаметром 40 мм и высотой 450–500 мм. По всей высоте стойки прорезан продольный паз, а на одном из его концов выполнена проточка, которая необходима для его соединения с фланцем. Такой фланец, который представляет собой массивную шайбу с одним центральным отверстием и тремя крепежными, расположенными по его окружности, необходим для обеспечения надежного крепления стойки к основанию. Стойка вставляется во фланец своим проточенным концом и надежно фиксируется в нем при помощи сварного соединения, а сам фланец крепится к основанию станка при помощи резьбового соединения.
Чертежи ручного долбежного станка, с помощью которого можно прорезать шлицы и пазы:

Самодельный долбежный станок
 Общая схема станка
Общая схема станка 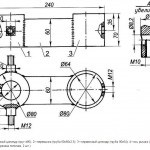 Консоль
Консоль  Оправка-резцедержатель
Оправка-резцедержатель 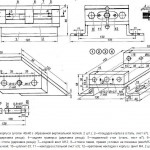 Суппорт
Суппорт
На консоль насаживаются державка и консоль, между которыми устанавливается пружина сжатия. Достаточно сложным устройством является консоль, конструкция которой состоит из двух полых цилиндров: оправочного и стоечного, при помощи сварки соединенных перемычкой (квадратная труба сечением 60х60х2,5). В каждом из цилиндров делается отверстие с резьбой М12, которые необходимы для фиксирующего винта, удерживающего консоль от проворачивания (в стоечном цилиндре) и для установки стопорного винта в оправочном цилиндре. С двух противоположных сторон стоечного цилиндра необходимо приварить оси для рычагов подачи инструмента, которые изготавливаются из полушпилек или винтов с резьбой М12.
Сами рычаги и тяги такого самодельного долбежного станка изготавливаются из стальной полосы с размерами 30х8 мм. Скрепленные между собой шарнирно болтами-осями, рычаги и тяги надеваются на оси оправочного цилиндра и державки.
Следует сразу отметить, что на долбежном станке, изготовленном своими руками, за один проход можно осуществлять обработку детали из металла на глубину 0,2–0,3 мм.Отдельно стоит рассказать о суппорте такого станка, который внешне напоминает машинные тиски. Заготовки из металла, которые предстоит обрабатывать, крепятся в трехкулачковом токарном патроне, смонтированном на верхней подвижной площадке суппорта. С помощью такого суппорта, который надежен и прост в эксплуатации, обеспечивается подача заготовки по отношению к режущему инструменту на глубину обработки.
Пример еще одной самоделки, сделанной собственными силами:
 Общий вид станка
Общий вид станка 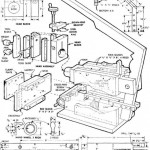 Схема станка
Схема станка 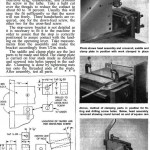 Некоторые детали
Некоторые детали
На видео ниже представлен вариант самодельного долбежного станка с электроприводом:
Оценка статьи:
 Загрузка...
Загрузка... Поделиться с друзьями:
met-all.org