ТОП 10 крупнейших производителей пеноблоков в России. Производство пенобетонных блоков
ТОП 10 крупнейших производителей пеноблоков в России
- АЛЬТА-БЛОК
- ЮграБлок
- ООО «Омский пенобетонный завод»
- УРАЛ ХОЛДИНГ
- МАРМ
- АэроСтоун
- Bonolit
- ГРАС
- Ytong
- ООО «ХЗГ»

АЛЬТА-БЛОК
 Довольно молодая российская компания АЛЬТА-БЛОК на рынке пеноблоков всего 5 лет, но за свое недолгое существование значительно расширила деятельность и занимает видное место среди остальных строительных производителей. Доступность цен на изделия для строительства позволяет гибко работать со своими клиентами, которые по достоинству оценили профессионализм и быструю работу. Ассортимент различных блоков для проведения строительных работ включают изделия различной конфигурации. Это пеноблоки размерами 600 х 300 х 200 мм, 588 х 288 х 200 мм, 588 х 288 х 100 мм и других типов.
Довольно молодая российская компания АЛЬТА-БЛОК на рынке пеноблоков всего 5 лет, но за свое недолгое существование значительно расширила деятельность и занимает видное место среди остальных строительных производителей. Доступность цен на изделия для строительства позволяет гибко работать со своими клиентами, которые по достоинству оценили профессионализм и быструю работу. Ассортимент различных блоков для проведения строительных работ включают изделия различной конфигурации. Это пеноблоки размерами 600 х 300 х 200 мм, 588 х 288 х 200 мм, 588 х 288 х 100 мм и других типов.
Также производитель предлагает различную плотность изделий, что можно использовать, как несущие конструкции при возведении стен, так и просто перегородки. Доставка осуществляется разными по грузоподъемности транспортными средствами с максимальным тоннажем 20 тонн. Также компания предлагает керамзитные блоки для перегородок, бордюрный камень и монтажные смеси. При этом специалисты компании могут разработать проект дома, который может быть по площади свыше 300 кв. метров и осуществить его строительство.
- Страна производителя – Россия
- Адрес компании: г. Москва, ул. Феодосийская д.1
- Сайт производителя — http://www.altablock.ru
ЮграБлок
 Следующий производитель является молодой и стремительно развивающейся компанией, которая уверенно держит высокие позиции на российском рынке пеноблоков. За свое короткое существование с 2013 года фирма успела значительно расширить свои производственные мощности и добиться больших результатов. Для больших застройщиков компания предоставляет огромные скидки при этом выпуская очень качественную продукцию, что отвечает всем российским нормам и готова побороться с лучшими зарубежными производителями.
Следующий производитель является молодой и стремительно развивающейся компанией, которая уверенно держит высокие позиции на российском рынке пеноблоков. За свое короткое существование с 2013 года фирма успела значительно расширить свои производственные мощности и добиться больших результатов. Для больших застройщиков компания предоставляет огромные скидки при этом выпуская очень качественную продукцию, что отвечает всем российским нормам и готова побороться с лучшими зарубежными производителями.
Компания может осуществить любые пожелания заказчиков по размеру и плотности пеноблоков для удовлетворения всех потребностей клиента, в том числе строительстве дома из блоков http://stroiproekt77.ru/dom-iz-blokov-moscow. Качество компонентов, из которых изготавливаются изделия тщательно проверяются экспертами, чтобы избежать последствий, связанных с применением в строительстве некачественных строительных материалов. Все сырье экологически чистое и прошло все госты включая ГОСТ 21520-89, при этом имеет точные геометрические формы и соответствует всем параметрам, заявленным в документации. Более того все изделия устойчивы к морозу и отличаются низкой теплопроводимостью.
- Страна производителя – Россия
- Адрес компании: г. Сургут, ул. Им. Глухова д.12
- Сайт производителя — http://www.ugrablok.ru
ООО «Омский пенобетонный завод»
 Довольно известный завод по производству пеноблоков из Омска обладает высоким качеством изделий, что даже иногда мошенники фальсифицируют некачественные блоки, сделанные кустарным способом, как продукцию ООО «Омского пенобетонного завода». Дабы избежать таких подделок заказчикам следует обращаться непосредственно к менеджерам компании на официальном сайте производителя по указанным контактам. Долгое нахождение на рынке среди лучших производителей пеноблоков в России фирма точно знает, что нужно клиенту.
Довольно известный завод по производству пеноблоков из Омска обладает высоким качеством изделий, что даже иногда мошенники фальсифицируют некачественные блоки, сделанные кустарным способом, как продукцию ООО «Омского пенобетонного завода». Дабы избежать таких подделок заказчикам следует обращаться непосредственно к менеджерам компании на официальном сайте производителя по указанным контактам. Долгое нахождение на рынке среди лучших производителей пеноблоков в России фирма точно знает, что нужно клиенту.
В своей работе компания придерживается нескольких принципов, которые помогают ей успешно развиваться, создавая хорошую репутацию надежного и добросовестного партнера. Это постоянный поиск инноваций и подходов для движения вперед, индивидуальный подход к каждому заказчику, будь то самый маленький потребитель, квалифицированные специалисты, что осуществляют весь производственный процесс и занимаются логистикой и поиском клиентов. Эти три основных правила позволили создать действительно успешную и стремительно развивающуюся компанию.
- Страна производителя – Россия
- Адрес компании: г. Омск пр. Мира 177
- Сайт производителя — http://www.penoblokomsk.ru/
УРАЛ ХОЛДИНГ
 Один из самых надежных и проверенных временем поставщиков строительных материалов в том числе пеноблоков высочайшего качества. Работая с компанией, заказчик получает полное сопровождение услуг от «А до Я», от производства до окончательной доставки на место строительства, которое укажет заказчик. Объем производства газобетонных блоков составляет 1200 куб. метров в месяц, что довольно внушительный размер, который сможет удовлетворить практически любой строительный проект. Продукция завода используется для строительства котеджей, гражданских, административных и промышленных зданий.
Один из самых надежных и проверенных временем поставщиков строительных материалов в том числе пеноблоков высочайшего качества. Работая с компанией, заказчик получает полное сопровождение услуг от «А до Я», от производства до окончательной доставки на место строительства, которое укажет заказчик. Объем производства газобетонных блоков составляет 1200 куб. метров в месяц, что довольно внушительный размер, который сможет удовлетворить практически любой строительный проект. Продукция завода используется для строительства котеджей, гражданских, административных и промышленных зданий.
Ассортимент продукции насчитывает довольно внушительное количество изделий в 5000 тыс. наименований. Это изделия из ЖБИ, пеноблоков, твинблоков, кирпича, кровельных материалов, щебня, утеплителя и многого другого. Цели компании довольно просты – каждой семье по теплому дому, городу высокие темпы строительства, а другим отраслям высокие темпы развития и использование инноваций. Продукция компании доставляется в любой уголок необъятной России, а потребности заказчика решаются в полном объеме, будь то простой клиент в лице одного человека или целая корпорация.
- Страна производителя – Россия
- Адрес компании: г. Екатеринбург, ул. Радищева 6 А, офис 206
- Сайт производителя — http://www.ural-holding.com
МАРМ
 Завод МАРМ выпускает неавтоклавный газобетон или пеноблок, который обладает высоким качеством и прочностью, которые обеспечены использованием высококлассных материалов. Это лучший цемент, кварцевый песок, специальные газообразователи, а также гипс и известь. Все компоненты проходят строгую оценку качества и только после этого допускаются для производства изделий. Для лучшей прочности на заводе применяются специальные технологии, которые позволяют создать высокую стойкость.
Завод МАРМ выпускает неавтоклавный газобетон или пеноблок, который обладает высоким качеством и прочностью, которые обеспечены использованием высококлассных материалов. Это лучший цемент, кварцевый песок, специальные газообразователи, а также гипс и известь. Все компоненты проходят строгую оценку качества и только после этого допускаются для производства изделий. Для лучшей прочности на заводе применяются специальные технологии, которые позволяют создать высокую стойкость.
Это технология фиброармирования, которая заключается в добавление в смесь базальтовой фибры, что значительно укрепляет структуру застывшего пеноблока. Повышается ударостойкость, сопротивляемость к истиранию, корозийная стойкость, морозостойкость, водонепроницаемость и значительно уменьшается трещеобразование. Месячный объем завода составляет 3000 куб. метров исходного сырья, что очень неплохой показатель даже для крупных строек. Клиенты компании не раз убеждались в надежности предприятия и честном выполнении всех взятых на себя обязательств.
- Страна производителя – Россия
- Адрес компании: Ленинградская область, Всеволожский район, дер. Лепсари
- Сайт производителя — http://www.marm-spb.ru
АэроСтоун
 Крупнейшая предприятие России по производству газобетона, которое может смело называться лучшим производителем пеноблоков. Производственные мощности позволяют обеспечить крупные строительные объекты и даже не один, так как суточная норма производства составляет внушительные 1500 куб. метров исходного строительного сырья. Это составляет 500 тыс. кубов в год, что впечатляет и делает из компании лидирующее предприятие. Завод оборудован по последнему слову техники новейшим современным немецким оборудованием Masa-Henke и проходит проверку качества всех изделий специалистами из Германии.
Крупнейшая предприятие России по производству газобетона, которое может смело называться лучшим производителем пеноблоков. Производственные мощности позволяют обеспечить крупные строительные объекты и даже не один, так как суточная норма производства составляет внушительные 1500 куб. метров исходного строительного сырья. Это составляет 500 тыс. кубов в год, что впечатляет и делает из компании лидирующее предприятие. Завод оборудован по последнему слову техники новейшим современным немецким оборудованием Masa-Henke и проходит проверку качества всех изделий специалистами из Германии.
Завод находиться в непосредственной близости от Москвы и позволяет обеспечить нужды одновременно массы застройщиков, которые осуществляют свое строительство в этом регионе. При этом мощности предприятия и логистический центр работают с регионами и легко справятся со всеми требуемыми объемами при необходимости увеличив суточное производство. Продукция газоблоков обладает отличной стойкостью к морозам, устойчивостью к истиранию и появлению трещин, а также имеет небольшой вес.
- Страна производителя – Россия
- Адрес компании: Московская область, Дмитровский р-н, д. Селёвкино, 195
- Сайт производителя — http://www.aerostone.ru
Bonolit
 Еще одна крупнейшая компания по изготовлению газобетона, которая выполняет очень большие объемы производства, что доходят до 650 тыс. куб. метров в год. Что является одним из самых больших объемов в России. Все пеноблоки производятся на лучшей современной и технически совершенной производственной линии HESS AAC Systems B.V. У компании есть собственная школа, где можно пройти обучение по строительству домов из изделий Bonolit при этом получить самые передовые знания в этой области. Используя эти знания можно будет построить дом по специальной технологии, которая позволит простоять ему 100 лет.
Еще одна крупнейшая компания по изготовлению газобетона, которая выполняет очень большие объемы производства, что доходят до 650 тыс. куб. метров в год. Что является одним из самых больших объемов в России. Все пеноблоки производятся на лучшей современной и технически совершенной производственной линии HESS AAC Systems B.V. У компании есть собственная школа, где можно пройти обучение по строительству домов из изделий Bonolit при этом получить самые передовые знания в этой области. Используя эти знания можно будет построить дом по специальной технологии, которая позволит простоять ему 100 лет.
Производитель работает со всеми клиентами, но для привилегированных заказчиков существует клуб Bonolit Club, который объединяет всех корпоративных клиентов и помогает лучше обеспечить работу с таким объемом и уровнем клиента. Завод изготовляет различные типы блоков, в которые входят обычные блоки для стен шириной от 200 до 500 мм или П-образные блоки для изготовления оконных или дверных перемычек. Каждый клиент ценен для компании и получит исчерпывающую интересующую информацию о любых производственных и других вопросов по доставке или проведения оплаты.
- Страна производителя – Россия
- Адрес компании: Московская обл., г. Старая Купавна, ул. Бетонная, д.1
- Сайт производителя — http://www.bonolit.ru
ГРАС
 ГРАС – это группа компаний, которая имеет полный цикл производства, строительства и распространения своей продукции. На счету предприятия множеств крупнейших строительных объекта, которые были реализованы весьма успешно. Имя фирмы обладает широкой известностью и уважаемо на российском рынке пеноблоков. Компания легко реализует строительство жилья любого класса, будь то обычный котедж или более смелые проекты типа глобальных строек с многоквартирными домами типа элитного комплекса «Александрийский Маяк» или огромными офисными зданиями. Свою деятельность компания основана совсем недавно в 2005 году, но успела выйти в лидеры среди лучших производителей пеноблоков.
ГРАС – это группа компаний, которая имеет полный цикл производства, строительства и распространения своей продукции. На счету предприятия множеств крупнейших строительных объекта, которые были реализованы весьма успешно. Имя фирмы обладает широкой известностью и уважаемо на российском рынке пеноблоков. Компания легко реализует строительство жилья любого класса, будь то обычный котедж или более смелые проекты типа глобальных строек с многоквартирными домами типа элитного комплекса «Александрийский Маяк» или огромными офисными зданиями. Свою деятельность компания основана совсем недавно в 2005 году, но успела выйти в лидеры среди лучших производителей пеноблоков.
Корпорация имеет несколько заводов в других регионах России, например, «ГРАС-Саратов» или «ГРАС-Калуга», которые созданы для удовлетворения строительных запросов во всех регионах России. Компания может похвастаться такими проектами, как котеджный поселок «Земляничная поляна», жилой комплекс «Новая Александрия» или последний проект жилого комплекса МПИ на Осташковской улице. Такие объемы позволяют обеспечить только самые современные производственные мощности.
- Страна производителя – Россия
- Адрес компании: г. Москва, м. Киевская, ул. Киевская д.7 подъезд №7, 4 этаж
- Сайт производителя — http://www.gras-group.ru
Ytong
 Название Ytong является одноименным именем ячеистого бетона, который начал производить в 1940 году Карл Август Карлен. Это строительный материал стал родоначальником автоклавного газобетона или пеноблока. Немецкая компания имеет мощные производственные линии в России и является лидирующим предприятием не только на отечественном рынке, но и на международном уровне. Современные технологии и немецкая педантичность дают высокое качество всем изделиям производителя, которые легко конкурируют с российскими производителями намного превосходя их по прочности и качеству.
Название Ytong является одноименным именем ячеистого бетона, который начал производить в 1940 году Карл Август Карлен. Это строительный материал стал родоначальником автоклавного газобетона или пеноблока. Немецкая компания имеет мощные производственные линии в России и является лидирующим предприятием не только на отечественном рынке, но и на международном уровне. Современные технологии и немецкая педантичность дают высокое качество всем изделиям производителя, которые легко конкурируют с российскими производителями намного превосходя их по прочности и качеству.
Российский завод Ytong быд запущен совсем недавно в 2007 году и быстро занял лидирующие позиции, что неудивительно ведь это мировое имя. Не один крупный строительный объект в Москве и за ее пределами не обходился без изделий и пеноблоков данного производителя.
- Страна производителя – Германия
- Адрес компании: г. Москва, ул. Рабочая, д. 93, стр. 2, подъезд 3
- Сайт производителя — http://www.ytong.ru
ООО «ХЗГ»
 Этот завод является подразделением крупного объединения ООО «Дальневосточный Энергетический Союз», который обеспечивает строительство крупных объектов различных сфер, будь то энергетика или оборонная промышленность. Линия завода по выпуску пеноблоков позволяет обеспечить качественные изделия различной степени плотности и размеров в зависимости от потребностей заказчика.
Этот завод является подразделением крупного объединения ООО «Дальневосточный Энергетический Союз», который обеспечивает строительство крупных объектов различных сфер, будь то энергетика или оборонная промышленность. Линия завода по выпуску пеноблоков позволяет обеспечить качественные изделия различной степени плотности и размеров в зависимости от потребностей заказчика.
Пеноблоки этой компании преимущественно лучше, чем простой кирпич так, как обладает рядом положительных свойств. Это хорошая теплоизоляция, морозоустойчивость, довольно хорошая прочность и абсолютная экологическая безопасность, что немаловажно при возведении жилых домов и любых других строений, где работают люди.
- Страна производителя – Россия
- Адрес компании: г. Хабаровск, ул. Портовая, 1
- Сайт производителя — http://www.hzgb.ru
remstroiblog.ru
Производство пеноблоков (пенобетонных блоков)
Производство пеноблоков (пенобетонных блоков)
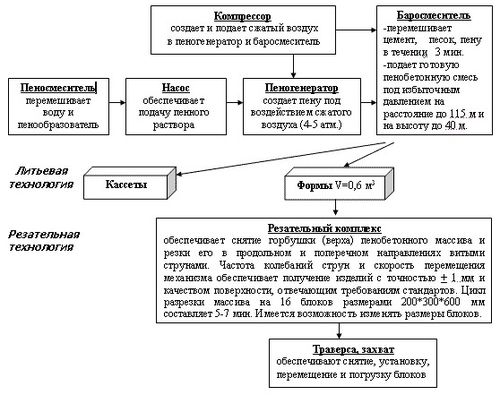
Для производства пенобетонных блоков пользуются востребованностью две технологии: литьевая технология - пенобетонная смесь разливается в кассетные формы и резательная технология - пенобетон заливается в одну форму больших размеров без перегородок и по мере набора необходимой прочности монолитный блок разрезается до заданных размеров.
Промышленное производство пеноблоков берёт своё начало в первой половине прошлого века и осуществляется по технологической схеме, заимствованной из производственного опыта изготовления железобетонных изделий с использованием современного оборудования.
Технологии производства пеноблоков
1. Литьевая технология производства пенобетонных блоков
1. Заливка пенобетона в кассетные металлические формы
При использовании литьевой технологии готовая пенобетонная смесь из установки для производства пенобетона (см. производство пенобетона) шлангами подачи растворов подаётся в предварительно смазанные кассетные формы до заполнения на полный объём. Формование изделий из пенобетонных смесей осуществляется с соблюдением основного условия - получение поризованной массы с хорошо организованной пористостью. Заливаемая в формы масса должна иметь такую вязкость, чтобы до начала схватывания вяжущего вещества твердые, жидкие и пенообразные компоненты её не разделялись и пенобетонная масса не расслаивалась.
Формы устанавливаются вдоль пути передвижения бетонопровода и после их заполнения смесью они не должны передвигаться или подвергаться вибрации вплоть до окончания процесса схватывания и твердения вяжущего пенобетонной массы. Залитый пенобетон застывает в течение 10 часов, после этого форма разбирается, и из нее достаются готовые блоки. Срезается горбушка. Иногда у пеноблоков горбушку не срезают, а выравнивают верхнюю поверхность специальным инструментом ещё до окончания схватывания вяжущих.
Формы универсальные. В одной и той же форме можно производить и перегородочные блоки толщиной 100 мм, и стеновые толщиной 200 мм. Типоразмеры форм отличаются многообразием. Одну форму можно использовать два раза за сутки. Соответственно, если производить 20 м³ пенобетона в день, то нужно 10 форм и двухсменная работа.
Использовать технологию разливки пенобетона по кассетным формам экономически целесообразнее, если требуется организовать производство пеноблоков до 40 м³ в день.
2. Разливка пенобетона в специальные формы и их последующая автоматическая распалубка
Сначала пенобетон заливается в специальные формы с перегородоками, где при застывании получаются готовые блоки. Примерно через 14 часов формы подаются в установку автоматической распалубки, где блоки выдавливаются на европоддон, а формы при этом автоматически смазываются.
Преимущества литьевой технологии: сравнительно небольшие вложения и простота производства, данный метод прост и производителен.
Недостатки литьевой технологии производства пеноблоков: неоднородность получаемых блоков по плотности и прочности, размеры пеноблоков могут отличаться от заданных на ±5 мм, различное качество поверхности пеноблоков, привязанность к типоразмерам выпускаемых блоков, трудоемкость производства. Установку автоматической распалубки невозможно перенастроить на производство блоков других типоразмеров.
2. Резательная технология производства пенобетонных блоков
Резка пенобетонных массивов на резательных установках
Сначала пенобетон заливается в формы без перегородок, где получается большой массив объемом 2 - 3 м³. Достигнув необходимой прочности для снятия формы блок подается траверсой на резку, где из него пилами автоматически выпиливаются блоки нужного размера. Резка пенобетонного массива осуществляется с применением специального резательного оборудования, в котором используются разнообразные типы режущих элементов, таких как струны, цепные и ленточные пилы.
Производство пеноблоков по резательной технологии отличается высокой производительностью и высокой технологичностью. При резке пенобетона получаются блоки с ровной поверхностью любых типоразмеров.
Благодаря резательной технологии, значительно повысившей качество пенобетонных изделий, пенобетонные блоки стали широко востребованными на строительном рынке многих стран, удовлетворив при этом 30% потребностей в строительных стеновых и теплоизоляционных материалах.
Преимущества резательной технологии в производстве пеноблоков:
– получаются блоки с равномерно распределённой прочностью и одинаковой структурой;
– размеры полученных пенобетонных блоков не отличаются больше чем на ±5 мм от заданных, что полностью соответствует требованиям ГОСТ 21520-89 и позволяет осуществлять кладку изделий на клей с минимальной толщиной шва;
– отсутствие неровностей и сколов на гранях и углах продукции, что важно для снижения трудозатрат и расходов при последующей отделке стен дома из пеноблоков;
– отсутствие на поверхностях пеноблоков остатков смазки, применяемой для смазывания кассетных форм, что наделяет пенобетонные блоки привлекательным внешним видом и хорошей адгезией, которая при проведении внутренней и внешней отделки дома из пеноблока способствует успешному оштукатуриванию и шпатлеванию стен;
– изготовление пеноблоков произвольного размера, достигаемое за счёт перенастройки шага струн или ленточной пилы, что делает возможным нарезание готовых пеноблоков до размеров, необходимых заказчику;
– успешное решение проблемы «горбушки»: она просто срезается в процессе обрезания пенобетонного массива со всех сторон;
– меньше трудозатрат при большей производительности.
Недостатки резательной технологии: низкая оборачиваемость формооснастки, высокая металлоёмкость, ручной труд при обслуживании форм, зависимое от состояния оснастки качество изделий, ограничение в номенклатуре выпускаемых изделий, высокая стоимость, отходы 0,5% в виде крошки от пиления.
При осуществлении резки пенобетона с использованием струн очень важно не упустить момент подъёма пенобетона, когда он уже «встал», но ещё не достиг «лишней» прочности. Если при проведении разрезки пенобетона этот момент пропустить, то струна может сместиться или уйти, а это отрицательно сказывается на окончательных результатах производства.
Разрезая пенобетон с применением ленточных пил материал должен иметь более высокую степень прочности, так как данный способ резки предполагает окантовку пеноблоков, при которой их переворачивают на резательном столе. При недостаточной прочности материал будет ломаться, что негативно скажется на его качестве и технических характеристиках.
Вы смотрели: Производство пеноблоков (пенобетонных блоков)
Поделиться ссылкой в социальных сетях
Оставить отзыв или комментарий
stroykaa.ru
Производство пенобетонных блоков по ГОСТ
ООО «КАЛЕФФ» - российское предприятие по производству и реализации пенобетонных блоков из ячеистого бетона. Компания была основана в 2010 году группой специалистов по строительным материалам и имеет собственный завод по производству пеноблоков.
Успешное развитие компании осуществляется сочетанием самых передовых технологий, лучшего оборудования и высококлассных специалистов. Благодаря этому в процессе изготовления блоков были оптимизированы различные технологические этапы, позволяющие с наибольшей эффективностью использовать трудовые и материальные ресурсы, получая продукцию превосходного качества с минимальными затратами. Весь процесс автоматизирован и имеет строгий технологический контроль на каждом этапе.
Завод находится в с.Некрасово Тарусского района Калужской области.
Производство пенобетонных блоков
Как мы это делаем
Пеноблок, на первый взгляд, имеет достаточно простую технологию изготовления – именно поэтому существует большое количество мелких компаний с кустарным и полукустарным производством данного материала. Подавляющее большинство таких компаний не имеет сертификатов и не может гарантировать качество продукции – в результате нарушения технологий и пропорционального соотношения компонентов, пеноблоки имеют не только плохую геометрию и неравномерную усадку, но и низкую прочность. Строить из подобных материалов небезопасно.
По-настоящему качественный пеноблок с оптимальной структурой можно получить только на современном оборудовании с соблюдением всех необходимых условий и технологий, что возможно исключительно при использовании качественных ингредиентов на хорошо поставленном производстве.
Для производства пенобетонных блоков мы используем профессиональное итальянское оборудование и самые лучшие компоненты, из представленных на рынке.
Технология производства
Пенобетонные блоки "КАЛЕФФ" производятся на основе классической технологии, согласно которой в подготовленный раствор вода-цемент на последнем этапе добавляется пенообразователь из пеногенератора и перемешивается строго определенное время, что обеспечивает естественное равномерное распределение пузырьков воздуха внутри всей массы бетона. Благодаря этому конечный блок получает прочную структуру.
Для изготовления пенобетонной смеси мы используем тихоходный низкооборотный смеситель.
Приготовление раствора вода-цемент осуществляется в несколько этапов:
- В тихоходный смеситель заливается отфильтрованная вода и добавляется полипропиленовое фиброволокно, раствор перемешивается.
- В промежуточный бункер по шнеку подается цемент необходимого количества.
- Ленточный транспортер подает песок в специальное вибросито для просеивания песка. Отсеянный песок по шнеку поступает в промежуточный бункер.
- Цемент равномерно перемешивается с песком. Полученная смесь выгружается в смеситель с раствором воды и фиброволокна. Перемешивается.
На следующем этапе смеситель заполняется вспененным пенообразователем, подающимся по специальному рукаву из пеногенератора.
Мы используем пенообразователь органического типа – изготовленный из белковых компонентов. Органический пенообразователь делает пенобетон более крепким, так как белковый пенообразовательный концентрат лучше взаимодействует с основным раствором, увеличивая заполненное бетоном расстояние между порами. Кроме того, натуральность состава пенообразователя делает его экологически чистым, безвредным. Пенобетонные блоки на белковом концентрате отвечают повышенным стандартам качества, а также требованиям ГОСТ.
Полученный раствор перемешивается по специальной технологии заданный промежуток времени, в течении которого пена перемешивается с раствором до нужной консистенции.
Далее пенобетонная смесь под давлением поступает в подготовленную форму для отлития бетонного массива. Размер формы 1,20 м. на 1.20 м. и отстаивается в первой сушильной камере не менее 12 часов. За это время пенобетонный массив набирает первоначальную прочность, достаточную для разделения на отдельные блоки.
Для изготовления конечных пенобетонных блоков "КАЛЕФФ" мы используем резательную технологию – массив подается в распиловочную установку, где распиливается на отдельные блоки. Станок работает на алмазных пилах и позволяет задавать различные размеры для резки массива.
Резательная технология имеет ряд неоспоримых преимуществ:
- Идеальная геометрия блока (+- 1 мм), отсутствие сколов на углах и гранях. Позволяет значительно снизить трудозатраты на дальнейшую обработку и устанавливать на минимальную толщину шва или клей
- Отсутствие смазки на поверхностях блока (при литьевой технологии формы для блоков смазываются). Дает блоку отличную атгезию, способствующую значительному упрощению отделочных работ (оштукатуриванию)
- Возможность изготовления блоков различной геометрии и размеров. Настройка шага пилы позволяет получить нестандартные пенобетонные блоки
После резки пенобетонного массива на отдельные блоки, поддон с блоками отправляется во вторую сушильную камеру, где стоит еще 12 часов. За это время каждый отдельный блок набирает достаточную прочность для транспортировки в складское помещение.
Перед транспортировкой на склад поддон с блоками оборачивается полимерной пленкой, обеспечивающей блокам температурный режим и защиту от влаги.
Каждый поддон выдерживается не менее 4 недель на складе, в течении которых пенобетон набирает требуемую прочность в соответствии с ГОСТ 21520-89.
kaleff.ru
Бизнес план завода по производству пеноблоков: фото, видео
Изучаем спрос
Мини завод по производству пеноблоков будет рентабельным, если поблизости от вас находятся районы массовой малоэтажной застройки. Бизнес быстро себя окупит, и начнет приносить прибыль, так как пеноблоки пользуются в частном строительстве повышенным спросом.
 Формы для изготовления пеноблоков
Формы для изготовления пеноблоковНекоторые здания, например, гараж или домашнюю котельную, можно строить только в негорючем исполнении. При выборе материалов пеноблок выигрывает по сравнению с кирпичом в цене, а по сравнению с керамзито-бетонными блоками и шлакоблоками – в экологичности.
Учитываем конкуренцию
Грамотно составленный бизнес план всегда учитывает возможную конкуренцию. Если в близлежащих районах расположены конкурирующие мини заводы, то выход придется искать следующими путями:
- Производить продукцию лучшего качества, чем у конкурентов. В этом случае на более технологичное оборудование потребуются дополнительные капиталовложения. К примеру, простой бароаппарат для производства пенобетона стоит 3000$, а пеногенератор, позволяющий получить сырье лучшего качества – в два раза больше;
- Максимально снизить себестоимость пеноблоков, и в результате выйти на рынок с самыми низкими ценами. Закупить не новый мини завод, а б/у в рабочем состоянии, помещения тоже арендовать по минимуму. Персонал набрать не требовательный к зарплате, например, трудовых мигрантов. Такой бизнес план имеет право на существование, особенно если планируется только на время раскрутки бизнеса.
- Реализовывать продукцию вашего мини завода в более отдаленных районах, где пока нет конкуренции. В этом случае следует просчитать затраты на доставку пеноблоков к месту реализации, временное хранение их на месте сбыта, и т.п.
- Активно рекламировать свой товар. Рекламировать бизнес полезно будет в любом случае, задействовав при этом все средства массовой информации.

Пример рекламы: доказать, что пенобетон лучше газобетона
В нашем пенобетоне пузырьки образуются из естественного атмосферного воздуха, в то время как в газобетоне пузырьки – продукт химической реакции. Налицо — экологичность наших пеноблоков.
Вы видите, что при помощи рекламы можно создать немалый спрос на свой товар.
На самом деле вопрос: что лучше, пенобетон или газобетон, так и не решен окончательно. Застройщики в нашей стране предпочитают немного менее прочный, зато более экологичный и доступный пенобетон.

Выбираем оборудование
Чтобы оснастить бизнес, потребуется знание технологии производства пеноблоков.
Выше мы уже упоминали про бароаппарат и пеногенератор. Выбрав агрегат для производства пенобетонной массы, далее переходим к выбору типа формовки блоков, и соответствующего оборудования.
Существует два способа производства пенобетонных блоков: литьем и резанием. Каждый из них имеет свои плюсы и минусы.
Технология литья появилась раньше, она проще и дешевле. Суть ее состоит в том, что пенобетонной смесью заполняют специальные металлические формы, и оставляют смесь для затвердевания.
Перед заливкой массы формы смазывают специальной гидрофобной смазкой, чтобы блоки не прикипели к металлу. Но в ряде случаев контакт пенобетона с поверхностью формы все-таки происходит, и при изъятии такой блок имеет обломанные углы и другие повреждения. Это является минусом литья – на выходе получается большое количество не идеальных по форме пеноблоков.

Второй недостаток литых блоков – так называемая горбушка. Залитый в формы пенобетон разравнивают железной линейкой, но в процессе сушки пузырьки воздуха немного поднимаются наверх, и верхняя плоскость блока принимает выпуклую форму. Горбушка образуется и по недосмотру рабочих, которые плохо разровняли пенобетон. Неровности приходится срезать, а это дополнительные трудозатраты.
При изготовлении пеноблоков литьем может возникнуть еще одна проблема, на первый взгляд, неочевидная. Застройщики хотят купить или заказать пеноблоки разных размеров, не всегда стандартные. Формы для литья не поддаются перенастройке, в результате ваш бизнес теряет часть клиентов.
Резаные пеноблоки получают следующим способом: пенобетон заливают в опалубку, и подсушивают до определенной степени. Затем режут специальной рамой с натянутыми струнами.
Самое главное в резательной технологии – правильно вычислить момент, когда пенобетон затвердел до нужной степени. Слишком твердая масса не поддастся резанию, а слишком жидкая – деформируется. Это можно считать недостатком резательной технологии – она требует наличия достаточно квалифицированного и добросовестного персонала, с более высокой зарплатой.
Режущий агрегат стоит довольно дорого – от 8000$. Но зато пеноблоки, производимые на вашем мини заводе, гарантированно будут иметь правильные линейные параметры, и отсутствие всякого рода дефектов и «горбушек». Настройка на новые размеры занимает считанные минуты. То есть будет возможность оперативно выполнить любой индивидуальный заказ.
Близкая к идеальной форма резаных блоков позволяет при строительстве пользоваться не раствором, а специальным клеем – настолько мал зазор между блоками. Это дополнительный довод в пользу того, что покупатель предпочтет продукцию вашего мини завода изделиям конкурентов.
Сушка готовых изделий. В зависимости от того, где происходит сушка – в автоклаве, или на открытом воздухе, расход времени будет разный, от нескольких часов до двух суток. При расчетах учитывается, сколько времени нужно на выход готовой продукции, и принимается решение, покупать ли сушильную камеру.
Готовое решение
Не всегда есть смысл приобретать технику по отдельности. Более рационально для бизнеса — купить мини завод по производству пеноблоков.
Как видите на фото, готовое решение более компактно, все узлы и комплектующие имеют качественное взаимодействие между собой, их не требуется подгонять и настраивать.
Мини завод можно подобрать в любой комплектации, от минимальной, и до высокотехнологичной. Подключение завода потребует наличия 380 вольт.Такой мини завод – видео — способен выпускать до 80 кубометров пеноблоков в сутки.
penobloki.trubygid.ru










