Сверление отверстий алмазным инструментом. Сверление и бурение разница
Как правильно выбрать сверло и бур?
Как избежать ненужных расходов и научиться подбирать правильные сверла, которые быстро, легко и безопасно справятся с задачей и, при этом, прослужат долго? Разобраться во всем нам поможет ООО «Группа Квадра», представляющая на челябинском рынке продукцию CRAFTMATE.
Сверло – универсальный и очень удобный инструмент, который давно и прочно вошел в нашу жизнь. Сложно представить себе какой-нибудь вид строительных работ без применения этого незаменимого инструмента.Самое главное при выборе сверла – это четкое понимание того, для каких работ оно приобретается. Сверло, которое справится с деревом или алюминием быстро «обломает зубы» о легированную сталь или металлокерамику. Общее правило здесь одно – материал сверла всегда должен быть прочнее материала, который предстоит рассверливать.
По своему назначению сверла делятся на следующие типы:
- Сверла по металлу
- Сверла по дереву (пеовые, с подрезателем, спиральные)
- Сверла по стеклу и керамике
Мы подробнее остановимся на сверлах по металлу, так как они являются самыми востребованными среди покупателей. Их можно разделить на классы эконом, стандарт и премиум. Сверла эконом-класса вполне походят для бытовых нужд, например, при квартирном ремонте.
Наиболее важная характеристика сверла, на которую стоит обращать внимание в первую очередь – это сталь, из которой оно сделано. Большинство современных качественных сверл изготовлено из быстрорежущей стали HSS. Распространено мнение, что качество сверла можно определить по цвету, но на самом деле это не верно.
Серое сверло может быть сделано как из стандартной, так и из высококачественной стали, а значит, может относиться к эконом-, стандарт-, или премиум-классу. Серый цвет совсем не означает, что продукт низкого качества. Спектр сплавов, из которых могут быть выполнены такие сверла, крайне обширен. Качества инструмента определяется составом сплава и преобладающими в нем элементами, что делает их пригодными для просверливания различных материалов.
Существует несколько видов покрытий, которые также влияют на качества сверла.
Сверла приобретают черный цвет в ходе обработки перегретым паром. Благодаря этому они обладают повышенной износостойкостью и подходят для длительных профессиональных работ. Зачастую, они прочнее необработанных серометаллических сверл, но уступают твердосплавным.
Сверла с покрытием тонким слоем нитрида титана и крестообразной заточкой – это класс стандарт. Их отличает характерный золотой оттенок. Но это далеко не единственное отличие – они обладают более тупым углом заточки 135 градусов с сетчатой шлифовкой и дополнительной подточкой крестовины (splitpoint). Титан-нитридное покрытие уменьшает трение и эффект холодной сварки. Благодаря высокой износоустойчивости такие сверла служат значительно дольше. Материалы, для которых они подходят – нелегированная и легированная сталь, бронза, медь, металлокерамика, плексиглас. «Группа Квадра» предлагает высококачественные сверла CRAFTMATE этого типа, протестированные на десяти крупнейших челябинских предприятиях по производству окон. В ходе тест-драйвов были получены исключительно высокие оценки.
Еще один критерий различий между сверлами – это тип хвостовика. Они бывают конические, шестигранные и цилиндрические. Сверла CRAFTMATE даже большого диаметра имеют цилиндрические хвостовики, что делает их более удобными и практичными в использовании.
Угол заточки сверла влияет на то, с материалом какого типа оно может справиться. Так, для сверления конструкционной стали понадобится сверло с углом заточки 116 градусов, нержавеющей стали – 120 градусов, бронзы - 130-140 градусов, чугуна – 118 градусов.
Немаловажно понимать отличия бура от обычного сверла. Буром принято называть инструмент, предназначенный для просверливания отверстий в бетоне. Каждый, кто хоть раз делал ремонт, сталкивался с необходимостью выбрать качественный бур для перфоратора.
Буры изготавливаются из специального твердого сплава. На сверле, как правило, имеется напаянный наконечник из свехтвердого сплава на основе вольфрама и титана. Такие сверла подходят для ударного бурения железобетона, бетона, природного камня, кирпича, керамики, мрамора и других материалов. Имеют два типа наконечников: cross (четыре ребра) и flat (два ребра).
Буры CRAFTMATE от компании «Группа Квадра» обладают целым рядом уникальных преимуществ и позволяют устанавливать скоростные рекорды при сверлении. Их преимущества это:
- самоцентровка посредством карбид-вольфрамовой режущей части в начале сверления;
- агрессивная геометрия;
- короткая головка бура эффективно отводит пыль через канавку;
- уникальная конструкция канавок для быстрого удаления пыли предотвращает забивание и увеличивает скорость проникновения в материал;
- угол заточки режущей части 140 градусов увеличивает площадь режущей поверхности по сравнению с бурами конкурентов, препятствует образованию заусенцев на сквозных отверстиях, точка центрирования предотвращает увод сверла;
- подходят для сверления кирпича, плитки, бетона и гранита.
Инструменты CRAFTMATE – это профессиональное качество по доступной цене. В линейке продукции этой компании представлены сверла большинства существующих классов. В Челябинске представителем компании является ООО "Группа Квадра", за плечами которой 15 лет успешного опыта работы не только на уральском, но и общероссийском рынке. Компания специализируется на оптовой и розничной продаже расходных материалов для электроинструмента CRAFTMATE, метизной продукции и отделочных материалов.

В 2001 году на рынке строительных материалов появилась ООО «Группа компаний Квадра», специализирующаяся на розничной торговле метизной продукции и крепежа. Затем был заключен договор с концерном ATLAS (Польша), а скоре ассортимент был расширен до отдело
г.Челябинск, ул.Загородная, 14 цоколь 2
(351) 729-99-79
www.stroyka74.ru
Сверление отверстий алмазным инструментом | Доктор Бур
Сверление отверстий алмазным инструментом
-
Режущая часть инструмента - алмазный сегмент
-
Оборудование и инструмент для алмазного сверления (бурения)
-
Процесс алмазного сверления (бурения)
1. Режущая часть инструмента - алмазный сегмент
Производство семента
|
алмазная крошка |
| Для производства режущей части алмазного инструмента используют алмазную крошку размером 150-500 микрон:
|
|
сегменты |
| Алмазная крошка смешивается с металлическим порошком. Полученная масса специальными прессами формуется в изделия (алмазные сегменты) различной формы в зависимости от назначения – для алмазных буровых коронок, для алмазных отрезных дисков или фрез, для шлифовальных дисков. Затем изделия спекаются по технологии порошковой металлургии. |

|
структура сегмента |
| После спекания металлический порошок образует так называемую матрицу, в которой удерживаются алмазные зерна. Потребительские свойства алмазных сегментов зависят как от характеристик алмазных зерен, так и от свойств матрицы. |

Как режет сегмент
Необходимые свойства матрицы становятся понятны из рассмотрения принципа работы алмазного режущего инструмента:
|
|
|
| |
|
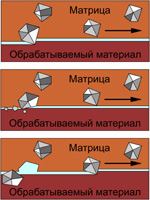
Таким образом, постоянный износ матрицы – необходимое условие сохранения режущих свойств алмазного инструмента. Скорость износа должна быть:
-
не слишком высокой, чтобы не расходовать бессмысленно работоспособные микрорезцы;
-
не слишком низкой, чтобы по мере выкрашивания микрорезцов вовремя вскрывать новые алмазные зерна.
Другими словами, оптимальная твердость матрицы зависит от обрабатываемого материала:
-
При обработке твердых материалов (керамика, гранит, кварц) алмазные зерна выкрашиваются сравнительно быстро. Если вовремя не вскрыть новые зерна, наступает «засаливание» алмазного сегмента. Для резки твердых материалов используют алмазные сегменты с мягкой матрицей (бронза, олово).
-
При обработке мягких абразивных материалов (строительные блоки, известняк) износ алмазных зерен, наоборот, медленный. Чтобы алмазные зерна долго не выпадали из матрицы, в качестве связующего используют твердые сплавы (например, карбид вольфрама).
-
Для обработки материалов средней твердости (армированный бетон, бетонная стяжка) используют алмазные сегменты с матрицей средней твердости (железо, кобальт, никель).
Что касается алмазных зерен, то чем выше твердость обрабатываемого материала, тем мельче алмазные зерна и тем выше их концентрация. Для мягких материалов применяются алмазные сегменты с более крупными алмазными зернами.
В порядке убывания твердости основные обрабатываемые материалы можно расположить следующим образом:
-
Керамика
-
…Гранит, кварцит
-
……Глина (плитка, черепица)
-
………Твердый, армированный бетон
-
……………Бетонная стяжка
-
………………Свежий бетон, штукатурка
-
…………………Асфальт
-
……………………Строительные блоки
-
………………………Песчаник
Особый случай – мрамор и известняк. Для их обработки используется гальванический алмазный инструмент.
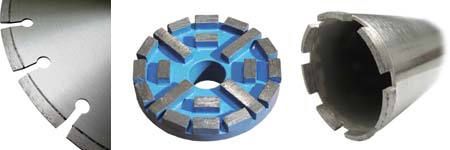
В зависимости от предполагаемого метода обработки материала (резка, фрезеровка, шлифовка, сверление) алмазные сегменты крепятся на дисках, шлифовальных тарелках или буровых коронках.
Методы крепления
Основные методы крепления режущих сегментов к основе инструмента следующие:
-
Лазерная сварка. Такое соединение выдерживает высокие температуры, поэтому позволяет не только резку с водой, но и «сухую».
-
Формирование (спекание) сегментов прямо на кромке основы инструмента. Также выдерживает высокие температуры, позволяет резку с водой или «сухую».
-
Пайка высокотемпературным припоем. Выдерживает температуру не выше 600ºС, поэтому позволяет только резку с водой. Следует принять во внимание, что для эффективной резки алмазным инструментом необходимо постоянное удаление шлама из зоны реза, и самый эффективный способ удаления шлама – вымывание его водой. Поэтому пайка высокотемпературным припоем, как самый технологичный способ крепления алмазных режущих сегментов, находит сегодня наиболее широкое применение.
После напайки или приварки алмазных режущих сегментов к инструменту сегменты «вскрывают» - производят кратковременную сухую резку абразивного материала. Верхний слой матрицы при этом стачивается, обнажая алмазные микрорезцы. После этого алмазный инструмент готов к продаже и эксплуатации.
Оборудование и инструмент для алмазного сверления (бурения)
|
буровые коронки |
| Алмазный инструмент для сверления (бурения) – буровая коронка – представляет собой стальной цилиндр («стакан») с напаянными или наваренными алмазными режущими сегментами.Максимальный диаметр коронок для алмазного бурения (сверления) ничем не ограничен и зависит только от возможностей оборудования. Например, в стандартной программе Dr.Schulze – алмазные буровые коронки до Ø1000 мм, а на заказ изготавливаются коронки любого другого размера. |

|
Удлинители |
| Наиболее распространенная длина буровой коронки – 400 мм. Если необходимо бурить отверстия большей длины, используют удлинители буровых коронок. |


Для малых диаметров (до Ø40 мм) иногда более технологичной оказывается замена алмазных режущих сегментов цельными режущими кольцами. Коронки с цельными алмазными кольцами отличаются особенно высокой проходкой (ресурсом).
Коронки малых диаметров, кроме того, обычно имеют меньшую толщину стенки и меньшую длину – 300-350 мм.

Для вращения буровой коронки используются специальные дрели – т.н. бормоторы. Для сверления алмазными буровыми коронками диаметром до 500-600 мм – электрические бормоторы. Электробормоторы небольшой мощности внешне очень похожи на обычную электродрель, однако отличаются от нее рядом конструктивных особенностей:
-
Электробормотор имеет повышенную мощность и пониженные обороты, с расчетом на повышенный момент нагрузки.
-
Шпиндель электробормотора – полый, рассчитан на подачу воды в зону реза.
-
Сальники на валу электробормотора препятствуют проникновению воды в редуктор или в двигатель.

Для крепления алмазной буровой коронки к шпинделю бормотора (специальной дрели для алмазного сверления) существуют несколько различных стандартов хвостовиков.
Фирма Dr.Schulze GmbH (Германия) использует резьбовые соединения самых распространенных стандартов. Хвостовик буровых коронок до Ø50 мм имеет наружную резьбу 1/2", от Ø50 мм и выше – внутреннюю резьбу 1 1/4". Поэтому шпиндель бормоторов небольшой мощности – комбинированный, с внутренней резьбой 1/2" и наружной резьбой 1 1/4".
Электробормоторы Dr.Schulze большой мощности оборудуются шпинделем, имеющим только наружную резьбу 1 1/4".

Если буровые коронки одного производителя не подходит к шпинделю установки алмазного бурения другого производителя, используют специальные переходники.

Электронная регулировка оборотов на дрелях алмазного сверления (электробормоторах) не используется. Вместо этого, редуктор электробормотора имеет, как правило, 3-ступенчатую регулировку, позволяющую производить сверление алмазными коронками различных диаметров. Механическое изменение скорости вращения шпинделя более надежно, чем электронная регулировка оборотов электродвигателя.
Табличка на электробормоторе указывает диапазон диаметров алмазного сверления (бурения) для каждого положения ручки переключения оборотов.
Электробормоторы Dr.Schulze производятся на основе исключительно надежных и долговечных электродвигателей и редукторов фирмы WEKA Elektrowerkzeuge GmbH (Германия). Все электробормоторы Dr.Schulze имеют электронную регулировку пускового тока, электронную защиту от перегрузок и предохранительное сцепление. Бормоторы с мощным 3-фазным асинхронным двигателем, кроме того, имеют встроенный в обмотку термовыключатель.
Если электробормотор укомплектован рукоятками, это позволяет производить сверление вручную. Однако следует помнить, что электробормотор обеспечивает огромный момент вращения. Ручное сверление возможно только для отверстий небольших диаметров, и только с большой осторожностью. Малейшее заклинивание коронки грозит вывихом руки оператора.

При сверлении отверстий средних и больших диаметров момент нагрузки на валу настолько высокий, что удержать электробормотор в руках невозможно. Поэтому для сверления буровыми коронками электробормотор крепится на т.н. станине с возможностью перемещения в направлении оси вращения буровой коронки.
В большинстве случаев колонна станины может наклоняться под любым углом в диапазоне 0-45º, позволяя сверлить отверстия под углом к полу или стене.
Станина и бормотор составляют комплектную установку алмазного сверления.

Для сверления алмазными буровыми коронками диаметром выше 500 мм обычно используют гидравлический бормотор, который устанавливается на мощную станину. Гидравлический бормотор – небольшой и легкий. А громоздкий и тяжелый электрогидравлический агрегат, обеспечивающий необходимое давление и расход масла для бормотора, располагается на земле вблизи такой установки алмазного сверления.
Процесс алмазного сверления (бурения)
При подготовке к алмазному бурению (сверлению) необходимо правильно выбрать алмазный инструмент (буровую коронку) и оборудование (бормотор и станину). При выборе алмазной коронки обращайте внимание не только на диаметр, но и на материал, для сверления которого рекомендована коронка.
При подборе электробормотора и станины следует учитывать, что максимальный диаметр сверления, указанный в спецификациях оборудования, рассчитывается для алмазного бурения мягких материалов (строительные блоки, песчаник и т.п.). Если вам предстоит сверлить армированный бетон, то электробормотор и станину следует выбирать с «запасом». В противном случае недостаточная жесткость станины может привести к вибрации и, как следствие, к ускоренному износу оборудования и коронки. Кроме того, продолжительная работа электробормотора на пределе мощности также сильно снижает его ресурс.

Станину необходимо жестко зафиксировать.
Самым надежным способом фиксации станины является дюбельное крепление к поверхности сверления. Для этой цели в платформе станины предусмотрен продольный паз. Фирма Dr.Schulze GmbH предлагает крепежные комплекты с анкерным дюбелем Ø16М12. При выборе места сверления отверстия под дюбель следует учитывать, что для максимально жесткой фиксации станины крепление должно располагаться в середине паза в платформе станины.

Другой способ фиксации станины – с помощью распорного крепежного устройства. Длина устройства регулируется в диапазоне 1700-3150 мм. Устройство следует упереть в платформу станины или, если позволяет конструкция станины, вставить устройство в колонну станины, затем отрегулировать длину устройства до упора в потолок, затем поворотом рычага жестко расклинить устройство между станиной и потолком.

Третий вариант фиксации станины – вакуумное крепление. Некоторые станины Dr.Schulze серийно оборудованы вакуумной плитой. В противном случае плиту можно приобрести дополнительно и закрепить на платформе станины.
С нижней стороны по периметру плиты установлена мягкая резиновая прокладка.Вакуумная плита оборудована штуцером для подключения вакуумного насоса VP 80, а также клапаном для сброса вакуума.
Такой способ фиксации станины требует ровной и гладкой поверхности и считается наименее надежным. Однако может оказаться незаменимым – например, для алмазного сверления отверстий в чистовом кафельном полу в помещении с высоким потолком.

Теперь установите электробормотор на каретку станины, а на шпиндель бормотора навинтите буровую коронку. При установке коронок с хвостовиком 1 1/4" настоятельно рекомендуется между торцом хвостовика и упорным буртом шпинделя устанавливать медное прокладочное кольцо, которое позволит потом без проблем развинтить соединение. Кроме того, медное кольцо исключает протекание воды через резьбовое соединение.
Если используется удлинительная штанга, медное кольцо следует применять также при навинчивании штанги.
Когда установка алмазного бурения полностью собрана и зафиксирована, тщательно проверьте, нет ли люфта в соединениях или в фиксации станины. Это критически важно! Любой сколько-нибудь значительный люфт может привести к отгибанию алмазных сегментов внутрь или наружу коронки – т.н. «тюльпанообразование». Поэтому контроль отсутствия люфта необходимо проводить перед каждым началом сверления:
-
Если есть люфт фиксации станины – затяните дюбельное крепление или заново отрегулируйте длину распорного устройства;
-
В случае люфта каретки станины – отрегулируйте направляющие каретки;
-
В случае люфта шпинделя бормотора – требуется профилактика бормотора;
-
Люфт крепления коронки возможен только если вы не довинтили коронку на шпинделе.
Для достижения максимальной скорости сверления (бурения) при минимальном износе буровой коронки исходят из того, что оптимальная линейная скорость движения сегмента должна быть в пределах 3-6 м/с. Казалось бы, этого достаточно для расчета оптимальных оборотов бормотора. Однако стандарт CEN/TC 143/WG 2/AH 2.2 (Германия) для точного расчета частоты вращения буровой коронки учитывает целый ряд переменных, включая момент инерции коронки, расстояние от шпинделя до центра масс коронки, массу и диаметр шпинделя и пр. Точный расчет позволяет гарантированно избежать режима автоколебаний в установке алмазного бурения, увеличить скорость проходки и срок службы оборудования. Поэтому для выбора оптимальных оборотов лучше не полагаться на свой упрощенный расчет, а воспользоваться табличкой на бормоторе, которая для каждой из 3-х передач редуктора указывает рекомендуемый диапазон диаметров бурения.
Переключение оборотов редуктора можно производить только на неработающем бормоторе. В случае затруднений переключения – слегка проверните шпиндель (или коронку) рукой.

Перед началом алмазного бурения обеспечьте подачу воды в зону бурения через штуцер бормотора. Если есть возможность, лучше всего обеспечить бесперебойную подачу воды от водопровода, при этом поток воды можно регулировать ручкой на бормоторе. Если нет возможности подключения к водопроводу, можно воспользоваться 10-литровым металлическим баком для воды WBM с насосом и манометром (Dr.Schulze).
Рекомендуемый расход воды указан в таблице:
| Диаметр сверла, мм. | Расход жидкости, л/мин. |
| 10 | 2 |
| 20-52 | 3 |
| 62-72 | 4 |
| 82-102 | 5 |
| 107-132 | 6 |
| 142-152 | 7 |
| 162-172 | 8 |
| 182-200 | 9 |
| 212-232 | 10 |
| 250 | 12 |
| 300 | 14 |
| 350-400 | 19 |
| 500-600 | 24 |
Вода вымывает шлам из зоны сверления (бурения), «освежает» алмазные сегменты и препятствует перегреву буровой коронки. Основное правило при регулировке расхода воды – коронка ни в коем случае не должна перегреваться до появления цветов побежалости. В противном случае припой может расплавиться, и алмазные сегменты отвалятся от гильзы коронки.
Кроме этого необходимо следить, чтобы вода вымывала шлам. Если вода выходит медленно и не захватывает шлам, расход необходимо увеличить.
Если вода в баке кончилась – ни в коем случае не продолжайте сверление без воды! Без вымывания шлама сверление сразу станет неэффективным, а перегрев коронки мгновенно расплавит припой и приведет коронку в негодность.
Включение бормотора всегда следует производить при поднятой коронке, затем – аккуратно и без нажима засверливаться, пока алмазные сегменты полностью не скроются в материале. При наклонном сверлении можно поливать сегменты водой снаружи до полного засверливания алмазных сегментов в материал.
Если сверление производится длинной коронкой малого диаметра, засверливание в материал имеет смысл производить на более низких оборотах, чем рекомендуемые для этого диаметра.
При алмазном бурении неармированных материалов нужно совсем небольшое усилие прижима, на практике обычно достаточно собственного веса бормотора.
При бурении армированного бетона необходимо осторожно увеличивать усилие прижима, одновременно увеличивая подачу воды и постоянно прислушиваясь к звуку работы машины. Если слышен характерный лязгающий звук, свидетельствующий о наличии свободного отрезанного куска арматуры в зоне реза, необходимо остановить бормотор, вынуть буровую коронку и вычистить свободные куски арматуры из зоны реза. Повторное забуривание необходимо снова начинать с полностью поднятого положения коронки.
При алмазном бурении особо прочных материалов (базальт, гранит) алмазные сегменты могут «засаливаться», что проявляется в заметном снижении скорости проходки даже при увеличении усилия прижима. В этом случае следует вынуть коронку и ”вскрыть” алмазные сегменты путём кратковременного (несколько раз по 20-30 секунд без воды) сверления абразивного материала (например, кирпича).
Следует понимать, что при производстве алмазных режущих сегментов производитель всегда ищет компромисс между двумя противоположными стремлениями:
-
Увеличить скорость обработки (сверления, резки, фрезеровки, шлифовки) материала;
-
Увеличить стойкость алмазного инструмента к износу.
Средняя скорость сверления (т.е. поступательного движения коронки) буровыми коронками Dr.Schulze – 35 мм/мин, или чуть более 2 м/ч.
Общая проходка (ресурс) коронок – величина трудно прогнозируемая, которая сильно зависит от обрабатываемого материала и различных условий сверления. Общая закономерность – максимальная общая проходка наблюдается у алмазных буровых коронок Ø100-120 мм и может составлять около 12 м.
При сверлении не перегружайте бормотор. Основной причиной увеличения момента нагрузки на буровой коронке является ее трение о стенки отверстия. Если причиной появления трения является смещение станины в процессе сверления, достаточно выключить бормотор, вынуть коронку, тщательно закрепить станину и снова аккуратно забуриться в материал. Если причина трения в нарушении геометрии коронки и появлении «биений», коронку необходимо заменить.
Если отломавшийся керн застрял в коронке, ни в коем случае нельзя для его вытаскивания стучать по коронке твердыми предметами. Это может нарушить балансировку коронки и вызвать биения, т.е. привести коронку в полную негодность.
Несмотря на то, что вал бормоторов Dr.Schulze оборудован сальниками, препятствующими протеканию воды в редуктор или электродвигатель, бурерление под отрицательным углом (т.е. вверх) не рекомендуется. Во-первых, такое сверление предполагает полное заполнение коронки водой, прежде чем вода начнет поступать в зону реза. Это существенно увеличит массу коронки, а также увеличит нагрузку на сальники. Во-вторых, при таком бурении (сверлении) вода будет стекать по наружным стенкам коронки и может попасть на электробормотор. Это особенно опасно для бормоторов с воздушным охлаждением, которые имеют в корпусе отверстия для воздуха.
После выполнения работ необходимо тщательно вычистить всю установку алмазного сверления. Резьбовые соединения коронки и шпинделя бормотора следует смазать.
Алмазный инструмент может быть использован для сверления (бурения) отверстий в перекрытиях и стенах зданий и сооружений для прокладки труб отопления, водопровода, канализации, для монтажа электропроводки и телекоммуникаций, для проделывания проёмов в стенах и потолках, в аэродромных асфальтобетонных и железобетонных покрытиях, для отбора проб в несущих конструкциях и других работ.
Алмазное сверление (бурение) обеспечивает точность и чистоту отверстий. В отличие от перфоратора, алмазное сверление не вызывает вибрации, приводящей к образованию трещин, а также отличается низким уровнем шума.
Внимание! Следует помнить, что при сквозном сверлении (бурении) пола керн представляет смертельную опасность для людей, находящихся этажом ниже. Поэтому при сверлении необходим постоянный контроль нижележащего помещения.
doktor-byr.ru
Различие роторного и шнекового бурения – важные нюансы
Порой выделяемые участки под индивидуальную застройку находятся далеко от основных коммунальных магистралей, в том числе и централизованной воды. Решение такой задачи – бурение индивидуальной скважины.
Какие существуют виды и их отличия рассмотрим подробнее.
Виды бурения
Различают несколько способов работ по устройству скважин, но наиболее популярными и доступными по цене, времени, качеству считаются:
- Шнековое бурение. Выполняется с помощью одноименного оборудования – шнека, состоящего из трубы; резцов, расположенных на конце, которым производится бурение; лопастей в виде спирали, размещенных по всей длине рабочей колонны. Вращаясь вокруг оси, бур резцами размалывает породу и подает ее на спираль, те в свою очередь, поднимают отработанную породу на поверхность.
- Роторное бурение. Выполняется с помощью рабочей колонны, на конце которой устроено долото, размельчающее породу. Выемка отработанного грунта на поверхность производится с помощью вымывания специальным раствором, или выдуванием. Для этого потребуется значительное количество глины и воды. Такое бурение исполняется с монтажом осадочных колец.
В зависимости от сложности и глубины бурения может использоваться механическое оборудование, или спецтехника.
Различия роторного и шнекового бурения
Исходя из технологии работ одного и второго варианта, сформировался список отличий:
- Почва. Шнековый метод рекомендуется для сухих и мягких грунтов. Роторный – не имеет ограничений.
- Цена. Особенность роторного способа делает его дороже из-за процесса вымывания (выдувания) измельченной породы и монтажа осадочных колец.
- Глубина скважины. Роторным бурением был установлен рекорд достижения глубины более 9 тысяч метров. Шнековое – до 80 м.
- Скорость бурения. Можно отметить, что шнековым способом бурение идет безостановочно. Роторным придется менять насадки. На длительность бурения в обоих случаях будет влиять плотность и состав почвы.
- Работы при низких температурах. Учитывая технологию обоих методов, в холодное время года рекомендуется шнековое бурение.
Показание к применению
Роторное бурение уместно в следующих случаях:
- Когда требуется получить артезианскую воду. Такой источник залегает достаточно глубоко.
- Для коллективной (совместной) организации подачи воды. Это делает стоимость работ для каждого потребителя вполне доступной.
- В районах с грунтами, которые невозможно качественно пробурить шнековым методом для получения качественной воды.
Шнековое бурение:
- Применяется в районах с мягкими и сухими грунтами при залегании источника воды до 80 м.
- Такой метод востребован зимой при температурах до -20°С.
И еще один важный момент для обоих способов наличие геодезического исследования. Это позволит грамотно определиться с видом работ и в дальнейшем правильно подобрать оборудование для скважины.
Какой метод бурения лучше применить зависит от сложности работ, глубины залегания требуемого источника воды, финансовых возможностей.
Информация предоставлена сайтом http://zekor.ru/.
mir76.ru