
Содержание
Производство пенополистирола, изготовление пенопласта, производство несъемной опалубки из пенополистирола
Пенополистирол – легкий, прочный, приемлемый по цене материал, способный принимать любые формы по желанию заказчиков. Наш завод оборудован современными автоматизированными линиями HIRSCH (Италия), и может изготовить пенополистирольную продукцию любой плотности в любых объемах. Также осуществляется производство несъемной опалубки.
Сырье Альфапор
При производстве фасадного пенополистирола и несъемной опалубки наш завод использует сырье (вспенивающийся полистирол) Alphapor производства компании «Сибур». ALPHAPOR – это первый и единственный на сегодняшний день российский полистирол европейского качества, предназначенный в первую очередь для производства строительной теплоизоляции и несъемной опалубки. Используемые нами марки ALPHAPOR соответствуют строгим европейским стандартам по гранулометрическому составу, плотности, физико-механическим характеристикам, чем обеспечивается высокое качество конечной продукции.
- Отличные характеристики
Альфапор прочен, обладает низкой теплопроводностью, не подвержен воздействию агрессивных сред, стоек к биологическому воздействию, не боится огня и экологически безопасен. - Первый в России
В основе эффективной теплоизоляции и универсальной упаковки находится сырьё российского происхождения — альфапор. Альфа, значит, первый! - Завод в Перми
В основу производства качественного сырья была заложена новая технология и специально под выпуск этой продукции открыт новый завод в городе Перми в 2010 году. - Крупный производитель
Сырье Альфапор производится в компании СИБУР, который является крупнейшей в России интегрированной нефтехимической компанией. - Соответствие стандартам качества
ALPHAPOR выпускается по технологии австро-норвежской компании SUNPOR. Все марки ALPHAPOR соответствуют строгим европейским стандартам качества. - Пожарная безопасность
В процессе производства негорючих марок в ALPHAPOR добавляются противопожарные присадки антипирены, благодаря которым материал не поддерживает самостоятельного горения.
- Пригоден в дорожном строительстве
Материалы, произведенные из Альфапора, (пенополистирольные блоки) активно используются при строительстве дорог и мостов, предотвращая промерзание и осадку грунта и увеличивая срок службы конструкций. - Экологическая чистота
Экологически-чистое сырье, которое на 98% состоит из воздуха. Безопасность подтверждается его использованием при производстве пищевой упаковки в соответствии с Гигиеническими Нормами 2.3.3.972-00.
Производство пенополистирола на заводе
«ЕТ-Пласт»
Современный завод «ЕТ-Пласт», построенный в Самаре в 2003 году, оснащен оборудованием Итальянского производства и занимает лидирующие позиции среди производителей пенопласта в России. ЗАО «ЕТ-Пласт» производит высококачественный пенополистирол, который является материалом для изготовления пенопластовых изделий различного назначения и сложности. В изделиях из пенополистирола главным преимуществом являются уникальные термоизоляционные свойства пенопласта, а также прочность данного материала, устойчивость к атмосферному и биологическому воздействию, отсутствие гниения и приемлемая стоимость. Из пенополистирола осуществляется также производство несъемной опалубки. Кроме того, пенопласт – самозатухающий материал: без постоянного воздействия огня пенопласт мгновенно затухает.
Из пенополистирола осуществляется также производство несъемной опалубки. Кроме того, пенопласт – самозатухающий материал: без постоянного воздействия огня пенопласт мгновенно затухает.
В сфере строительства, ремонта и реконструкции зданий пенопласт применяется для тепловой изоляции наружных ограждающих конструкций вновь строящихся и эксплуатируемых зданий и сооружений, тепловой защиты отдельных элементов строительных конструкций и промышленного оборудования при отсутствии контакта плит с внутренними помещениями, а также в холодильных камерах при температуре изолируемых поверхностей от -100°C до +80°C. Применение пенопласта позволяет экономить средства при кондиционировании и отопления помещений. Одним из основных преимуществ пенопласта заключается в его воздухопроницаемости для стен здания при теплоизолирующих свойствах, благодаря чему здание имеет возможность «дышать».
Этапы технологического процесса производства пенополистирола включают в себя:
- вспенивание сырья;
- просушивание материала;
- формование;
- нарезка.

Производство пенопласта – это замкнутый цикл, который позволяет сохранять окружающую среду, так как при изготовлении блоков все отходы пенопласта используются вторично. Кроме переработки собственных отходов, завод использует отходы от других компаний.
Производство несъемной опалубки
Несъемная опалубка из пенополистирола применяется для быстрого сооружения зданий различной этажности. Применение несъемной опалубки обеспечивает высокие теплозащитные, звукоизоляционные качества, кроме того, материал обеспечивает комфорт, простоту, скорость, приемлемую стоимость строительства, долговечность здания. Несъемная опалубка успешно применяется при возведении жилых домов, зданий социальной сферы, зданий специального назначения.
Производство блоков несъемной опалубки осуществляется литьевым и вырезным методом. При применении литьевого метода формирование блоков несъемной опалубки отливаются в блок форме. При применении вырезного метода половинки блоков несъемной опалубки вырезаются из большого пенопластового блока, и далее элементы соединяются посредством пластиковых перемычек.
Технология производства пенопласта | Delo1
Пенопласт полистирольный ГОСТ 15588-86 (скачать 102К)
Пенополистирол — белое однородное вещество, имеющее структуру из склеенных между собой шариков, упругое на ощупь, не имеет запаха, является отличным тепло — звуко изолятором.
ПЕНОПОЛИСТИРОЛ — экологически чистый, нетоксичный, тепло- и звукоизоляционный материал, применяемый в строительстве на протяжении уже более 60 лет.
Пенополистирол является нейтральным материалом, не выделяющим никаких вредных для человека и его окружения веществ, не подвержен разложению под воздействием микроорганизмов и не имеет ограниченного срока годности (100 лет минимум).
Пенополистирол производят в огнестойком (самозатухающем) исполнении.
| Горючесть пенополистирола по ГОСТ 15588-86 | |
1. Начало процесса усадки пенополистирола Начало процесса усадки пенополистирола | 85 — 90°C |
| 2. Начало плавления | 240°C |
| 3. Начало процесса термодеструкции пенополистирола с выделением газообразных продуктов | 280-290°C |
| 4. Температура возможного воспламенения пенополистирола | 360-380°C |
Влага не влияет на теплоизолирующие свойства этого материала и не вызывает образование в нем бактерий и плесени, что позволяет широко использовать пенополистирол также и в пищевой промышленности.
Пенополистирол отлично переносит присутствие асфальтовых эмульсий, рубероида с асфальтовым покрытием, цемента, гипса, извести, воды и всякого рода грунтовых вод. Температура окружающей среды не оказывает отрицательного влияния на физические и химические свойства пенополистирола.
Пенополистирол очень хорошо «держит» тепло. Закладка пенополистирола в наружные стены жилых домов позволяет в несколько раз снизить теплопотери. 12 см пенопласта соответствуют по своей теплопроводности: 50см дерева, 180см кирпича, 4м бетона!
12 см пенопласта соответствуют по своей теплопроводности: 50см дерева, 180см кирпича, 4м бетона!
Пенопласт (пенополистирол) применяется:
Для тепловой изоляции в качестве среднего слоя ограждающих конструкций при утеплении жилых домов, складов, гаражей, дач, при текущем и капитальном ремонте жилых и производственных зданий и сооружений, при строительстве ангаров, боксов, крытых площадок. Пенополистирол также незаменим при утеплении трубопроводов, овощехранилищ, промышленных холодильниках, транспортных вагонах, автофургонов, для упаковки продукции при транспортировке, для теплоизоляции наклонной кровли.
Технология производства пенопласта разделяется на следующие этапы:
1. Вспенивание (однократное или многократное).
Гранулы ПСВ попадая в камеру предвспенивателя, вспениваются (надуваются) превращаясь во всем хорошо знакомые шарики. При многократном вспенивании уже вспененные гранулы подаются еще раз в камеру предвспенивателя, где они еще больше увеличиваются в размере (надуваются). Многократное вспенивание нужно, если Вам необходимо получить пенопласт низкой плотности. Например, для пенопласта с фактическим весом 12 кг, достаточно однократного вспенивания, а если нужен пенопласт с фактическим весом ниже 12 кг, то потребуется вспенивать гранулы дважды или трижды. Причем перед каждым вторичным вспениванием гранулы должны вылежаться 12 — 24 часа в бункере вылеживания.
Многократное вспенивание нужно, если Вам необходимо получить пенопласт низкой плотности. Например, для пенопласта с фактическим весом 12 кг, достаточно однократного вспенивания, а если нужен пенопласт с фактическим весом ниже 12 кг, то потребуется вспенивать гранулы дважды или трижды. Причем перед каждым вторичным вспениванием гранулы должны вылежаться 12 — 24 часа в бункере вылеживания.
2. Вылеживание.
После вспенивания гранулы подаются пневмотранспортом в бункер вылеживания. В бункере гранулы должны находиться 12 — 24 часа. За это время происходит стабилизация давления внутри гранул, плюс они попросту высыхают (из камеры предвспенивателя гранулы выходят влажными, а иногда и вовсе мокрыми).
3. Формовка.
После бункера вылеживания гранулы засыпаются в блок форму, где под действием пара происходит формовка блока пенопласта. Расширяясь в замкнутом пространстве, шарики пенопласта «склеиваются» между собой образуя монолитный блок.
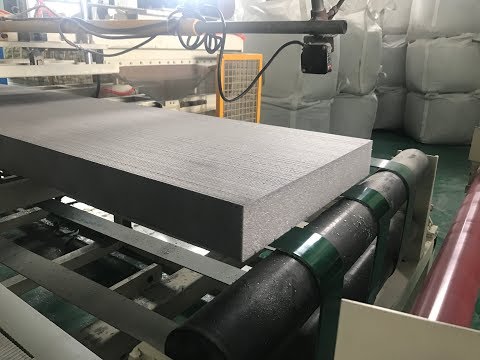
4. Резка.
После того, как блок пенопласта достали из формы его необходимо выдержать не менее суток, перед тем как резать. Это обусловлено тем, что блок пенопласта выходит из блок-формы, как и гранулы из предвспенивателя, влажным, а иногда и просто мокрым. Если же резать мокрый блок пенопласта, то рез получится «рваным» и чрезвычайно неровным. Высушенный блок пенопласта режется по горизонтали или по вертикали на станке для резки пенопласта. Толщина реза пенопласта в среднем 1 мм.
Упрощенная технологическая схема производства пенопласта.
Исходные материалы и ресурсы для производства пенопласта:
— полистирол суспензионный вспенивающийся типа ПСВ-С
— вода
— электроэнергия
— пар (парогенератор может быть электрическим, газовым или дизельным)
| Схема химических процессов производства пенополистирола | ||
Производство пенопласта — безотходное: весь некондиционный материал дробится и добавляется к предварительно вспененному полистирольному грануляту перед формованием его в блоки пенопласта в количестве 5-10% от свежего сырья..jpg)
Для лучшего представления о технологии производства пенополистирола Вы можете посмотреть видео ролик.
Основы производства полистирола — Процессы и реакции — Статьи — Химическая технология — Первая полоса
Полистирол является широко используемым полимером. После производства мономера, в результате одного из нескольких процессов, мономер переходит к дальнейшей переработке с образованием полистирола.
Энергия, необходимая для реакции, обеспечивается перегретым паром (примерно 720 °C), который впрыскивается в вертикально установленный каталитический реактор с неподвижным слоем с испаренным этилбензолом. Катализатор основан на оксиде железа и содержит Cr 2 O 3 и соединение калия (KOH или K 2 CO 3 ), которые действуют как промоторы реакции. температуры во всем реакторе. Перегретый пар обеспечивает необходимую температуру реакции 550-620 ° C по всему реактору. Конверсия этилбензола обычно составляет 60-65%. Селективность по стиролу составляет более 90%. Тремя важными побочными продуктами являются толуол, бензол. , и водород.
Селективность по стиролу составляет более 90%. Тремя важными побочными продуктами являются толуол, бензол. , и водород.
После реакции продукты быстро охлаждают (возможно, даже гасят) для предотвращения полимеризации. Поток продукта (содержащий стирол, толуол, бензол и непрореагировавший этилбензол) подвергают фракционной конденсации после выпаривания водорода из потока. водород из реакции используется в качестве топлива для нагрева пара (топливо для котлов). После добавления ингибитора полимеризации (обычно фенола) стирол подвергается вакуумной перегонке в серии из четырех колонн (часто колонны с насадкой) для достижения требуемой температуры. 9Чистота 9,8%. Разделение затруднено из-за сходных температур кипения стирола и этилбензола. Â Типичная производительность завода составляет от 70 000 до 100 000 метрических тонн в год на каждый реактор, и большинство заводов содержат несколько реакторов или блоков.
В 1996 г. мировые мощности по производству стирола составляли около 19,2 млн метрических тонн в год. Dow Chemical — крупнейший в мире производитель с общей мощностью 1,8 млн метрических тонн в США, Канаде и Европе (1996 рис.). Основным способом получения стирола является прямое каталитическое дегидрирование этилбензола (см. выше).
Dow Chemical — крупнейший в мире производитель с общей мощностью 1,8 млн метрических тонн в США, Канаде и Европе (1996 рис.). Основным способом получения стирола является прямое каталитическое дегидрирование этилбензола (см. выше).
Реакция, показанная выше, имеет теплоту реакции -121 кДж/моль (эндотермическая). Почти 65% всего стирола используется для производства полистирола.
Общая реакция, описывающая полимеризацию стирола:
Эта реакция проводится в среде инертного органического растворителя, который обеспечивает реакционную среду для этой реакции катионной полимеризации. Наиболее распространенным растворителем, используемым для этой реакции, является 1,2 -дихлорэтан (EDC). Другие подходящие растворители могут включать четыреххлористый углерод, этилхлорид, метилендихлорид, бензол, толуол, этилбензол или хлорбензол. Предпочтительным инициатором является смесь трехфтористого бора и воды.
Раствор инициатора готовят путем включения 1,5% по весу газообразного трифторида бора в органический растворитель (ЭДХ), содержащий 280 частей на миллион воды. Этот раствор непрерывно готовят в удерживающем сосуде, а затем вводят в систему реактора.
Этот раствор непрерывно готовят в удерживающем сосуде, а затем вводят в систему реактора.
| Рисунок 1: Блок-схема процесса производства полистирола трифторид (в пересчете на массу стирола), остальное составляет органический растворитель. В ходе реакции полимеризации выделяется тепло, которое отводится от реакторов за счет помещения их в рубашку с теплоносителем. Температура реагентов не должна изменяться более чем на 15°С.0015° C во всей серии реакторов. В этой реакции очень важен температурный контроль, поскольку по мере повышения температуры реакции средняя молекулярная масса полистирола уменьшается. Диапазон температур реакции составляет 40-70 ° C. Температуру также можно регулировать с помощью промежуточных кожухотрубных теплообменников. Реакционные сосуды обычно представляют собой продолговатые сосуды из нержавеющей стали. Инициатор вводится, как показано ниже:
Процессы и реакции СтатьиДополнительные материалы по этой теме…Статистический контроль процесса: процесс и качество…Аммиак: следующий шагКонтроль дыма и очистка соляной кислотой…Увеличение мощности завода по производству метанолаОсновы производства полистирола Все, что вам нужно знать о полистироле (ПС) Полистирол (ПС) представляет собой естественно прозрачный термопласт, который доступен как в виде обычного твердого пластика, так и в виде жесткого вспененного материала. Пластик PS обычно используется в различных потребительских товарах, а также особенно полезен для коммерческой упаковки. Dow Chemical Company изобрела запатентованный процесс, чтобы сделать свой товарный знак и хорошо известный продукт из пенополистирола «пенополистирол» в 1919 году.41. Этот материал вызывает споры среди экологических групп, поскольку он медленно разлагается биологически и все чаще встречается в виде уличного мусора (особенно в виде пены, плавающей в водотоках и океане). Твердая пластиковая форма полистирола обычно используется в медицинских устройствах, таких как пробирки или чашки Петри, или в повседневных предметах, таких как корпус детекторов дыма, футляр, в котором вы покупали компакт-диски, и часто в качестве контейнера для таких продуктов, как йогурт или красная «одиночная» чашка, из которой вы пьете у двери багажника и/или когда проигрываете в игре в бир-понг. Пенополистирол чаще всего используется в качестве упаковочного материала. Вы, вероятно, распаковывали изготовленный на заказ корпус из пенополистирола, если вы когда-либо покупали новый телевизор или значительную часть нового оборудования, такого как торцовочная пила. Точно так же вы, вероятно, знакомы с пенопластовой упаковкой «арахис», используемой в качестве наполнителя для разных мелких предметов, отправляемых. Пенополистирол также используется для изготовления контейнеров «на вынос» и одноразовой посуды во многих ресторанах. Каковы характеристики полистирола? Теперь, когда мы знаем, для чего он используется, давайте рассмотрим некоторые ключевые свойства полистирола. Термореактивные пластмассы, напротив, можно нагревать только один раз (обычно в процессе литья под давлением). Почему так часто используется полистирол? Полистирол наиболее удобен для применения в виде пены. Это безудержный лидер в упаковочной промышленности, но он также имеет широкий спектр применения в качестве традиционного пластика. В Creative Mechanisms мы использовали полистирол в ряде приложений в различных отраслях промышленности. В течение многих лет полистирол, или, как его часто называют просто стирол, использовался в качестве материала для прототипирования — в основном по тем же причинам, по которым мы сейчас используем АБС. Он недорогой, легкодоступный, белого цвета, хорошо склеивается, шлифуется, режется и окрашивается. Мы также видели полистирол, используемый в качестве материала для живых петель (как правило, полипропилен лучше всего подходит для живых петель). Существуют прозрачные одноразовые контейнеры из полистирола (например, контейнер для хот-догов от WaWa или вашего соседнего мини-маркета для тех, кто живет за пределами северо-востока), которые функционируют как раскладушка с петлей посередине. Петля в этом случае немного отличается от вашей традиционной живой петли из полипропилена. Обычно шарнир PS представляет собой серию изгибов, которые позволяют раскладушке сгибаться и раскрываться. Какие бывают виды полистирола? Три основных типа полистирола включают пенополистирол, обычный полистироловый пластик и полистирольную пленку. Среди различных типов пенопласта есть пенополистирол (EPS) и экструдированный полистирол (XPS). EPS включает в себя наиболее известные и распространенные типы полистирола, в том числе пенополистирол и упаковку арахиса. XPS — это пена более высокой плотности, обычно используемая в таких приложениях, как архитектурные модели зданий. Некоторые виды полистирола являются сополимерами. Часто гомополимер PS довольно хрупок, и его можно сделать более ударопрочным в сочетании с другими материалами (известными в этой форме как сополимер ударопрочного полистирола или HIPS). Полистирольную пленку также можно формовать в вакууме и использовать для упаковки. Пленки можно растянуть в ориентированный полистирол (OPS), который дешевле в производстве (хотя и более хрупок), чем альтернативы, такие как PP. Как производится PS?Полистирол, как и другие пластмассы, начинается с перегонки углеводородного топлива в более легкие группы, называемые «фракциями», некоторые из которых объединяются с другими катализаторами для производства пластмасс (в случае полистирола в процессе полимеризации). Подробнее о процессе можно прочитать здесь. Пенополистирол производится с использованием «вспенивающих агентов», которые расширяются и заставляют пену образовываться в таком состоянии, что она в основном состоит из захваченного воздуха. Полистирол (ПС) для разработки прототипов на станках с ЧПУ и 3D-принтерах: Полистирол доступен в виде листов, стержней и различных форм. Это отличный кандидат для процессов субтрактивной обработки на станке с ЧПУ. Цвета обычно ограничены прозрачным, белым и черным, хотя цвета могут быть добавлены, и это отличный кандидат для внешней окраски. Мы слышали о фирмах, использующих ударопрочный полистирол (HIPS) в качестве наполнителя для 3D-печати (доступный в форме нити), хотя сами мы обычно его не используем. Полистирол (PS) для литья под давлением:Полистирол общего назначения (GPPS) и ударопрочный полистирол (HIPS), вероятно, наиболее часто используемые смолы PS для литья под давлением. GPPS прозрачный, но хрупкий (вспомните футляр для компакт-диска), в то время как HIPS непрозрачный и гораздо менее хрупкий. PS токсичен?В целом полистирол не токсичен и не имеет запаха. Это преобладающий пластик в пищевой упаковочной промышленности. Хотя это может навести вас на мысль, что это абсолютно безопасно, в некоторых исследованиях сообщалось о «потенциальном воздействии на здоровье пищевой упаковки из пенополистирола, связанной с ее производством, а также с попаданием некоторых ее химических компонентов в продукты питания и напитки». Примечание: полистирол легко воспламеняется и, как и другие органические соединения, при горении выделяет углекислый газ и воду. Каковы недостатки полистирола? Полистирол очень инертен, что означает, что он плохо реагирует ни с кислотными, ни с щелочными растворами. Каковы свойства PS?
|
 , Промышленная органическая химии, 3 -е издание, VCH, New York, 19972. â
, Промышленная органическая химии, 3 -е издание, VCH, New York, 19972. â
 Полистирол обычно (но не всегда) является гомополимером, что означает, что он состоит только из мономера стирола в сочетании с самим собой. В зависимости от типа полистирола его можно классифицировать как «термопластичный» или «термореактивный» материал. Название связано с тем, как пластик реагирует на тепло. Термопластические материалы становятся полностью жидкими при температуре плавления (210-249 градусов Цельсия в случае полистирола), но они начинают течь при температуре стеклования (100 градусов Цельсия для полистирола). Основным полезным свойством термопластов является то, что их можно нагревать до точки плавления, охлаждать и снова нагревать без существенной деградации. Вместо сжигания термопласты разжижаются, что позволяет легко производить их литье под давлением, а затем перерабатывать. Термореактивные пластмассы, напротив, не разжижаются после того, как они «застыли» в твердой форме.
Полистирол обычно (но не всегда) является гомополимером, что означает, что он состоит только из мономера стирола в сочетании с самим собой. В зависимости от типа полистирола его можно классифицировать как «термопластичный» или «термореактивный» материал. Название связано с тем, как пластик реагирует на тепло. Термопластические материалы становятся полностью жидкими при температуре плавления (210-249 градусов Цельсия в случае полистирола), но они начинают течь при температуре стеклования (100 градусов Цельсия для полистирола). Основным полезным свойством термопластов является то, что их можно нагревать до точки плавления, охлаждать и снова нагревать без существенной деградации. Вместо сжигания термопласты разжижаются, что позволяет легко производить их литье под давлением, а затем перерабатывать. Термореактивные пластмассы, напротив, не разжижаются после того, как они «застыли» в твердой форме. Первый нагрев вызывает схватывание термореактивных материалов (аналогично двухкомпонентной эпоксидной смоле), что приводит к химическому изменению, которое невозможно обратить. Если вы попытаетесь нагреть термореактивный пластик до высокой температуры во второй раз, он просто сгорит. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку.
Первый нагрев вызывает схватывание термореактивных материалов (аналогично двухкомпонентной эпоксидной смоле), что приводит к химическому изменению, которое невозможно обратить. Если вы попытаетесь нагреть термореактивный пластик до высокой температуры во второй раз, он просто сгорит. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку. Буква «S» в слове ABS — это стирол. Многие пожилые инженеры и дизайнеры, которые некоторое время работают в отрасли, будут просить модель из стирола, когда им нужен быстрый и грязный прототип. У нас еще много листов стирола в магазине Creative Mechanisms. Мы будем использовать их для создания быстрых тестовых моделей, образцов краски, вакуумно- или термоформованных прототипов или больших моделей, которые можно создавать из плоских листов.
Буква «S» в слове ABS — это стирол. Многие пожилые инженеры и дизайнеры, которые некоторое время работают в отрасли, будут просить модель из стирола, когда им нужен быстрый и грязный прототип. У нас еще много листов стирола в магазине Creative Mechanisms. Мы будем использовать их для создания быстрых тестовых моделей, образцов краски, вакуумно- или термоформованных прототипов или больших моделей, которые можно создавать из плоских листов. Независимо от того, является ли это технически живой шарнир или нет, он по-прежнему работает очень хорошо и может быть легко термоформован.
Независимо от того, является ли это технически живой шарнир или нет, он по-прежнему работает очень хорошо и может быть легко термоформован.

 Эта характеристика позволяет полистиролу долгое время сохраняться в естественной среде, что представляет опасность для мусора, поскольку материал обычно выбрасывается после чрезвычайно короткого срока службы. Примечание: полистирол довольно быстро растворяется при контакте с хлорсодержащими или другими углеводородными веществами.
Эта характеристика позволяет полистиролу долгое время сохраняться в естественной среде, что представляет опасность для мусора, поскольку материал обычно выбрасывается после чрезвычайно короткого срока службы. Примечание: полистирол довольно быстро растворяется при контакте с хлорсодержащими или другими углеводородными веществами.