Производство и изготовление свай. Изготовление жб свай
Производство и изготовление свай
СК "Установка Свай" поставляет железобетонные сваи и шпунт всех распространенных типоразмеров. Реализуемая нами продукция изготовлена согласно требованиям ГОСТ и сопровождается всеми необходимыми сертификатами качества. Чтобы заказать ЖБ сваи и шпунт свяжитесь с представителями нашей фирмы по указанным на сайте контактным телефонам либо заполните форму "Оставить заявку", и мы сами вам перезвоним. На данной странице представлена технология производства свайных изделий. Мы рассмотрим классификацию свай и шпунта, этапы из изготовления и требования, которым должны отвечать готовые конструкции. При возведении любых видов строений, будь то мост, коттедж или забор, прежде всего, должен быть заложен фундамент. Особенно это касается свайных фундаментов для строительства с насыщенным водой или осыпающимся грунтом. Некоторые типы свай могут применяться для создания ограждений, к примеру: шпунтовые сваи используют для ограждения строительных площадок и создания водных заграждений.
При проектировании строительства или перед монтажом какой-либо конструкции, необходимо правильно выбрать вид свай, которые будут использоваться, учесть ограничения и возможности данного участка (возводимого строения). Далее необходимо выбрать поставщика и заказать необходимое количество материала, при этом не забывая, что сваи в грунт нужно вводить с помощью определённого инструмента.
Рассмотрим производство свай
По методу применения сваи можно поделить на 2 типа: собственно для фундамента и шпунты (шпунтовые сваи), которые представляют из себя желоба из стали толщиной от 9.5 до 21 мм, крепящиеся друг к другу краями, загнутыми специальным способом. Из последних создают разные типы заграждений (в том числе и гидробарьеры).
 Для производства свай используются различные материалы: дерево, металл, бетон, а в некоторых случаях их комбинирование. Сегодня существуют и кустарные методы производства свай разных конструкций, но в качестве все же выигрывают крупные предприятия, используя промышленное оборудование для производства свай.
Для производства свай используются различные материалы: дерево, металл, бетон, а в некоторых случаях их комбинирование. Сегодня существуют и кустарные методы производства свай разных конструкций, но в качестве все же выигрывают крупные предприятия, используя промышленное оборудование для производства свай.
Классификация свай
Если классифицировать производство свай по используемым материалам, представлены следующие:
- Деревянные сваи применяются для мягких грунтов, где использование более дорогих (жби и металлических) свай нецелесообразно. Для создания этого типа свай используется сосна из-за своей малой подверженности коррозии. Конец изделия, который забивается в грунт, затачивается в виде конуса, а легкое вхождение в почву обеспечивает использование конусообразных стальных насадок.
- Сваи ЖБИ (железобетонные сваи) – основной тип свай для укрепления и строительства фундаментов в России. Этот тип изделий отличается комбинированием материалов при создании, что обеспечивает долговечность конструкции. Создания железобетонных свай начинается с создания каркасов из арматуры, которые заливаются бетоном. Однако перед выбором этого типа поддерживающей конструкции нужно учитывать, что сваи жби устанавливаются забиванием с помощью молота, при этом на грунт и соседние объекты производится динамическое воздействие, что может привести к нежелательным последствиям.
- Металлические сваи – получаются легче бетонных и, что самое главное, существует возможность создания винтовых фундаментных свай, которые можно использовать до 6 циклов. Минус такого изделия в его подверженности коррозии.
Классификация свайных конструкций по методу монтажа
- Винтовые сваи – удобный тип сваи, который, как шуруп, закручивается в грунт. Благодаря такому методу монтажа, изделие не деформируется и входит в грунт, в отличие от набивных, не создавая динамического воздействия на окружающие строения.
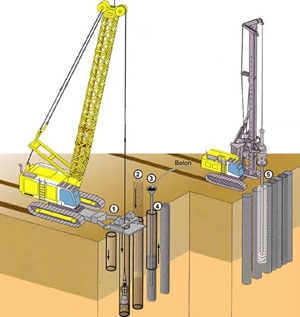
- Буронабивные сваи - разновидность железобетонных свай. Они исполняются с помощью металлических труб, которые погружают в грунт с помощью бурения, виброусадки, вкручивания или забивания. После того, как конструкцию из труб сделают нужной длины, изнутри вычищают грунт, вставляют специальный каркас, сделанный из арматурних прутьев и проволоки, затем заливают бетоном. После того как бетон застыл, производится демонтаж оболочек, а на верхнем конце получившегося изделия делают головку. Таким способом, изготовление свай можно производить прямо на стройплощадке, что намного удобнее.
- Забивные сваи могут быть: из труб, дерева, железобетона и шпунтовые. Этот тип свай должен обладать определенной ударопрочностью для того, чтобы быть забитыми в грунт без деформации.
Производство шпунта ларсена (л5)
 Отдельным видом свай являются л5 (шпунт), на которых хотелось бы отдельно остановить внимание. Дело в том, что производство шпунта ларсена в нашей стране началось в 1900 году. И этот удобный вид свай применяется даже при возведении дамб, мостов и водоотводов. Благодаря необычной конструкции и замкам на «крыльях», сваи образуют плотную стену с отличной гидроизоляцией.
Отдельным видом свай являются л5 (шпунт), на которых хотелось бы отдельно остановить внимание. Дело в том, что производство шпунта ларсена в нашей стране началось в 1900 году. И этот удобный вид свай применяется даже при возведении дамб, мостов и водоотводов. Благодаря необычной конструкции и замкам на «крыльях», сваи образуют плотную стену с отличной гидроизоляцией.
- Габариты: длина 5-22 метра, полезная ширина (между боковыми пазовыми замками) - 42 см, толщина центральной стенки - 11 мм, толщина боковых стенок - 21 мм;
- Вес: погонный метр - 100 кг; квадратный метр - 240 кг;
- Удельное сопротивление готовой шпунтовой стенки - 2960 см3/м;
- Момент инерции 1 п.м. стенки - 51000 см4/м.
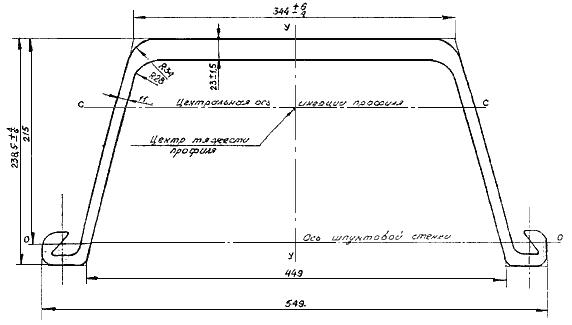
Рис.: Схема конструкции шпунта Ларсена Л5
Шпунт Ларсена Л5 изготавливается из стали марок СТ3СП и 16ХГ (легированная), соответствующих 245 классу прочности. От других типов шпунта Л5 отличается большей жесткостью, что позволяет использовать его в качестве опорно-несущих элементов при строительстве мостов, пирсов и гидротехнических сооружений.
Важно: технология производства шпунта Л5 зависит от марки стали, из которого изготавливается конструкция. Шпунт из легированного металла 16ХГ производится методом холодной штамповки, из стали СТ3КП - горячекатаным методом.

Рис.: Шпунт Ларсена Л5
При реализации горячекатаного метода литая металлическая заготовка (сляб) разогревается в доменной печи до температуры, при которой металл получает повышенную пластичность. Конкретный температурный режим зависит от маки используемой стали.
После нагрева заготовка перемещается на прокатный станок, состоящий из системы валов. Разогретый металл пропускается через валки, которые обжимают заготовку и придают ей требуемую толщину и форму. После прокатки шпунтина подлежит химической очистке в емкости с раствором хлорводорода, в процессе которой удаляются образовавшиеся при нагреве стали окалины.
Далее на обрезочной линии выравниваются боковые кромки шпунта, которые после прокатки имеют неровную форму, и изделие перемещается на механизированную сварную линию, где к заготовке привариваются пазовые замки. Для стыковки замков и профиля применяется сварка под флюсом в газовой камере, после чего изделие проходит ультразвуковой контроль качества сварного шва.

Рис.: Завод по производству шпунта Л5
Последний этап производства шпунта перед итоговой приемкой - антикоррозийная обработка и нанесение консервационной смазки. В процессе приемки шпунта проверяется:
- Геометрические размеры - сечение и длина;
- Отсутствие перекоса торцевых кромок;
- Кривизна профиля по длине;
- Однородность толщины защитного покрытия;
- Дефекты сварных соединений;
- Соответствие фактических прочностных характеристик изделия требуемым.
Производство железобетонных свай
Требования к технологии изготовления, контролю качества и хранению ЖБ свай приведены в нормативном документе ГОСТ №19804 "Сваи забивные из железобетона".Типовая забивная свая состоит из двух элементов - арматурного каркаса и бетонного тела. Каркас из арматуры завод-изготовитель может производить самостоятельно либо приобретать у предприятий, специализирующихся на металлопрокате.

Рис.: Производство армокаркаса для ЖБ свай
Арматурные каркасы в зависимости от конфигурации классифицируются на продольные и пространственные. Для сборки каркаса используется арматура из стали серии ХГ2 и Г2С, применяются стержни диаметром 12-20 мм. с гладкой и рифленой поверхностью.
Для формирования тела сваи применяется бетон марки М200 и М300 с заполнителем из мелкофракционного гранитного щебня. Используемый бетон должен соответствовать установленным ГОСТ требованиям по классу морозостойкости и гидрофобности.
Изготовление свай осуществляется в специальных металлоформах, конструкция которых представлена на изображении 1,5.
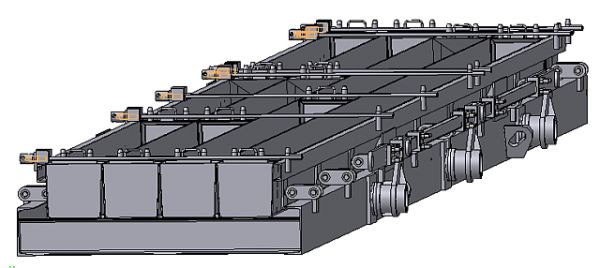
Рис.: Металлоформа для свай
Важно: металлоформа имеет торцевые и регулируемые продольные борты. Высота и расстояние между продольными бортами определяет сечение изготавливаемой железобетонной конструкции. На опалубке размещены зацепы, использующиеся для строповки и перемещения формы в пропарочную камеру. К опалубке подключается вибрационный привод, посредством которого осуществляется уплотнение бетонной смеси.
Технологический процесс производства железобетонных свай состоит из следующих этапов:
- Металлоформа подготавливается к работе, ее поверхность обрабатывается Эмульсолом - смазывающим материалом, за счет которой уменьшается сцепления бетона с стенками формы;
- В отсеки опалубки устанавливаются готовые арматурные каркасы, которые фиксируются в посадочных гнездах, расположенных на торцевых стенках формы. Каркас должен быть удален от стенок сваи так, чтобы обеспечивался защитный слой бетона толщиной 3-5 см;
- Производится заполнение металлоформы бетонной смесью и последующее уплотнение бетона вибрированием опалубки;
- Посредством крановых механизмов форма подается в пропарочною камеру, где под воздействием высоких температур происходит ускоренное отвердевание бетона;
- Набравшие требуемую прочность сваи вынимаются из опалубочной конструкции, проходят проверку качества и перемещаются в склад готовой продукции.

Рис.: Цех по производству ЖБ свай
Существуют сваи, изготовленные по технологии предварительного напряжения. При их производстве установленный в металлоформу армокаркас растягивается с помощью гидравлических домкратов, после чего в опалубку заливается бетон и выжидается время его частичного отвердевания. После схватывания смеси натяжение арматуры ослабляется, каркас принимает исходную форму и вместе с сжатием арматуры уплотняется схватившийся с ее стенками бетон, который получает максимально возможную плотность.Заказ доставки ЖБ свай на стройплощадку
СК "Установка Свай" готова осуществить поставку свай на строительные объекты в пределах Москвы и региона. Мы берем на себя выполнение всех работ по транспортировке, разгрузке и складированию свай на площадке.Перевозка железобетонных конструкций выполняется полноприводным тягачами КАМАЗ, укомплектованными низкорамными прицепами. Машины обладают высокой проходимостью, они способны преодолевать сложную пересеченную местность и добираться на удаленные от города объекты.
Важно: мы реализуем и доставляем сваи и шпунт всех распространенных типоразмеров по ценам, ниже среднерыночных. Качество продукции проверено на практике - наша компания занимается обустройством свайных фундаментов используя те же сваи, что предлагает к продаже.
Для сотрудничества с СК "Установка Свай" заполните форму "Отправить заявку" либо свяжитесь с представителями компании по контактным телефонам. Мы гарантируем, что взятые фирмой обязательства будут выполнены быстро и качественно!
Полезные материалы

Свяжитесь с нами и мы поставим сваи
Наша компания занимается поставкой и забивкой свай, как железобетонных, так и винтовых. Мы произведём свайно фундаментные работы. Работаем в Московском регионе.
Обращайтесь!
Наша компания поставляет сваи и сваебойную технику - обращайтесь, поможем!
ustanovkasvai.ru
Технология производства железобетонных свай
 Если вы представляете себе процесс изготовления бетонных сооружений (от фундаментов до стен и столбов), то с производством железобетонных свай у вас не возникнет сложностей. По сути, это такие ЖБИ, как и фундамент: для их изготовления требуется только опалубка, бетон в виде раствора и арматура. Изготовление свай осуществляют как на специальных площадках (полигонах) заводов, так и на строительных площадках, в полевых условиях.
Если вы представляете себе процесс изготовления бетонных сооружений (от фундаментов до стен и столбов), то с производством железобетонных свай у вас не возникнет сложностей. По сути, это такие ЖБИ, как и фундамент: для их изготовления требуется только опалубка, бетон в виде раствора и арматура. Изготовление свай осуществляют как на специальных площадках (полигонах) заводов, так и на строительных площадках, в полевых условиях.
На заводах используют специальные формы, где устанавливают арматурный каркас и куда заливают бетонный раствор. Благодаря форме продукция получает гладкую и ровную поверхность. Сами каркасы на заводах изготавливают с помощью автоматических станков, а бетон укладывают и трамбуют с помощью насосов и вибромашин. Для того, чтобы бетон затвердел быстро, применяют пропарочные камеры.
Если производство осуществляется в полевых условиях, арматурный каркас необходимо изготовить заранее, а перед заливкой - очистить от ржавчины и грязи. Существуют и другие особенности изготовления жб свай в полевых условиях.
Особенности производства на строительной площадке
Изготовление арматуры под сваи
Арматуру вяжут заранее, на специальных козлах. В начале берут два стрежня, которые будут находиться по углам каркаса. На них с помощью проволоки фиксируют по два хомута. Между ними устанавливают дополнительные. К хомутам прикрепляют другие стержни. Готовую сетку обвязывают спиральной арматурой. Концы приваривают.
После изготовления каркас отправляют на хранение или используют.
Установка в каркасе
В готовую опалубку помещают каркас. Для того, чтобы металл не проржавел слишком быстро, его подвешивают над дном опалубки. Так создают защитный слой, который предотвратит попадание влаги на арматуру. К каркасу нужно прикрепить петли, с помощью которых впоследствии сваи можно будет поднимать и переносить с места на место. Для петель используют арматуру диаметром до 22 мм, устанавливая с двух сторон от центра сваи.
Бетонирование
Сваю нужно залить бетоном за один раз. Перерывы приведут к ослаблению будущей конструкции. Смесь укладывают снизу вверх, трамбуя вибромашиной. После того, как свая затвердеет, на ее поверхности нужно указать дату изготовления и номер.
Тестирование
При полевом производстве технология изготовления раствора может быть незначительно нарушена, поэтому одновременно с ними создают контрольные образцы. Это кубики одинаковых размеров, которые в последующем проверяют на прочность. Они позволяют получить объективные данные о технических характеристиках свай.
Твердение
 В заводских условиях для ускорения производства используют пропарочные камеры. В полевых, как правило, обходятся естественным затвердеванием. Его скорость зависит от температуры воздуха и уровня влажности. Важно, чтобы эти показатели были нормальными (+15 - +25 градусов по Цельсию, средняя влажность). Если день слишком жаркий, сваи покрывают опилками или другим аналогичным материалом. Чтобы они не растрескались раньше времени, нужно регулярно поливать их водой.
В заводских условиях для ускорения производства используют пропарочные камеры. В полевых, как правило, обходятся естественным затвердеванием. Его скорость зависит от температуры воздуха и уровня влажности. Важно, чтобы эти показатели были нормальными (+15 - +25 градусов по Цельсию, средняя влажность). Если день слишком жаркий, сваи покрывают опилками или другим аналогичным материалом. Чтобы они не растрескались раньше времени, нужно регулярно поливать их водой.
При низких температурах (ниже +5 градусов) сваи нельзя просушивать под открытым небом. Производитель использует электропрогрев или пропарочные камеры.
Производство свай не требует много времени и особого оборудования. Но за качеством и прочностью производителю нужно следить в любом случае. От этого зависит срок службы будущего строения.
18 июня 2017
asm-svai.ru
Изготовление железобетонных свай
На заводах и полигонах для изготовления свай применяется металлическая опалубка — формы, обеспечивающие чистоту поверхности бетона при многократной их оборачиваемости; арматурные каркасы монтируются на специальных станках-автоматах, оборудованных аппаратом для точечной приварки хомутов; укладка бетона и его уплотнение производятся механизированным способом. Наличие пропарочных камер позволяет ускорить процесс твердения бетона.
На небольших объектах и сооружениях, удаленных от крупных промышленных центров, строителям приходится заготовлять производить сваи из железобетона своими силами на полигоне или непосредственно на площадке.Арматурный каркас для сваи должен быть изготовлен заранее на арматурном дворе. Перед употреблением в дело арматурная сталь очищается металлическими щетками от грязи и ржавчины; на верстаке отгибаются концы стержней.
Арматурные каркасы вяжутся на козлах в такой последовательности: сначала на козлы укладываются два угловых стержня, затем на них навешиваются и закрепляются вязальной проволокой два хомута, в промежутке между крайними хомутами устанавливаются еще несколько хомутов через 1,2—1,5 м; после этого заводятся и привязываются к хомутам остальные стержни; в заключение наматывается и прикрепляется спиральная арматура и приваривается острие сваи.
Готовые каркасы отправляются на склад или укладываются в опалубку. Для создания защитного слоя каркасы несколько приподнимаются над настилом и подвешиваются к планкам, уложенным поверх щитов опалубки.
До бетонирования свай должны быть установлены и закреплены к арматурным каркасам петли, служащие для захвата свай при подъеме и транспортировании. Петли изготовляют из отрезков арматуры толщиной 19—22 мм и ставят на расстоянии 0,2 L от концов сваи, где L — длина сваи.
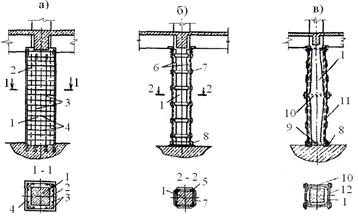
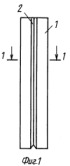
Рис. 1. Железобетонные шпунтовые сваи;а — общий вид; б — арматура нижней части сваи; в — арматура головной части; где — сечения сваи внизу, в средней части и у головы
Каждая свая должна бетонироваться в один прием без перерыва; бетонная смесь укладывается от острия к голове и уплотняется вибраторами. По окончании бетонирования на поверхность каждой сваи наносится номер и дата изготовления.Одновременно с бетонированием обязательно изготовляются контрольные образцы бетона в виде стандартных кубиков, испытанием которых через 7, 14 и 28 дней определяют фактическую прочность свай.
Для твердения смеси в производстве железобетонных свай необходимо обеспечить нормальный температурный режим и влажность. В жаркие дни сваи должны быть покрыты рогожей или слоем опилок и обязательно политы водой во избежание пересыхания бетона и появления в сваях трещин. При температуре ниже +5° бетонирование на открытом воздухе обычным способом не допускается. Для ускорения твердения бетона применяют пропаривание или электропрогрев.
Шпунтовые железобетонные сваи нашли широкое применение при строительстве набережных, укреплении берегов, а также для ограждения котлованов. Очертания железобетонных шпунтовых свай, как правило, такие же, как очертания деревянных Ширина свай колеблется от 50 до 60 см, толщина — от 10 до 50 см, а длина — от 6 до 20 м. На рис. 1 приведена конструкция шпунтовой сваи с трапецеидальной формой паза и гребня. Толщина и высота гребня должнабыть меньше ширины и глубины паза, чтобы при вхождении гребня в паз оставались зазоры по 5 мм. Острие шпунтовой сваи имеет длину, равную полуторной ширине сваи.
Шпунтовые сваи армируются подобно одиночным. Разница заключается в том, что поперечная арматура всегда устраивается из хомутов, так как паз и гребень не позволяют обмотать продольные стержни, находящиеся них. Гребень армируется отдельной спиралью или выступами хомутов. Для шпунтовых свай сохраняют свою силу данные, приведенные выше для одиночных свай о подъемных петлях, о марке бетона и т. д.Железобетонные шпунтовые сваи так же, как и деревянные, забиваются гребнем вперед.
www.masterovoi.ru
Бетонные сваи для фундамента своими руками
Железобетонные сваи для строительства частного дома применяют при благоприятных условиях грунта и климата. Если соблюдать эти условия, то конструкция получится надежной, при этом стоимость и длительность работ будут меньше, если сравнивать с ленточным фундаментом. Прочитав эту статью, вы узнаете, как своими руками изготовить винтовые сваи для основания.
ВНИМАНИЕ ! Материал дан для ознакомления, в процессе изготовления свай должен участвовать профессиональный строитель.
Подготовка к строительству
 Строительство фундамента на железобетонных опорах для небольшого частного дома.
Строительство фундамента на железобетонных опорах для небольшого частного дома.
Мы рассмотрим вариант, в котором изготовлением свай строители будут занимать на площадке. Также материалы можно получить из готовой конструкции. Начинать изготовление опор можно только после того, когда на строительной площадке присутствуют:
- Раствор для создания опалубки на сваях;
- Бур и специальные осадки к нему: объем, длина;
- Измерительные инструменты – самым простым вариантом будет рулетка.
Первым делом необходимо узнать, сколько опор понадобится для основания. Для этого нужно померить периметр будущего фундамента, который вы сделаете своими руками. Следующим этапом идут грунтовые работы.
 Эта схема поможет вам правильно пробурить скважины для свай. Не забывайте доставать бур через каждые 20-30 см, в противном случае инструмент вы достать не сможете вовсе из-за налипшего слоя почвы.
Эта схема поможет вам правильно пробурить скважины для свай. Не забывайте доставать бур через каждые 20-30 см, в противном случае инструмент вы достать не сможете вовсе из-за налипшего слоя почвы.
Агрегат необходимо поставить в центр отмеченного места для опоры и вращательными движениями углубляться в почву. Бур следует доставать через каждые 25-35 сантиметров и очищать от земли. Когда инструмент начнет свободно проходить в «лунку», его нужно извлечь и поставить еще одну насадку. Схему нужно повторять до момента, когда бур не опустится на нужную глубину. Затем надевается насадка расширяющаяся яму – это нужно для того, что свая правильно встала в почве.
Что касается опалубки, то профессионалы рекомендуют выбирать вариант круговой формы. Это быстрый, но и самый дорогостоящий способ укрепления конструкции, так как в качестве опалубки используются стальные листы. Если же нужно сделать несъемную опалубку, то лучше приобрести металлопрофиль. Стоит он тоже достаточно много, но при этом он продлит срок службы свай минимум на 30 лет. Для холодных регионов необходимо сделать утепляющий короб, который выполняет функции теплоизоляции, но при этом является опалубкой.
Что касается высоты опалубки, то она не должна превышать 25 сантиметров, минимальный показатель 20 см. На участке с неровным ландшафтом 25 см является номинальной высотой.
Армирующий каркас – варианты изготовления
 Изготовление бронированного каркаса для свай. Схема подходит и для промышленного, и для частного строительства.
Изготовление бронированного каркаса для свай. Схема подходит и для промышленного, и для частного строительства.
Для изготовления свай нужно запастись:
- Сварка – лучшим решением будет полуавтомат;
- Измерительные инструменты – рулетка;
- Арматура – обычно используются 10-миллиметровые прутья;
- Болгарка.
Для строительства каркаса для бетонных опор можно выбрать из двух рабочих способов. Перед тем, как делать каркас для свай, убедитесь, что прутья арматуры возвышаются над грунтом на 20-25 сантиметров.
Первый способ
Его можно назвать упрощенным, так для него вам нужно взять два прута, для каждого из которых превышает высоту заливки на 10 сантиметров. Уложите их параллельно, расстояние между опорами — около 10 см. Нарезав отрезки, приступайте к сварке – двух параллельных прутьев – шаг должен быть в пределах 8-10 см.
Далее своими руками нужно создать еще одну полосу с такой же конструкцией. В конце создания каркаса для свай нужно соединить перемычки таким образом, чтобы они были друг напротив друга.
Второй способ
 Фундамент на железобетонных сваях.
Фундамент на железобетонных сваях.
Этот способ более сложный и дорогостоящий, но при этом он отличается повышенной надежностью. Применяется вариант в редких случаях, к примеру, на сложных участках, где другие решения не дадут нужной прочности. Для создания опалубки понадобятся кольца из прутьев, диаметр каждого из которых варьируется от 12 до 15 см. Кольца между собой соединяются сваркой. Количество таких колец зависит от длины будущей сваи – на 15 см опоры приходится одно кольцо.
Когда все кольца изготовлены своими руками, их можно надевать на каркас для свай. Для обычных условий шаг может составлять 3 сантиметра, если же ожидаются повышенные нагрузки, то шаг рекомендуется повысить до 4 или 5 см. Какой вариант выбирать определяет профессионал, отталкиваясь от характеристик грунта, веса будущей конструкции на сваях и других параметров.
Готовим бетонный раствор
 Полезная схема, которая поможет вам получить нужную консистенцию бетонного раствора для свай и фундамента.
Полезная схема, которая поможет вам получить нужную консистенцию бетонного раствора для свай и фундамента.
Чтобы сделать раствор своими руками без участия специальной техники на строительной площадке должны быть:
- Полиэтиленовая пленка для изоляции будущего фундамента;
- Бетонный раствор марки M500;
- Болгарка, измеритель;
- Фомка.
Интересно! Для ленточного фундамента обычно берут бетон марки M300, но чтобы компенсировать прочность в свайном основании нам понадобится более прочный бетонM500.
Для изготовления раствора марки M500 следует взять воду, гравий, цемент и песок. Воды должно быть 0,5 от количества цемента. Песка должно быть в два раза больше цемента. Чтобы раствор получился качественным, на замешивание одной партии должно уходить около 6 минут. Если вы хотите сэкономить время и силы, то лучше приобрести готовый раствор, замешивание которого происходит при помощи специальной техники.
Цементный раствор готов, теперь можно заняться заливкой фундаментов. При заливке важно не задевать прутья – они должны оставаться в одном положении. Выполнив заливку всех железобетонных свай, их необходимо накрыть заранее приготовленной пленкой. Конструкция должна застывать один месяц. По истечению этого срока пленку необходимо убрать и демонтировать опалубку своими руками. При необходимости, лишняя арматура обрезаются. После изготовления ростверка строительство фундамента можно считать законченным.
Полезные советы
Если вы собрались сделать винтовые сваи своими руками, то изучите нюансы заранее:
- Если строительство основания из железобетонных свай планируется на зиму, то стоит позаботиться о покупке специальных добавок в бетонную смесь. За счет них бетон получит повышенную морозостойкость. Как результат, набор прочности будет проходить по всем правилам.
- Также зимой понадобятся трансформаторы для обогрева фундамента, так как конструкции из железобетонных свай не должна месяц стоять на холоде.
- Работа, выполненная своими руками – это здорово, но некоторые этапы выгоднее проходить при помощи специальной техники. Для примера можно взять изготовление раствора. Также для изготовления скважин проще заказать бур, профессионалы быстро сделают отверстия под винтовые железобетонные сваи.
Помимо текста мы рекомендуем ознакомиться с видеозаписями, на которых не только подробно объясняется процесс изготовления фундамента на бетонных опорах, но и показываются все этапы. К созданию основания и свай своими руками стоит приступать лишь в том случае, если у вас уже есть опыт в строительных работах. Один просчет или нарушение технологии – и конструкция потеряет прочность.
rfund.ru
Способ изготовления железобетонной сваи
Изобретение относится к строительству , а именно к технологии изготовления железобетонной сваи в форме для фундаментов зданий, сооружений. Целью изобретения является повышение несущей способности сваи. Способ изготовления железобетонной сваи в форме включает нанесение на поверхность формы перед установкой в нее арматуры смазки с плотностью , определяемой соотношениями для сульфитно-спиртовой барды/)2-1,082 + 0,370h, для сульфитно-дрожжевой бражки р 1,090+0,348 h, гдерплотность смазки, г/см3 ; h-средний размер крупных частиц, грунта,окружающего сваю, см, Затем в форму устанавливают арматуру, укладывают бетонную смесь, виброуплотняют и подвергают термообработке. После распалубки формы незатвердевшую часть бетонной смеси удаляют механическим путем или водяной струей. Смазка может наноситься как на всю поверхность формы, так и на отдельные ее участки, а также на поверхность сваи, не соприкасащуюся с формой. 2 табл. (Л С
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (я)5 Е 02 0 5/30
ГО СУДА Р СТВ Е ННЫ И КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР .й 4
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4718502/33 (22) 14.07.89 (46) 23,11.91. Бюл. ¹ 43 (71) Ленинградский зональный научно-исследовательский и проектный институт типового и экспериментального проектирования (72) А.С.Герасимов и Г.M.Çàéöåâà (53) 624,154,3 (088.8) (56) Авторское свидетельство СССР
¹ 592929, кл, Е 02 D 5(60, 1976.
Авторское свидетельство СССР № 857080, кл. С 04 В 39/02, 1979, (54) СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ СВАИ (57) Изобретение относится к строительству, а именно к технологии изготовления железобетонной сваи в форме для фундаментов зданий, сооружений. Целью изобретения является повышение несущей
Изобретение относится к строительству, а именно к технологии йзготовления железобетон ной сваи в форме для фундаментов зданий, сооружений, Целью изобретения является повышение несущей способности сваи, Способ осуществляют следующим образом, Готовят бетонную смесь необходимого состава, например, из следующих компонентов: вяжущее — портландцемент серый марки 400 или 500 по ГОСТ 10178-76; мелкий заполнитель — песок по ГОСТ 8736-85: крупный заполнитель — щебень фракции 520 мм по ГОСТ 10268-80 и 8267-82 и вода, „„SU ÄÄ 1693203 А1 способности сваи. Способ изготовления железобетонной сваи в форме включает нанесение на поверхность формы перед установкой в нее арматуры смазки с плотностью, определяемой соотношениями: для сульфитно-спиртовой барды J>) 1,082 +
0,370h, для сульфитно-дрожжевой бражки р 1,090+0,348 h, гдеp - плотность смазки, г/см; h-средний размер крупных частиц ° з . грунта, окружающего сваю, см, Затем в форму устанавливают арматуру, укладывают бетонную смесь, виброуплотняют и подвергают термообработке. После распалубки формы незатвердевшую часть бетонной смеси удаляют механическим путем или водяной струей. Смазка может наноситься как на всю поверхность формы, так и на отдельные ее участки, а также на поверхность сваи. не соприкасащуюся с формой. 2 табл.
В соответствии с геологическим разрезом грунта в месте установки сваи опреде ляют участки формы, на которые надо наносить смазку с плотностью, определяемой соотношениями: для сульфитно-спиртовой барды (ССБ) р 1,082+ 03?Oh для сульфитно-дрожжевой бражки (СДБ)
p 1,090+0,348h, где р- плотность смазки, г/см;
h — средний размер крупных частиц грунта, окружающего сваю, см.
После этого растворяют в воде необходимое количество ССБ или СДБ и доводят плотность смазки до заданных величин.
1693203
Затем на предварительно очищенную поверхность формы наносят с помощью кисти или специального приспособления слой смазки, проводят промежуточную сушку в течение 15-20 мин, после чего наносят вто- 5 рой слой и также выдерживают его в течение указанного времени.
Далее в форму устанавливают арматуру, укладывают бетонную смесь и производят виброуплотнение, после чего на 10 открытую грань сваи на соответствующие участки наносят смазку. Другими способами получения шероховатости на поверхности открытой грани являются применение рельефообразователей, накатка валиками и 15 иные виды механической обработки свежеуложенного бетона, Термообработку сваи ведут по обычным типовым режимам, Сразу после распалубки формы проиэво- 20 дят очистку поверхности сваи от неэатвердев-. шего бетона, например, водовоздушной струей или механическим путам с последующей промывкой водой.
Результаты испытаний приведены в 25 табл, 1, Как видно из табл. 1, высота неровноь стей возрастает с увеличением плотности смазки.
Изготовленные предлагаемым спосо- 30 бом сваи продавливались через глинистый грунт, уложенный слоями в цилиндрические обоймы. Наряду с указан ными испытаниями проводился сдвиг моделей фундаментов по грунту и грунта по грунту в сдвиговом при- 35 боре. По результатам экспериментов определялись отношения
Ru>/Rr и Ro/Rr, где Rro, Rr — сопротивление сдвигу грунта по бетонной поверхности повышенной шеро- 40 ховатости и гладкой соответственно;.
Ro — сопротивление сдвигу грунта по грунту.
Поскольку высота неровностей поверхности сваи должна соответствовать раз— меру крупных частиц грунта, окружающего сваю (см.табл,2), то с ростом крупности частиц грунта должна расти и плотность смазки.
Результаты представлены в табл. 2.
Повышенную шероховатость целесообразно придавать поверхности сваи, располагающейся ниже подошвы слоя пучинистого грунта и ниже подошвы слоя грунта, передающего отрицательное трение на сваю.
Как видно из табл. 2, с возрастанием высоты неровностей до некоторой, вполне определенной величины (= h), отношение
Rm/Rr увеличивается, стремясь в пределе к
Ro/ "r Величина предельной высоты неровностей возрастает с уменьшением дисперсности грунта и равняется приблизительно среднему размеру крупных частиц грунта, В натурных условиях Rm/Rr может существенно возрастать из-за влияния дилатансии и увеличения нормальных напряжений к боковой поверхности повышенной шероховатости.
Отношение R /Rr в предлагаемом спо-собе может варьироваться в заданных пределах, что позволяет добиваться максимальной несущей способности сваи, в особенности в песчаных и крупнообломочных грунтах, характеризуемых высокими значениями и угла внутреннего трения.
Формула изобретения
Способ изготовления железобетонной сваи, включающий образование на поверхности сваи шероховатостей для взаимодействия с окружающим грунтом путем нанесения на внутреннюю поверхность формы смазки — замедлителя твердения в виде сульфитно-спиртовой барды или сульфитно-дрожжевой бражки, установку в форму арматуры, укладку бетонной смеси, уплотнение, термообработку, распалубку и очистку поверхности, отличающийся тем, что, с целью повышения несущей способности сваи, смазку по длине формы наносят с плотностью, определяемой соотношениями: для сульфитно-спиртовой барды р 1,082 + 0,370h; для сульфитнодрожжевой бражки р 1,090 + 0,348h, где р — плотность смазки, г/смз;
h — средний размер крупных частиц грунта, окружающего сваю, см.
" 1693203
Таблица1
Таблица2
Составитель В.Гоник
Редактор M.Êóçíåöîâà . Техред М.Моргентал Корректор М.Шароши
Заказ 4059 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж 35, Раушская наб., 4/5
Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101



Похожие патенты:

Изобретение относится к строительству, а именно к конструкциям свай

Изобретение относится к строительству и может быть использовано при возведении свайных фундаментов, фундаментов в виде забивных блоков и фундаментов в вытрамбованных котлованах под здания и сооружения различного назначения

Изобретение относится к строительству, в частности к конструкциям забивных свай

Изобретение относится к строительству , в частности к буронабнвным сваям, возводимым в вечномерзлых грунтах

Изобретение относится к строительству , а именно к конструкциям свайных фундаментов

Изобретение относится к строительству, а именно к конструкциям свайных фундаментов зданий, сооружений

Изобретение относится к строительству , в частности к забивным т сочим сваям Целью изобретения является снижение материалоемкости при сохранении несущей способности сваи

Изобретение относится к области строительства, а именно к конструкциям свай с жестким сопряжением их с монолитными железобетонными ростверками, и может быть использовано при изготовлении свай и возведении свайных фундаментов

Изобретение относится к области строительства, в частности к конструкциям забивных железобетонных свай

Изобретение относится к строительству, а именно к конструкциям свай-оболочек, используемых при возведении свайных оснований различных сооружений

Изобретение относится к строительству, а именно к конструкциям свай, предназначенных для использования при возведении свайных фундаментов в грунтах пониженной прочности

Изобретение относится к строительству, а именно к конструкциям свай открытого профиля, возводимых в условиях сезонной и вечной мерзлоты, и технология их возведения

Изобретение относится к строительству и может быть использовано при возведении зданий и сооружений, в частности при выполнении свай фундаментов, а также колонн, стоек и т.п
Изобретение относится к строительству, в частности к свайным фундаментам, и предназначено для устройства фундаментов на наклонных сваях

Изобретение относится к области строительных конструкций, в частности к области железобетонных забивных свай, и может найти применение при изготовлении железобетонных свай сплошного сечения

Изобретение относится к области строительства при устройстве свайных фундаментов из забивных свай
Изобретение относится к трубообразным сваям, заключенным в бетон

Изобретение относится к строительству, а именно к конструкциям свай, погружаемых методом статического вдавливания посредством вдавливаемых установок или методом динамического погружения с помощью сваебойных агрегатов

Изобретение относится к области строительства, а именно к фундаментостроению

Изобретение относится к строительству, а именно к способам установки свай открытого профиля при возведении свайных фундаментов зданий и сооружений
Изобретение относится к строительству, а именно к технологии изготовления железобетонной сваи в форме для фундаментов зданий, сооружений
www.findpatent.ru
Завод ЖБИ: Сваи любого сечения и длинны
Завод ЖБИ изделий – от железобетонных свай до бетонных перемычек
При проектировании фундаментов зданий такой элемент как ЖБ сваи часто предусматривается в случае залегания под сооружением слабых грунтов. Выбор длинны и типа свайного фундамента зависит от конкретных условий строительной площадки и конструктивной особенности возводимого сооружения. На практике существует около 150 видов, которые классифицируются по материалам, конструкции, виду армирования, способу изготовления и погружения, характеру работы в грунте.
Универсальным вариантом считаются сваи забивные цельные сплошного квадратного сечения. Их рекомендуется применять для всех зданий и сооружений в любых сжимаемых грунтах. Исключение составляют грунты с непроходимыми включениями. Мы неукоснительно соблюдаем стандарты производства, регламентированные ГОСТ 19804-91 «Сваи железобетонные», гарантируем соответствие и высокое качество нашей продукции.
Линейка размеров изделий такова:
– сечение 200 мм, длина 3 000-6 000 мм;
– сечение 250 мм, длина 4 500-6 000 мм;
– сечение 300 мм, длина 3 000-12 000 мм;
– сечение 350 мм, длина 4 000-16 000 мм;
– сечение 400 мм, длина 4 000-18 000 мм.

Современные производственные мощности, которыми обладает наш завод свай, в сочетании с командой высококлассных специалистов, позволяют нам производить современную и актуальную продукцию в объёмах, достаточных для удовлетворения потребностей проектов любого масштаба. Благодаря возможности производить огромный объём продукции широкого ассортимента мы можем предложить вам наши ЖБИ изделия, цены которых будут приятны для вас.
Бетонные перемычки – тоже размеры разные
При возведении здания из кирпича обязательно применяют бетонные перемычки размеры, которых могут варьироваться в широком диапазоне. Для решения конкретных задач используются следующие типы:
– брусковые (маркировка ПБ) шириной 120-250 мм, высотой 65-220 мм, длиной 1030-5960 мм;
– плитные (маркировка ПП) шириной 380-510 мм, высотой 65-220 мм, длиной 1160-2980 мм;
– балочные (маркировка ПГ) в конструкции которых предусмотрена четверть, с целью опирания на них, либо примыкания к ним плит перекрытий;
– фасадные (маркировка ПФ), которые выходят на фасад и перекрывают проём с четвертями при выступающей части кладки в проёме толщиной 250 мм и более.
Изделия могут быть изготовлены с монтажными петлями и без них, быть с анкерными выпусками для закрепления плиты балкона. Возможно изготовление из бетона повышенной плотности или особо плотного, для применения в условиях с агрессивной среды.
energomonolit.ru
Технология изготовления свай.
Сваи, как один из типов фундаментов, предназначены для передачи нагрузки через непосредственно залегающий под зданием, но слабый слой грунта, на нижележащие и более прочные слои грунтовых оснований.
Железобетонные забивные сваи изготавливаются в производственных цехах заводов железобетонных изделий, так как являются особо ответственными несущими конструкциями и для их производства важно строго соблюдать технологию, определяемую строительными нормативами и стандартами.
Как и любые железобетонные изделия заводского изготовления, сваи представляют собой конструкцию, состоящую из двух элементов: арматурного стального каркаса и бетона. Технология производства забивных железобетонных свай представляет собой последовательное выполнение следующих операций:
- изготовления стального каркаса из арматурных стержней определенного диаметра и помещения его в инвентарную опалубку,
- заполнения бетоном инвентарной опалубки,
- процесса пропаривания для быстрого достижения бетоном необходимой прочности.
Для сборки стального каркаса используются горячекатаные арматурные стержни или высокопрочная арматурная проволока, а также арматурные канаты. В целях повышения прочностных качеств железобетонных свай может применяться технология предварительного напряжения арматуры. При изготовлении забивных свай используется бетон класса не ниже В 30 и морозостойкостью не ниже F75. При повышенной агрессивности грунтов основания может быть задана повышенная плотность бетона W6.
Сваи можно подразделить на два вида по поперечному сечению: 300х300 мм и 350х350 мм. Длина свай, изготавливаемых на заводе, начинается с 3 метров, градуируется через 1 метр и достигает 12 метров. При необходимости прорезки более значительной толщи слабого грунта могут быть изготовлены составные сваи, достигающие длины 18 метров.
www.gbi-t.ru