Современное производство керамической плитки. Производство цементной плитки прессовым методом
Особенности цементной плитки
Цементная плитка ручной работы, это необычный материал для российского рынка. Зачастую человек, беря в руки и тщательно разглядывая цементную плиточку, сравнивает ее с привычными для нас керамогранитом и керамической плиткой. Он придает большое значение толщине узорного слоя, четкости линий и оттенкам цвета.
 Цементная плитка Enticdesigns (Испания)
Цементная плитка Enticdesigns (Испания)
Однако такое сравнение не является корректным, ведь у каждого материала - свои особенности. Так, фабричный керамогранит и керамическая плитка отличаются очень яркими цветами, четкими контурами, одинаковыми оттенками, однако, являются достаточно тонкими и хрупкими. По сравнению с ними цементная плитка сама по себе имеет в зависимости от производителя толщину от 13 до 20мм, а окрашенный слой имеет толщину, соответственно от 3 до 5 мм.
 Цементная плитка Carocim (Франция)
Цементная плитка Carocim (Франция)
Технология производства цементной и керамической плитки тоже совершенно разные. Керамику получают путем обжига глины при высоких температурах. Цементную плитку получают за счет специальной технологии ее прессования и последующей выдержкой сформованных изделий в воде. Процесс набора прочности цементной плитки протекает в течение 28 суток. Этот процесс связан с реакцией гидратации цемента с водой. Поэтому цементная плитка является прочной и твердой. Кроме того, цементные изделия признаны экологически чистыми, поскольку процесс их твердения длительный, протекающий без вмешательства в саму природу цемента, в отличие от глины, которая подвергается высокотемпературному воздействию.
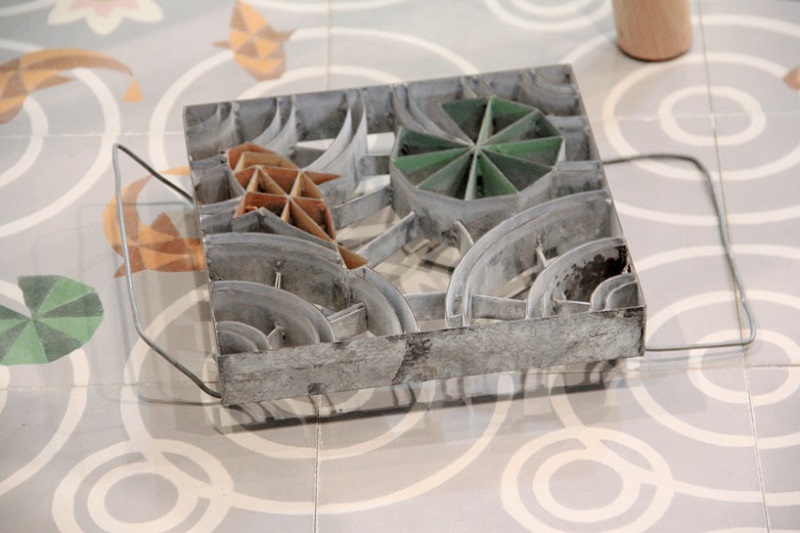
 Матрицы для производства цементной плитки
Матрицы для производства цементной плитки
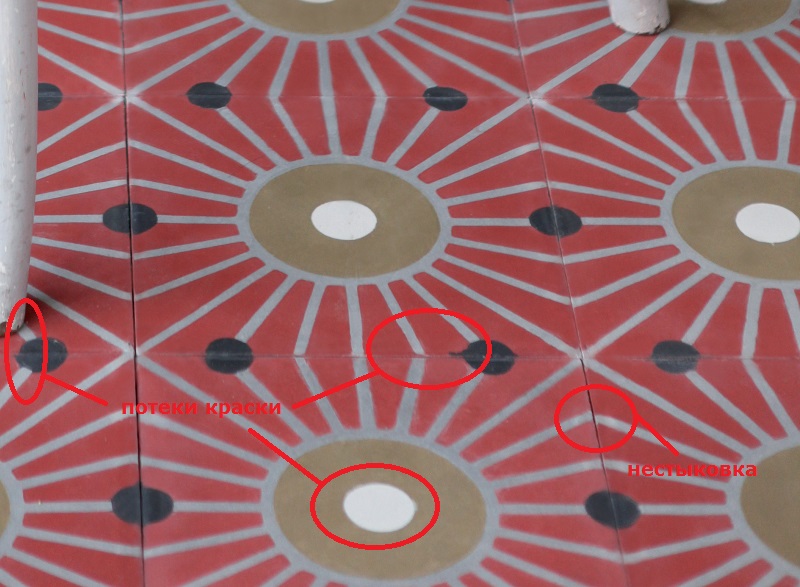
Изготовление цементной плитки, это не поставленный процесс производства, а ремесло. Ведь каждая плиточка отдельно создается руками мастера и для нее характерны следующие особенности: 1. Неровность линий.2. Нечеткости по стыковке рисунка3. Белая «вуаль» на поверхности и небольшие пятна4. Небольшая разнооттеночность
 Цементная плитка Carocim (Франция)
Цементная плитка Carocim (Франция)
Однако, это не является недостатками цементной плитки, а наоборот – в этом ее особенность. Ведь нечеткость в стыковке рисунка, отличие оттенка на полтона, и неровности линий совсем не так бросаются в глаза в общем панно. И даже явно свидетельствуют о том, что плиточка была сделана вручную. Это подчеркивает ее рукотворный вид, ее индивидуальность, ее шарм. Что касается белых пятен на поверхности, то это особенности материала из которого она сделана. В процессе твердения цемента, на поверхности появляется соль, которая свидетельствует о том, что реакция гидратации протекала нормально и не было вмешательств в процесс.
 Цементная плитка Pophamdesign (Марокко)
Цементная плитка Pophamdesign (Марокко)
Производители цементной плитки ручной работы также предлагают потребителю выбрать любой рисунок из представленной коллекции и заполнить его любым цветом. Огромное преимущество производства цементной плитки - это возможность выбрать свой собственный рисунок под Ваш интерьер. У некторых фабрик этот процесс автоматизирован и напоминает книжку-раскраску. Такие раскраски имеются на сайтах фабрик Luxemix (Россия), Mosaic del Sur (Испания), De Tegel (Нидерланды), Via (Германия).
cementtile.ru
Производство тротуарной плитки - технология

Производство тротуарной плитки сегодня одно из выгодных, быстро окупаемых, востребованных направлений в строительной деятельности. Изготовление плитки не требует особых технических знаний, можно быстро освоить технологию производства тротуарной плитки прессованием. Спрос на плитку в сезон весьма высок, и если вы решили инвестировать в данное производство, прежде всего, вам необходимо ознакомиться с технологией изготовления тротуарной плитки.
Технология изготовления тротуарной плитки прессованием легко осуществима самостоятельно, более того она практически исключает ручной труд, так как процесс практически на 100% автоматизирован. Присутствие человека необходимо в момент подготовки бетонной массы, когда в бетономешалку засыпают необходимые ингредиенты и когда необходимо извлечь готовую плитку и отправить ее на сушку. Суть процесса прессования остается единым, в то время как оборудование может отличаться по внешним параметрам и другим производственным характеристикам.
Рассмотрим подробно всю технологию производства тротуарной плитки прессованием, которая состоит из трех основных этапов:
1. Подготовка раствора. Приготовление бетонной массы производят в бетономешалке или бетоносмесителе, который зачастую идет в комплекте с прессом. В зависимости от комплектации выбранного вами оборудования для производства тротуарной плитки смесь подается в станок при помощи транспортера, либо здесь необходим работник, который будет заполнять матрицу. Если планируется изготовление цветной плитки, то вам потребуется две бетономешалки. Рецептура приготовления бетонной массы по технологии изготовления тротуарной плитки прессованием включает в себя цемент, щебень, песок, воду, небольшое количество пластификатора и красящего пигмента в случае изготовления цветной тротуарной плитки. Подготовленный раствор должен содержать небольшое количество воды и быть достаточно сухим. После тщательного вымешивания всех компонентов в бетоносмесителе, бетонная смесь готова и можно начать собственно сам процесс изготовления плитки.
2. Формование. Бетонный раствор подается в матрицу (пресс-форму), которая может быть различной по конфигурации. Затем сверху готовую смесь, выложенную в матрицу, прижимает пресс. Эту деталь, противоположную матрице, называют пуансон. Пуансон идеально входит в матрицу по аналогии движения поршня в цилиндре. Он давит на пресс- форму до полного закрепления бетона, что еще больше уплотняет бетонную массу и спустя несколько секунд пуансон с матрицей поднимаются, а на технологическом поддоне остаются готовые образцы тротуарной плитки. После этого тротуарную плитку, выложенную на поддонах, отправляют в сушку. Для изготовления новых образцов используют другой поддон.
3. Сушка. Поддон с плиткой раскладывают на специальные стеллажи, на которых продукция выстаивается не менее 15 часов в зависимости от созданных условий сушки в помещении. Так как воды при технологии производства плитки прессованием используется чрезвычайно мало, то и обсыхание плитки происходит в более короткий срок. Для ускорения процесса сушки, зачастую используют тепловлажный метод, для которого производят водяной пар. Но с целью снижения расходов на изготовление прессованной плитки процесс сушки производят в помещении без тепловлажной обработки. Плитка достигает своей обычной прочности через 100 часов, что значительно быстрее, нежели сушить тротуарную плитку, изготовленную литьем.
Тротуарная плитка, изготовленная по технологии прессования, не уступает выбору форм, конфигураций и цвету, но обладает лучшими эксплуатационными свойствами: с низким водопоглощением и высокой морозостойкостью. Такую плитку используют для мощения поверхностей с большой нагрузкой: тротуарных и автодорог. Срок эксплуатации прессованной тротуарной плитки значительно превышает литую тротуарную плитку. Также прессованную тротуарную плитку легче укладывать и ремонтировать, так как зачастую она имеет правильную геометрическую форму.
На изготовление прессованной плитки уходит значительно меньше времени, происходит экономия сырья, процесс практически полностью автоматизирован, требуется минимального человеческого участия. По сравнению с литьем при технологии изготовления тротуарной плитки прессованием снижается расход цемента и пластификатора. Это позволяет снизить себестоимость такой плитки, хотя срок эксплуатации прессованной тротуарной плитки значительно превышает литую. Высокая степень производительности прессованной плитки приносит быструю окупаемость бизнеса. Более того, с помощью прессования производят не только тротуарную плитку. Пресс легко перенастраивать на производство водостоков, бордюров и кирпичей.
Если вы приобретаете оборудование для производства тротуарной плитки в нашей компании, то мы поможем вам быстро и легко освоить технологию ее производства. Проведем обучение вашего персонала на нашей технической базе, раскроем секреты рецептуры бетонной смеси. Для скорейшего ознакомления с технологией производства, предлагаем к просмотру видео, размещенное на нашем сайте.
rosstroypress.ru
История рождения и технология создания цементной плитки
Независимо от того, создается ли уютный домашний интерьер или выполняется стильное оформление заведения, главную роль в процессе играют отделочные материалы. От их выбора зависит общее настроение, характер дизайна. Потребители притязательные, предпочитающие нестандартные, эффектные варианты, наверняка обратили внимание на цементную плитку ручной работы. В нашей стране ее изготавливает фабрика Luxemix.

В ассортименте стандартной торговой точки этот материал вы не найдете. Он относится к элитной категории, выпускается такая продукция в ограниченных количествах, что и обеспечивает цементной плитке особую ценность.

Исторические вехи цементной плитки ручной работы
Производителей цементной плитки немного. Большинство компаний находится в Европе. Поэтому многие потребители считают, что технология создания материала является творением мастеров Германии, Франции, Испании. На самом деле своим рождением этот материал обязан марокканским отделочникам. В далеком Средневековье этот материал создавался руками талантливых мастеров, которые занимались оформлениями мусульманских храмов, дворцов султанов и их визирей.

Сырье для отделочного материала поставляла природа. Цемент, гипс, глина различных оттенков позволяли изготавливать прочную, долговечную плитку, способную выдерживать существенные нагрузки, создаваемые интенсивным людским потоком. Традиционные восточные узоры, орнаменты, украшавшие поверхность материала, обеспечивали отделке невероятную красоту.
В Европу цементная плитка пришла вместе с колонистами, которые были восхищены красотой мечетей и дворцов Марокко, привезли материал для оформления своих покоев. Мастера европейских государств быстро освоили нехитрую технологию его создания. Цементная плитка стала одним из элитных видов отделки, заняла достойное место во дворцах королевских семей, богатых вельмож.
Технология рождения цементной плитки
Некоторые моменты создания цементной плитки за два века претерпели изменения. Но основные процессы и сегодня остаются теми же, что использовали в работе средневековые марокканские мастера. Этапов в производстве материала несколько:
- разработка эскиза,
- изготовление металлической матрицы по рисунку,
- формирование декоративного и основного слоев,
- прессование,
- сушка.
Матрица изготавливается индивидуально для каждой партии по рисунку, созданному дизайнером. Она устанавливается в форме, мастер заливает в отделения трафарета подготовленные растворы из белого цемента, органических пигментов, мраморной крошки. Матрица удаляется, сверху выкладывается основа из цемента и песка. Соединение слоев, уплотнение материала обеспечивается гидравлическим или механическим прессом. Высушенная плитка может использоваться в отделке.
globalsuntech.com
Производство керамической плитки: оборудование и технология изготовления
Производство керамической плитки осуществляется множеством заводов и фабрик во всем мире. Это считается перспективным делом и хорошей инвестицией капитала. На сегодняшний день существуют производства, на которых изготовление керамической плитки во многом ориентировано на индивидуальные заказы. Обилие вариантов готовых решений наряду с возможностью изготовления персональных заказов позволяет воплощать в керамике любые дизайнерские замыслы.
Производство керамической плитки вполне можно выполнять и самостоятельно. Керамику делали задолго до того, как появились специальные прессы и другие механизмы. Изготовление кафеля основывается на тысячелетней практике. Любому желающему сегодня вполне доступно изготовление плитки с помощью простых механизмов, дающих возможность делать исходную массу, наносить глазурь и выполнять обжиг плитки.

Какие материалы используются в производстве кафеля
Процесс изготовления кафеля несложен. Исходя из разновидности изготавливаемой кафельной плитки и ее предназначения в производстве применяется смесь глины различных видов с добавлением прочих натуральных примесей. Для получения кафеля хорошего качества важно использовать подходящую разновидность глины. Поначалу все компоненты при помощи соответствующего оборудования прессуются. Процесс выполняется под большим давлением, после чего изделия проходят обжиг в печи при большой температуре.

Для производства кафеля используется огнеупорная либо тугоплавкая глина. Первый вариант является наиболее подходящим благодаря большому количеству примесей. При изготовлении кафеля крайне важно не нарушать предусмотренные технологией условия. Несмотря на то что сегодня изготовление кафеля является основой деятельности многих предприятий, растущий спрос позволяет не только расширять существующие мощности, но и открывать новые линии.
Для различных вариантов кафеля предусматривается использование смеси разных сортов глины и дополнительных примесей. Для получения глазури применяется смесь, включающая каолиновые глины, песок, стеклянную крошку и оксидные пигменты. Пигменты используются для придания плитке необходимого цвета. Для изготовления самой плитки в основном применяется смесь полевого шпата, глины и кварцевого песка.
Промышленное изготовление кафеля
Производство кафельной плитки мало отличается от изготовления любой другой керамической продукции. На протяжении очень длительного времени технология производства керамической плитки в своей основе остается неизменной. Невзирая на различия в особенностях изготовления плитки разных видов, для основной их массы схема технологии производства также одинакова.

Производство плитки — процесс, состоящий из нескольких фаз. Для получения плитки высокого качества применяется прогрессивное технологическое оснащение, лучшие виды исходного сырья. Для производства плитки может быть использовано полностью автоматизированное промышленное оборудование. Технология изготовления, которая основана на высокотехнологичном оснащении, позволяет делать плитку больших размеров с идеальной формой и пропорциями.
Отличия способов производства
Все исходные материалы сначала основательно измельчаются, после чего размешиваются и увлажняются до образования гомогенной массы. На следующем этапе следует формование, для чего может использоваться прессование либо экструзия. Прессованная плитка вырабатывается из сырья, размельченного в порошок. Сначала порошок уплотняется, после чего подвергается прессованию под большим давлением. Такой способ дает возможность более жестко соблюдать типоразмер изделий и формировать высококачественную поверхность.
В производстве керамической плитки технология экструдирования предусматривает прохождение пастообразной смеси основных материалов сквозь специальную фильеру нужной формы. В процессе прохождения подготовленной смеси сквозь форму создаются изделия необходимой ширины и толщины. Использование такого способа формования отличается простотой и меньшей стоимостью по сравнению с методом прессования. После этого действия керамическая плитка сушится и подвергается обжигу.

Как готовится смесь и формуются изделия
Изготовление кафеля начинается с подготовки сырья. На стадии подготовки выполняется смешивание составляющих, из которых формируется однородная исходная масса. Для этого сначала измельчается глина, после чего в нее добавляются необходимые примеси для получения нужного состава. Измельченная глина обязательно смачивается. Степень смачивания определяется добавками, объем и пропорции которых определяются требуемыми характеристиками для готовых изделий.
Далее происходит формование плитки. Как уже было описано выше, формование может выполняться двумя методами: экструзией или прессованием. В первом случае готовая масса пропускается через специальную формующую установку, во втором в подготовленные формы заливают массу, которая затем прессуется под большим давлением. На выходе получаются очень плотные и крепкие изделия.
Сушка изделия и покрытие глазурью
На следующей стадии выполняется сушка изделий, с помощью которой из плитки удаляется излишняя влага. Без этой стадии не обойтись, поскольку без удаления излишков влаги на этапе обжига будет происходить интенсивное парообразование. Образующийся избыток пара станет причиной нарушения целостности плиточных изделий, и на выходе получится слишком много бракованного продукта.
Глазурование требуется для придания плиточным изделиям определенной расцветки либо оттенка. Покрытие глазурью выполняется накануне обжига. Глазуруют плитки посредством обливания и пульверизации. Высокотемпературная обработка изделий в печи и процесс остывания превращают такой вид покрытия в своеобразное стекло. Это покрытие выполняет не только эстетическую, но и защитную функцию. В итоге кафель будет защищен от негативного влияния внешних факторов и обретет высокие гигиенические свойства.

Как происходит обжиг изделий
Высокотемпературное воздействие в печи формирует требуемые химические реакции, приводящие к необходимым физическим изменениям в плиточных изделиях. На производстве печь устроена в виде конвейера, где изделия перемещаются в туннеле. Существуют печи, в которых перемещение изделий основано на карусельном принципе.
На рынке технологического оснащения оборудование для производства керамической плитки представлено в большом ассортименте. С развитием и совершенствованием технологий оно непрерывно улучшается. Ассортимент его велик, приобрести можно самостоятельные установки, большие агрегаты для крупных фабрик либо отдельный станок для производства плитки у себя на участке.
Какие преимущества дают новые технологии
Производство кафеля в последнее время переживает обновление. Это связано с тем, что появились новые современные типы оборудования для раскрашивания изделий. Новые технологии позволяют формировать декоративный слой таким образом, чтобы он образовывал единое целое со структурой изделий. Такой рисунок со временем не стирается и не блекнет.
Один из современных вариантов нанесения рисунка на керамическую плитку предусматривает использование УФ-принтеров. Такого рода печать основана на применении особых чернил и глазурных красок с хорошими адгезионными характеристиками. По завершении процесса нанесения таким способом графического рисунка производится полимеризация при помощи УФ-лампы.

Для нанесения на керамическую плитку рисунка могут использоваться специальные струйные и лазерные принтеры. В процессе производства малых партий используют струйные принтеры для керамики. С их помощью наносятся главным образом черно-белые рисунки. Для крупных объемов керамической плитки производство может быть оснащено лазерными принтерами. В этом случае картинка сначала переносится на декольную бумагу, после чего фиксируется на плитке, которая вслед за этим проходит обжиг в печи.
Самостоятельное изготовление
В последнее время получает все большее распространение самостоятельное изготовление кафеля. Мотивом для этого служит желание не только сэкономить, но и сделать оригинальный, не встречающийся ни у кого отделочный материал. Большой популярностью в самостоятельном производстве пользуется цементная плитка. Она представляет собой весьма интересный материал отделки, который может использоваться для стен и пола. Такое покрытие изготавливается ручным способом, который был изобретен еще в Средние века.
Производство цементной плитки является занимательным процессом. Для ее изготовления делается специальная металлическая форма в виде матрицы с контурами рисунка плитки — наподобие трафарета. Далее готовится окрашенный цемент, для чего используется смесь, в которую входит мелкий песок, особый цемент, мраморный порошок и красители на натуральной основе. У готовых плиток образуется матовая поверхность, шероховатая на ощупь и нескользкая. Сделанные таким способом изделия не проходят обжиг, а только сушатся. Благодаря этому размеры плиток не меняются, сохраняя изначальную точность, что можно считать преимуществом.
oblicovshik.ru
Технология производства керамической плитки: материалы и оборудование
Человек всегда стремился украсить свое жилище и сделать его практичным. Для этих целей он использует различные материалы, многие из которых остаются актуальными на протяжении тысячелетий. Так, первые прототипы керамической плитки были найдены на раскопках Евфрата и Междуречья Тигра. В древности этот материал применяли для отделки стен храмов и домов знати. Со временем его популярность росла, а способы изготовления совершенствовались. Давайте познакомимся поближе с современной технологией производства керамической плитки и узнаем, чем она заслужила такую безукоризненную репутацию.

Состав
Первым делом разберемся, из чего делают керамическую плитку. Основное сырье, используемое в производстве керамики, представлено следующими материалами:
- Глинистые материалы. Они придают влажной массе пластичность, необходимую для формовки заготовок.
- Кварцевые материалы (в основном, песок). Выполняют структурную функцию, то есть создают «скелет» изделия. Позволяют ограничить и проконтролировать изменение размеров изделия, неизбежно сопровождающее процесс обжига.
- Материалы, в состав которых входят полевые шпаты (алюмосиликаты или карбонаты калия, натрия, кальция и так далее). С их помощью, при обжиге изделия, его структура остается плотной и стекловидной.
Процесс изготовления керамической плитки состоит из таких стадий:
- Смешивание материалов.
- Формовка.
- Сушка.
- Нанесение глазури.
- Обжиг.
- Сортировка.
На каждом из этапов остановимся отдельно.
Смешивание материалов
Все начинается с добычи материалов, но мы ее не будем рассматривать, так как нас интересует именно процесс изготовления керамической плитки. Первым делом, глина смешивается с остальными компонентами по строго рассчитанным пропорциям. Готовая смесь поступает на предварительное перемалывание, где она подвергается измельчению и увлажнению.

Способ приготовления керамической массы зависит от свойств исходного сырья и желаемого продукта. Бывают такие способы:
- Полусухой. Компоненты сначала дробят, затем немного подсушивают, измельчают, смешивают и отправляют на формование. Полусухим этот метод называется потому, что сами по себе компоненты имеют определенную степень влажности.
- Пластичный. Глину дробят и отправляют на смеситель, где она перемешивается с добавками и обретает вид однородной пластичной массы.
- Мокрый. Материалы измельчают и смешивают с добавлением воды (до 60%). Однородная жидкая смесь подается в специальные резервуары.
Вне зависимости от того, какая линия производства керамической плитки используется, для получения хорошего продукта необходимо, чтобы все материалы были тщательно измельчены и смешаны.
Формовка
Формовка производится двумя способами: прессованием и экструзией. В первом случае, специальные прессы сдавливают порошкообразную массу в двух направлениях. Находясь под высоким давлением, гранулы подвергаются уплотнению и частично деформации. За счет этого плитка обретает соответствующую плотность и прочность.
При использовании метода экструзии, плитка производится из тестообразной массы, которая формуется путем продавливания через отверстия экструдера. От сухого прессования этот метод отличается наличием в производственном процессе жидкой фазы. Именно благодаря тому, что вязкая масса выдавливается из аппарата и обрезается, есть возможность производить изделия разной формы. Керамическая плитка, сделанная по методу экструзии, может быть выпуклой или вогнутой. При прессовании же варьировать можно лишь размер изделий.

Сушка
Обязательной стадией в технологии производства керамической плитки является сушка. На этом этапе из готовых форм удаляется влага, которая была необходимой для комфортной формовки. Условия сушки играют важнейшую роль в обеспечении целостности и прочности будущего изделия, поэтому они строго контролируются. На современных предприятиях по производству плитки используют сушильные установки, обдающие сырец (отформованное влажное изделие) горячим воздухом. Нагрев приводит к образованию на поверхности полуфабриката влаги, которая быстро испаряется и удаляется системой вентиляции.
Хороший теплообмен, эффективная вентиляция и высокая температура воздуха обеспечивают быстродействие установки. Если подвергнуть сырец обжигу, минуя стадию сушки, то он растрескается. На заключительных стадиях сушки и в процессе обжига происходит усадка плитки, то есть пропорциональное уменьшение ее линейных размеров. Этим и объясняется необходимость в калибровке готовых изделий. Чем выше уровень предприятия, тем больше вероятность того, что его продукция будет иметь одинаковые размеры. Поэтому лучше выбрать варианты среднего ценового диапазона (к примеру, от фирм «Шахтинская керамическая плитка», «Еврокерамика», «Сокол» и др.), чем получить неровную стену.
Нанесение глазури
Глазурь (эмаль) – стекловидное покрытие, которое наносится на лицевую сторону плитки и закрепляется в процессе обжига. Глазуровка выполняется с целью декорирования и укрепления изделия. В состав глазури могут входить различные материалы и соединения (песок, окислы, фритты, красящие пигменты и прочее). Она может быть глянцевой и матовой, цветной и одноцветной, а иногда, даже прозрачной. Окраска достигается за счет добавления в состав оксидов и солей металлов (железо-красный, хром – зеленый, кобальт – синий и т. д.). Эмаль имеет стекловидную структуру и отличается от основания керамики не только внешним видом, но и характеристиками, важнейшей из которых является водонепроницаемость.

На сегодняшний день, завод по производству керамической плитки может использовать несколько десятков способов нанесения глазурей на свои изделия. Эмаль может применяться в виде распыленной суспензии, пасты или гранул. В базовом варианте, она наносится на отформованные заготовки с помощью большого круглого барабана, который, совершая один круг, обрабатывает сразу несколько плиток. Нанесение может производиться до или после обжига, а в некоторых случаях, даже во время обжига.
Для того чтобы изделие имело более эстетичный вид, процесс эмалирования может сопровождаться нанесением изображения. Керамическая плитка с рисунком гораздо популярнее, нежели однотонная. Чтобы каждая плитка имела неповторяющиеся изображение, но сохраняла стилистику серии, барабан просто смещают по оси вращения. Конечно же, это касается моделей с абстрактными картинками.
Обжиг
Обжиг керамической плитки производится для того, чтобы сделать ее достаточно твердой и прочной. Происходит это за счет химических и физических изменений в составе материала и глазури, которые проходят под воздействием высоких температур. Обычно, производители керамической плитки используют с этой целью печи непрерывного действия. По сути, такая печь представляет собой тоннель, перемещаясь по которому с помощью специального транспортера, плитка поддается сначала предварительному нагреву (позволяет избавиться от остатков влаги), а затем обжигу.
Характерным свойством глины является ее способность превращаться при обжиге в прочную камневидную массу. В зависимости от типа изделия, температура обжига колеблется от 900 до 1300°С. Пробыв определенное время в печи, плитка последовательно охлаждается до такой температуры, при которой, ее, без ущерба для качества, можно будет выгрузить из печи.
Сортировка
Прежде чем поступить на линию упаковки и склад, готовая плитка тщательно сортируется. Эта процедура позволяет решить три задачи:
- Отбраковать изделия с дефектами.
- Отделить плитку первого сорта от плитки более низких сортов.
- Сгруппировать торговые партии по сортам и цветности.

Обычно, производители керамической плитки производят сортировку следующим образом – после выхода из печи она проходит три участка: дефектоскопический, калибровочный, визуального контроля. Для выявления дефектов, каждое изделие подается на рельсы и прокатывается роликом. За счет того, что рельсы располагаются по краям плитки, а ролик давит в центр, бракованные образцы ломаются, не выдержав нагрузки. Дефекты покраски проверяются визуально, вместе с определением тональности. Остается лишь отсортировать изделия по партиям и отправить на склад.
Как можно заметить, технология производства керамической плитки довольно проста. Однако, чтобы получить высококачественное изделие, необходимо подойти к каждой стадии с полной ответственностью и соблюдением всех технологических правил. Вот почему многие начинающие предприниматели, которые открыли завод по производству керамической плитки, не могут добиться должного качества своей продукции. Теперь вкратце узнаем, какими свойствами должна обладать керамическая плитка.
Износостойкость
Безусловно, это одно из важнейших качеств напольной плитки, так как оно характеризует ее устойчивость к истиранию и способность сохранять привлекательный внешний вид после длительной эксплуатации. Несмотря на то, что материал в целом является достаточно прочным, его тип стоит подбирать в зависимости от условий эксплуатации. Так, предназначенная для простой ванной комнаты, напольная керамическая плитка с рисунком, положенная в общественном туалете, быстро вытрется и потеряет свой внешний вид.

Водопоглощение
Водопоглощением называют отношение массы воды, поглощаемое плиткой при ее полном погружении под воду, к массе сухого изделия, выраженном в процентах. У глазурованных плиток для пола оно не должно быть выше 3%. Для настенных марок этот показатель возрастает до 10%. В этой связи для облицовки бассейнов, к примеру, подойдет далеко не любая плитка. Крупные производители, к примеру, предприятие «Шахтинская керамическая плитка», могут выпускать на своих мощностях разные типы специализированной продукции, начиная от плитки для ванн и заканчивая керамикой для бассейнов.
Морозостойкость
Так же как и водопоглощение, это свойство зависит от пористости изделия. В независимости от технологии производства, в керамической плитке остаются поры, в которые может проникнуть влага. Как известно, при замерзании, вода увеличивается в объеме. Способность плитки насыщенной влагой, выдерживать частое попеременное замораживание, называется морозостойкостью. Это показатель важен при выборе наружного отделочного материала. Чем меньше в керамике пор, тем ниже показатель ее водопоглощения, и тем выше показатель морозостойкости.
Сопротивление скольжению
Как несложно догадаться, данное свойство определяет способность эмали плитки препятствовать скольжению предметов, находящихся на ней. Это требование важно при отделке пола жилых и промышленных помещений, особенно тех, в которых всегда влажно. В бассейнах и банях чаще всего используют ребристую плитку, у которой повышенное сопротивление скольжению.
Химическая устойчивость
Так называют характеристику эмали плитки, отражающую ее способность переносить контакт с химическими веществами (кислоты, основания, бытовая химия, добавки для дезинфекции воды в бассейнах и прочее). Плитка не должна претерпевать внешних изменений под агрессивным воздействием этих веществ. Кстати говоря, рассматривая стойкость керамики к тем или иным воздействиям, не стоит забывать, что швы между плитками также могут быть подвержены разрушающему воздействию. Чтобы этого избежать, их покрывают защитными составами.
Предел прочности

Данный показатель выражает уровень допустимой нагрузки, которую может выдержать керамическая плитка. Обычно он прямо пропорционален толщине изделия. Способность выдерживать нагрузку важна в основном для напольной плитки.
Поверхностная твердость
Эта характеристика иллюстрирует стойкость поверхности к появлению повреждений и царапин. Она особенно важная для напольной плитки. Поверхностная твердость обуславливается качеством и составом глазури. Примечательно, что на блестящей поверхности механические повреждения гораздо более заметны, чем на матовой.
fb.ru
Способы производства плитки
В большей степени процесс производства плитки можно описать приведенной ниже картинкой.
От технологии производства плитки в первую очередь зависит получение определенных типов керамических плиток (в соответствии с техническими характеристиками).
На рисунке представлены основные этапы различных технологических циклов и перечислены основные типы керамических плиток, которые они позволяют получать.
Главным фактором в производстве качественной керамической плитки является отработанный технологический процесс производства, который постоянно совершенствуется.
Для подготовки замеса используется самый разнообразный природный сырьевой материал. Корпус плитки готовится из смеси глины (для придания пластичности), кварцевого песка (для придания твердости корпусу плитки) и полевого шпата (для придания плавкости). Для приготовления глазури используется песок, каолиновые глины, предварительно заготовленная стеклянная крошка, а также пигменты на основе оксидов (для придания цвета). Для изготовления корпуса плитки сырьевые материалы тщательно измельчаются и перемешиваются для получения совершенно однородной массы для последующей формовки.
Для формовки применяется два метода - прессование и экструзия.
Прессованная плитка получается из порошкового раствора, который уплотняется и прессуется под высоким давлением.
Экструдированные керамические плитки изготавливаются из тестообразной массы исходных материалов и формуются при прохождении через специальное отверстие экструдера при помощи матрицы-мундштука, обеспечивающей керамической плитке толщину и ширину. Далее происходит нарезка изделия по длине специальными ножами ( тонкой проволокой).
Метод прессования позволяет жестче контролировать размер, и, вдобавок, получать поверхность лучшего качества.
Метод экструзии проще и дешевле.
После формовки плитки, прежде всего, высушиваются для удаления небольшого содержания влаги. Затем подвергаются обжигу (неглазурированная плитка). О бжиг происходит при высокой температуре, варьирующейся в зависимости от типа материала от 900 до 1 200 °C.
Химические и физические характеристики - плотность, устойчивость к механическим и химическим воздействиям - она приобретает в процессе обжига. При обжиге высокая температура придает материалу устойчивость к агрессивным химическим веществам и физическим воздействиям окружающей среды.
Керамические плитки подразделяются на неглазурованные и глазурованные.
Глазурь (нем. Glasur, от Glas - стекло) - стекловидное защитно-декоративное покрытие на керамике, закрепляемое обжигом (прозрачное или непрозрачное, бесцветное или окрашенное).
Неглазурованные плитки практически однородны по всей толщине и обычно не имеют никаких декоративных рисунков.
Глазурованные плитки могут быть одинарного обжига и двойного (на первично обожженное изделие наносится эмаль, и оно подвергается повторному обжигу).
В результате различных вариантов сочетания технологических процессов (разовый обжиг или двойной обжиг), использования разного исходного материала (белые и красные глинистые породы), а также формовки (прессовка или экструзия), производятся различные виды керамической плитки.
Плитка однократного обжига
Изделие получается путем прессования смеси сырьевых ингредиентов. Цвет обожженной смеси колеблется от светло-желтого до темно-коричневого в зависимости от содержания железа в глине и от пористости. Большинство керамических плиток однократного обжига изготавливается из светлой смеси: это связано с ее производственными преимуществами, а также с большим спросом на рынке.
Спрессованная смесь подвергается глазурованию, а следом однократному обжигу, что обеспечивает хорошее прилипание глазури к смеси.
Керамическая плитка может изготавливаться с плотной как стекло или пористой основой. Это чрезвычайно важная характеристика плитки, т.к. от пористости зависит и водопоглощение, которое в свою очередь определяет ее морозостойкость, механическую прочность и, следовательно, область применения. В зависимости от водопоглощения керамических плиток необходимо подбирать и подходящие материалы для их укладки.
Низкопористая керамическая плитка пригодна для устройства внутренних и наружных полов и характеризуется высокой стойкостью к механическим агентам и морозу. Изделия подвергаются повышенной усадке в процессе обжига, и поэтому продаются разделенными на партии по калибру.
Высокопористая плитка однократного обжига изготавливается из специальной смеси, рассчитанной на предупреждение усадки в процессе обжига: поэтому возможна укладка плитки с узким швом. Изделие имеет повышенную пористость (большее водопоглощение) и низкую механическую прочность, что делает его пригодным только для облицовки стен.
Еще одной разновидностью плиток однократного обжига является плитка глазурованная под давлением. Она изготавливается по современной технологии, в соответствии с которой слой глазури подвергается прессованию вместе со смесью, а дальше обжигу. Готовое изделие имеет низкую пористость и, благодаря высокой толщине слоя глазури, является особо пригодным для устройства полов, подвергающихся высоким нагрузкам при интенсивном движении.
Плитка двукратного обжига
Изделие этим методом изготовливалось до внедрения способа однократного обжига: по этой традиционной технологии глазурь наносится на обожженную смесь, затем изделие подвергается второму обжигу. Недостаток этой технологии перед способом однократного обжига заключается в более высокой себестоимости продукции (два обжига вместо одного), а также в невозможности изготовления низкопористых изделий (невозможна глазуровка обожженной низкопористой смеси).
В настоящее время керамическая плитка двукратного обжига используется для облицовки стен и пола, в особенности при необходимости придания блеска поверхности плитки. В таком случае двукратный обжиг имеет технологическое преимущество перед однократным: при последней технологии в процессе обжига через глазурь проникает газ от разложения смеси, что образует на блестящей поверхности плитки мелкие следы в виде концов булавок, тре щин; такого недостатка нет при технологии двукратного обжига.
Керамогранит
Рассказывая о керамической плитке, нельзя не сказать о керамограните. Например в Италии не разделяют керамическую плитку и керамогранит - это один и тот же материал; отличается только технология производства.
Керамогранит создан на основе природных компонентов, в основном каолиновых глин. Смесь прессуют под очень высоким давлением, затем подсушивают и обжигают при высоких температурах. Сырье при этом спекается, образуя монолит. В результате получается, чрезвычайно прочный, непористый материал с рисунком на всю глубину.
Состав керамического гранита практически ничем не отличается от обыкновенной плитки: глина, каолин, полевой шпат, минералы. Но сходство на этом кончается. Потому что технологический процесс производства керамогранита коренным образом отличает его от обычной плитки. Сырьевая масса, смешанная с природными красителями, чаще всего окислами редкоземельных металлов, прессуется под очень большим давлением (400-500 кг/см), затем обжигается при очень высокой температуре (до 1300 гр. С). Понятно, что под таким сильным давлением в глине не остается никаких пор и пустот, а высокая температура позволяет добиться реструктуризации компонентов внутри материала образования остеклованного монолита, по многим эксплутационным свойствам превосходящего даже природный камень, который обладает рядом недостатков: трещиноватость, инородные включения, радиоактивность. Все это позволяет рассматривать керамогранит в значительно большей степени как гранит, нежели как обычную керамику. Дело в том, что образование обоих материалов происходило под воздействием высоких давлений и температур, только в одном случае процессы образование камня проходили веками, а в другом процесс образования ускорен и управляем. Поэтому правильнее всего назвать керамогранит - \"синтетическим камнем\".
Именно благодаря такой технологии достигается важное свойство керамогранита - практически нулевое водопоглощение, а значит колоссальная морозоустойчивость. Следует отметить и другие качества керамогранита: твердость, износостойкость, химическая инертность. Конечный продукт гарантированно избавлен от повышенного фона, что нельзя сказать о вулканогенных породах (гранит, базальт, габбро, лабрадорит). Вообще керамогранит - экологически чистый материал, поскольку не выделяет никаких веществ в окружающую среду даже при сильном нагревании, а химическая инертность керамогранита и нулевое водопоглощение является залогом бактериостатичности. Керамогранит устойчив к статическим и динамическим нагрузкам - это следствие монолитности материала. Технология производства керамогранита уже может считаться классической: пигментированию подвергается вся масса плитки на стадии подготовки, и рисунок керамогранита остается неизменным как на поверхности, так и в глубине, благодаря чему керамогранит можно считать практически вечным - даже многолетняя эксплуатация \"на износ\" не может необратимо испортить рабочую поверхность, поскольку истирание верхнего слоя керамогранита не приводит к нарушению рисунка.
etoprosto.ru
Прессование тротуарных плит
Как прессуют тротуарные плитки
Для прессования тротуарных плит могут быть использованы прессы различных конструкций карусельного типа (СМ-481 и др.) и вертикальные с одной, двумя или большим количеством ячеек (типа ПГ-476).
В Кропоткине Краснодарского края для изготовления тротуарных плит было использовано оборудование завода по производству силикатного кирпича. Был применен пресс СМ-481. К нему были изготовлены накладные пресс-формы и штампы, позволяющие вместо кирпича изготавливать тротуарную плитку размером 20х20 см. Удельное давление при прессовании 200 кгс/см2. Смесь: 30% портландцемента марки 500 (около 650 кг/м3 и 70 % мелкого одноразмерного песка.
Дозировка осуществляется шнековым питателем; смешивание в горизонтальной лопастной мешалке; отпрессованные плиты без поддона вручную устанавливают на ребро на вагонетку и направляют в автоклав. Подъем температуры до 160-180 С и давление до 6 атм. в течение 4 часов; выдержка 8 часов; снижение температуры и давления - 4 часа.
Совместный помол песка и цемента позволяет сократить расход цемента и снизить стоимость плитки.
В Новороссийске на заводе ЖБИ изготовляют тротуарную плитку 20х20х3,5 см на прессах типа ПГ-476. Одновременно прессовали 2 плитки при удельном давлении 100 кгс/см2
Смесь состава 1:3 на портландцементе марки 500, оптимальная влажность смеси 10-12% (по весу).
В Пятигорске на комбинате производственных предприятий тротуарные плитки, в том числе цветные, изготавливают из песчано-цементной смеси на прессе СМ-816. Применяется чистый песок с содержанием глинистых частиц не более 3% (с модулем крупности 1,93) и портландцемент марки 500. Состав смеси на 1 м3 бетона:
- песок с влажностью 5% - 1350 кг;
- цемент - 700 кг;
- вода - 160 л.
Сухая смесь с соответствующей дозировкой песка и цемента приготавливается в бетономешалке принудительного перемешивания.
С помощью ленточного транспортера смесь подается на вибросито, где отсеиваются крупные частицы, попадающие с песком и цементом, а затем вторым транспортером подается в мешалку пресса, где производится добавление воды. Отформованная плитка снимается вручную и укладывается в контейнеры на ребро, затем контейнеры подаются в пропарочную камеру для прохождения тепловлажностной обработки.
Прессование под вакуумом
Разновидностью метода прессования при изготовлении бетонных тротуарных плиток является способ прессования под вакуумом.
Прессование бетона происходит следующим образом: форма заполняется раствором, верхняя поверхность выравнивается, а излишек массы счищается. Для уплотнения раствора применяется интенсивное вертикальное вибрирование в течение 30 секунд. Рабочая матрица кладется поверх бетона, после чего форма передвигается под головку пресса. На вакуумной линии краны к вентилятору подключаются поочередно - сначала для опускания головки пресса, а затем для вакуумного процесса.
По истечении установленного времени, которое прямо пропорционально толщине изготовляемого изделия, вакуум выключается, при этом головка пресса поднимается настолько, чтобы можно было вынуть форму из-под пресса. Отливка вынимается из формы при помощи вакуумного подъемника и доставляется в штабеля для выдержки и затвердевания бетона. Превышение срока вакуумного процесса влечет за собой пересушивание изделий и трудность его съема. После съема изделий формы немедленно очищаются и готовы для нового заполнения.
Во время прессования, съема, отливки и чистки первой формы заполняется вторая форма; масса подвергается вибрации и подводится под пресс, откуда уже удалена первая форма. Тоже происходит с третьей формой. Передвижение форм происходит по конвейеру.
При вакуумном методе обработки сырого раствора окончательная прочность бетона выше, чем у бетона, обработанного обычным методом; удаление влаги и пузырьков воздуха через верхнюю и нижнюю поверхность плиты ускоряет процесс производства и обеспечивает наибольшую плотность бетона. Применение крупного заполнителя при том же составе раствора дает более высокую прочность бетонного изделия, готовые изделия, вынутые из формы тотчас по изготовлении, могут быть доставлены к месту окончательного хранения и выдержки уже через 5 часов.
Такая технология позволяет получать изделия марки выше 500.
Производство тротуарных плит виброштампованием
В 1957 году профессором Н.В. Михайловым была предложена технология изготовления цементно-бетонных изделий с применением метода виброштампования, основанная на закономерностях физико-химической механики. Технологический процесс изготовления делится на следующие стадии:
- домол цемента и помол песка;
- виброперемешивание бетонной смеси;
- виброштампование или вибрация с пригрузом.
С 1964 года на экспериментально-технической линии завода Главмоспромстройматериалы начали изготавливать тротуарные плиты размером 20х20х3,5 см. В технологии изготовления используется вибровоздействие на всех стадиях приготовления цементно-песчаной смеси и уплотнения изделий. В качестве вяжущего применяется цемент марки 500, заполнителя - песок с модулем крупности Мк=2,2-2,5 и содержанием глинистых до 3%. Применяется следующий состав бетонной смеси: совместно домолотые цемент и песок 600 кг, песок 1600-1620 кг, вода 170-180 л, пластифицирующая добавка ССБ 0,1% от веса цемента.
Цемент и песок домалывают совместно в вибромельнице до удельной поверхности 4500-5000 см2/г. Тонкомолотая смесь и песок дозируются по весу и поступают в лопастную мешалку вибробетоносмесителя. Время перемешивания 30 секунд. Затем добавляется вода совместно с ПАВ и смесь домешивается в течение 2,5 минут. Производительность вибросмесителя 1-1,2 м2/ч, частота вибрации 1500 об/мин, амплитуда - 4-4,5 мм.
Уплотнение производится на виброштампующей машине с двухчастотной вибрацией (3000 и 6000 об/мин) и давлением кгс/см2.
Тротуарные плитки, в том числе цветные, выпускают с рифленой лицевой поверхностью в виде прямоугольной и ромбовидной сетки и гладкие. Цветные плиты могут быть двухслойными.
dvplast.lred.ru