Резка металла: как режут металл — инструменты и способы. Резка конструкций
Способы резки конструкций из железобетона
Автор: admin
Комментариев пока нет Способы резки конструкций из железобетона.
Способы резки конструкций из железобетона.
При изменении интерьера жилых или офисных помещений часто требуется перенос дверных и оконных проемов. Разбивание стен кувалдой – весьма трудоемкая затрата. В таких случаях необходима резка железобетона, а для этого стоит поближе познакомиться с современными технологиями и стоимостью работ.
Описание разных методов.
В зависимости от сложности объекта, его размеров, оборудования железобетонные конструкции можно разрезать несколькими способами, к которым относятся:
1. Кислородно-копьевая резка.
Выполняется с помощью металлической трубы с кислородным потоком. Железо накаляется до 1400 0 С при помощи сварочного аппарата либо горелки. Раскаленное кислородное копье с силой вжимается в стену, при этом происходит плавка шлаков и в стене образуется брешь. Для быстрого разрезания бетона в трубу подают кислород, иногда смешивая его с металлическим порошком. Такая резка железобетона называется кислородно-порошковой.
Плюс: экономичность работ. Минус: трудоемкость, опасность возгорания.
Получила второе название «холодная» в связи с тем, что «режущим» инструментом является напор воды под давлением. В ее состав вводятся абразивные вещества, усиливающие процесс разрезания бетона. Малое давление водной струи позволяет сохранить железобетонный каркас. Усиливая напор, можно вырезать блоки любого размера в сжатые сроки. Данный способ имеет свои достоинства и недостатки.
Плюс: отсутствие шума, вибрации, возгорания. Минус: габариты установки рассчитаны на большие помещения.
3. Алмазная резка.
Относится к новой строительной технологии, основана на твердости режущего материала. Алмаз по прочности значительно превышает все металлы, камень и, соответственно, бетон. Данный способ применяется сравнительно недавно с несколькими видами инструментов:
Алмазный бур – это полый цилиндр из металла с алмазным наконечником. Алмазный отрезной круг представляет собой стальной диск, на режущей части которого напаяны алмазы. Выпускаются специальные алмазные диски для резки бетона и железобетона – турбированные с максимальными эксплуатационными характеристиками. Канатная пила (алмазный канат) предназначена для стенорезных агрегатов. Рабочая деталь – обрезиненный металлический трос с алмазными втулками. Им опоясывается нужная часть объекта, подтягивается и разрезается в намеченном месте. Пила успешно используется там, где бессильны другие технологии, имеет существенные преимущества по сравнению с дисковой.
Алмазная резка высокотехнологична, применяется в сооружениях любой сложности, максимальная глубина – 700 мм. След реза представляет собой ровную, гладкую плоскость, позволяющую проводить облицовку без дополнительных затрат. В ходе работ отсутствуют механические нагрузки на соседние участки стены, что дает гарантию на отсутствие в ней трещин и повреждений. Алмазная резка железобетона по многочисленным отзывам имеет значительное превосходство над иными способами: экономичность, точность, бесшумность.
Оборудование для резки алмазами.
для расширения дверных и оконных проемов; при выполнении работ в сложных сооружениях; при демонтаже; резке балок, колонн.
2. Швонарезчики – для ремонта дорожных полотен, распила ниш, тротуарной плитки. Они незаменимы в создании шовных конструкций, так как не создают давление на поверхность, а, значит, предохраняют ее от растрескивания.
3. Агрегаты для резки стен применяют при толщине до 540 мм, которую режет стальной диск с алмазными сегментами. Машины снабжены маслостанцией, а менее мощные – электродвигателем.
4. Бетонокусачки используют при резке бетона, если необходимо сохранить арматурный каркас. Данный вид требуется в реставрации старых зданий, железобетонных сооружений.
5. Ручные отрезные машины востребованы в реконструкции жилого фонда и применяются для пропилов до 250 мм. Диск запускается электродвигателем, функционировать может при подаче воды, следовательно, без пыли. Отсутствие газов при резке позволяет работать в закрытых помещениях.
Стоимость резки в Москве.
Цена резки стен из железобетона, демонтажа, сверления зависит от нескольких факторов: типа поверхности, ее толщины, выбора оборудования.
проемов из бетона из железобетона перекрытий толщиной 14-32 см.
750 – 5 100/п.м 900 – 5 900/п.м 1 300 – 3 800/п.м.
перегородок конструкций из бетона класса В15 полов из бетона класса В10-В12.5.
2 000/1м 226 000/1м3 6 500 – 13 000/1м3.
Стоимость резки бетона доступна различным оборудованием, поэтому используется как в промышленном, так и гражданском строительстве. Высокая технологичность, отсутствие вибрации, точность алмазной резки определяют ее абсолютную экономичность на объектах любой степени сложности.
В большом перечне обязательных работ по строительству сооружений хозяйственного и бытового назначения одно из важных .
Железобетонные (забивные) сваи – это изделия, основа которых – тяжелый бетон. Их предназначение – укрепление .
Одним из основных элементов строительства являются железобетонные перекрытия, служащие промежуточным звеном между этажами и придающие .
ceemat.ru
Алмазная резка конструкций
Ремонтные работы
Вот уже более двадцати лет в европейских странах применяют при строительных работах алмазные инструменты. Самые крупные изготовители строительного оборудования, например Хилти, Резо, Монферран, Цедима которые уже сумели завоевать доверие у клиентов со всех уголков земли, по-прежнему делают ставку на него. И данному факту имеется разумное объяснение, ведь преимущества данного подхода очень очевидны: отсутствие вибраций, низкий уровень шумового загрязнения, а также полное отсутствие пыли. Также вас может заинтересовать лазерная резка, подробнее по ссылке.
На сегодняшний день алмазным технологиям, бесспорно, не найти равных и они позволяют производить резку отверстий и проемов даже в очень твердых стройматериалах. За исключением этого, новообразованные проемы абсолютно не требуют какой-либо последующей обработки – их вполне можно использовать по назначению, как только все будет готово.
Благодаря тому, что в процессе работ образуется минимальное количество шума, данные установки вполне пригодны для использования в строениях, которые находятся на стадии реконструкции. При этом качество выполняемых работ существенно выше, если бы они осуществлялись классическим способом. За исключением всего прочего, в процессе работы установки с алмазными коронками к режущему диску поступает вода, которая выполняет охлаждающую функцию, а также, уменьшает концентрацию пыли в воздухе. Когда все работы будут закончены, вода будет удалена из помещения с помощью промышленного насоса. Почти полное отсутствие строительной пыли, делает данную установку почти идеальной относительно ее экологических характеристик.
К областям применения данной технологии можно причислить:
- алмазную резку швов;
- алмазную резку монолитных конструкций;
- резку отверстий и проемов в фасадах;
- резку отверстий и проемов в фундаментах;
- резку новых ригелей;
- резку в перекрытиях, проемах и т.д.
- исправление, допущенного при строительстве, брака
- демонтаж конструкций, сделанных из ЖЗБ-панелей.
Сама по себе процедура состоит из следующих этапов:
- усиления проема, при использовании металлических конструкций;
- опускание элемента стены, который был вырезан при помощи специальных амортизаторов;
- резку проема по проекту перепланировки;
- разметку будущей области разреза.
За исключением всех этих параметров, при подборе алмазной установки требуется обращать пристальное внимание на то, какой тип диска вам нужен – от его выбора будет зависеть то, какие материалы вам удастся подвергнуть обработке.
globalsuntech.com
Продольная резка металла: особенности процесса
Продольная резка металла используется для изготовления штрипсов, металлических полос и лент, которые отделяются от рулонов в металлопромышленности. Чтобы провести такую работу, необходимо иметь специальное оборудование, которое включает в себя автоматические комплексы и станки. Наличие таких установок обеспечивает необходимый уровень продуктивности и качества резки металла.

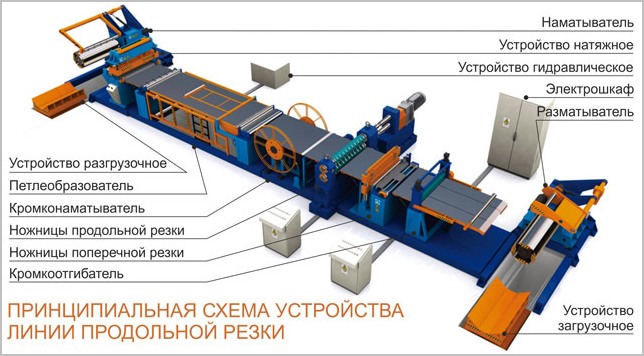
Принципиальная схема устройства линии продольной резки металла.
Процесс работы: особенности
Продольно поперечная резка выполняется при помощи специальных дисковых ножниц. Материал попадает в область разреза, где фиксируется промеж нижнего и верхнего валов. Разделение материала воплощается посредством оказываемого прижимающего напряжения, которое передается на верхний вал.

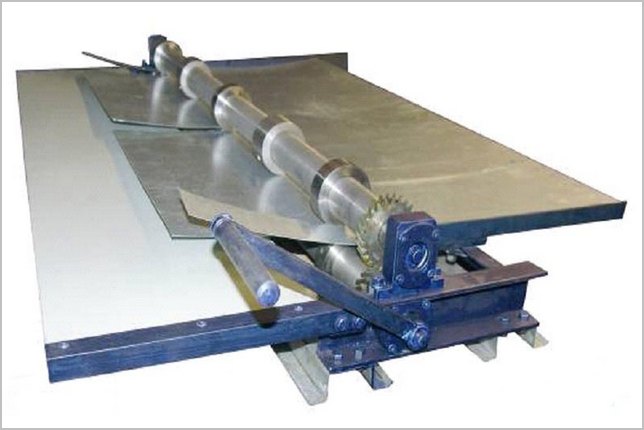
Устройство станка для продольно-поперечной резки металла.
Во время всего процесса верхний и нижний элементы не прекращают своего движения, что обеспечивает подачу листа беспрерывно.
Под воздействием повышенных температур любой материал теряет свою жесткость. То же самое касается и метла. Поэтому, перед тем как резать, его разогревают при помощи токов, что снижает нагрузку на рабочие диски.
При такой технологии диски могут заменить обычными вальцами, изготовленными из углеродистой стали. Тогда металл будет не резаться, а развальцовываться.
Вернуться к оглавлению
Рабочие комплексы: нюансы
Чтобы продольная или поперечная резка металла происходила на должном уровне, используют узкоспециализированное оборудование. В зависимости от схемы работы с листом, может понадобиться тот или иной вид техники. В зависимости от поставленной задачи есть несколько видов станков:
- Установка для продольной резки.
Такой станок используется и для продольной, и для поперечной резки мерных пластин металла. В этом случае загружают не сам рулон, а обрезанный лист, транспортируемый в зону разрезания.

Технология лазерной резки металла.
В таких комплексах дисковые ножницы свободно осуществляют деление металла на полосы необходимой ширины. Можно работать с тонколистовой сталью, медью, листовым алюминием, плотным картоном и конструкционными полимерами.
В данной конструкции фиксация режущего инструмента происходит на прижимном валу при помощи винтов. Задавать ширину отрезков можно при помощи автоматики или же вручную.
Если использовать более модернизированный станок, то, кроме продольной резки, может осуществляться и поперечная резка. В этом случае агрегат будет иметь головку с режущими роликами, зафиксированную на винтовых валах. При необходимости такие станки наносят защитную пленку на металл, который помещается в специальный блок.
- Линия резки металла продольной направленности.
Такая аппаратура может стоять как в крупных заводах, так и в более мелких. Данный комплекс обеспечивает высокий уровень производительности. Есть возможность изготавливать не только разные по ширине полосы, но и задавать длину.
Чаще всего такие станки встречаются на производствах, занимающихся изготовлением штрипсов, мерных заготовок для штамповки и других изделий, получаемых из листового проката.
Такая система имеет основные узлы и механизмы:

Схема процесса лазерной резки.
- бункер — служит для хранения рулона металла;
- транспортер — состоит из комплекса подающих валов, которые обеспечивают размотку рулона и подают металл в зону разреза;
- режущий узел — станок, где происходит продольная резка металла.
Данная система дополнительно оснащается блоками для поперечной резки. Сразу стоит и отметить, что в данном варианте оборудования предусмотрено наличие блоков, работающих на основе программного управления, что позволяет создать высокочастотную обработку.
После того как будут сделаны заготовки, их дополнительно обрабатывают, дабы устранить напряжение, которое появляется в процессе размягчения индукционными токами.
Такие системы отличаются высокой производительностью, а также широким диапазоном по размерам заготовок.
- Агрегат для продольной резки.
Данная система полностью автоматизирована. Такое оборудование рационально применять в больших объемах производства металлозаготовок.
В такой агрегат входят следующие основные элементы:

Схема конструкции твердотельного лазера для резки металла.
- Транспортер. Представлен в виде тележки с бункером, которые устанавливаются на рельсы.
Движение тележки в противоположную сторону от области резки обеспечивает размотку рулона, край которого заправлен в прижимные вальцы. Они же и фиксируют металл, чтобы он не сматывался обратно в рулон, что обеспечивает более ускоренную работу.
- Комплекс предварительной обработки.
Он обрезает края листа и прогревает его перед тем, как металл попадет на резку. Для отходов есть специальные бухты, которые наматывают на себя ненужные отрезки.
- Блок продольного резанья.
В нем материал делится на отдельные заготовки по необходимым параметрам. Весь процесс осуществляется за счет наличия дисковых ножей.
- Петлевой компенсатор. Контролирует скорость движения готовых отрезков.
- Барабан. «Собирает» обработанные заготовки путем наматывания их на свое тело.
- Система разгрузки барабана. Освобождает элемент от рулонов.
Резка металла таким агрегатом управляется только при помощи автоматики. Такие системы используют только в крупномасштабных производствах, так как они обеспечивают высокую производительность.
Вернуться к оглавлению
Виды резки и для чего они нужны
Кроме массового производства металлических полос, иногда возникает необходимость и в более тонкой работе.
В первом случае продукция идет для использования в кровельных и вентиляционных работах, при монтаже систем воздухопроводов и изготовлении рекламных конструкций.
Что касается второго момента, то благодаря развитию современных технологий стало возможным не только делать резку металла поперечной и продольной направленности, но и выполнять более «ювелирную» работу.
- Художественное разрезание материала.
Используется для изготовления декоративных ограждений, произведений искусств из металла, алюминия, меди, низкоуглеродистой или нержавеющей стали. Без такого не обойдется и производство ворот, лестничных конструкций, ограждений и перилл. При помощи ее изготавливаются опоры, декоративные панели, рамки, отдельные логотипы и буквы.
- Лазерная резка металла.
Более усовершенствованная технология, позволяющая осуществлять весь процесс намного быстрее, причем дающая высококачественные изделия. За счет отсутствия рубок и фрезеровок, себестоимость такой резки достаточно низка.
Детали имеют точные формы, которые получаются из-за устранения динамического воздействия на материал. При помощи лазерной резки осуществляется изготовление мебельных гарнитуров, автомобилей, различного оборудования, также используется для создания наружной рекламы.
Обеспечивает высокую точность раскройки металла, при этом торцы изделий имеют идеально ровные поверхности. Применяется в работе с твердосплавными материалами, что привело к значительной экономии энергоресурсов и времени. Также есть возможность регулировать глубину реза.
- Фигурная резка.
Для создания желаемого изделия лазер движется по заранее обозначенному контуру. Такой метод используется для создания декоративных элементов, так как в процессе работы не происходит воздействия на металл, а это, в свою очередь, позволяет избежать деформаций.
- Контурная резка металла.
В процессе изготовления металл не нуждается в дальнейшей шлифовке или какой-либо обработке торцов. Облегчает вырезание замысловатых фигур. Рабочий луч имеет небольшой диаметр — 0,2-0,4 мм, что помогает избежать кривизны.
В зависимости от того, с какой целью производится резка металла, будет зависеть подбор правильного оборудования, но чем сложнее задача, тем более сложным будет комплекс. Наличие тех или иных функций отразится и на комплектации.
moiinstrumenty.ru
как режут металл — инструменты и способы
В упрощённом виде технология резки металла заключается в следующем:
- Режущая кромка инструмента внедряется в заготовку;
- Движение инструмента по верхнему слою металла приводит к отрыву его от основной заготовки, срезаемый слой при этом испытывает пластическую деформацию.
Когда создавшееся в этом слое напряжение становится выше прочности металла, происходит скалывание и образуется стружка (элементы припуска постепенно переходят в стружку).
Резка металла может быть холодной и с применением высокотемпературных технологий.
При холодном способе — к материалу применяется механическое воздействие, режущий инструмент при этом должен иметь большую твердость, чем заготовка. В этом случае используются различные пилы, прессножницы, шлифмашинки, болгарки.
При горячей обработке — металл при помощи инструмента расплавляется в месте разреза, а расплав удаляется потоком газа. Системы для такого способа резки – это автогены, плазменная резка, кислородная, воздушно-дуговая, лазерная.
При применении некоторых способов обработки нельзя получить необходимую чистоту — это воздушно-дуговая, кислородная резка и обработка болгаркой. Поэтому эти способы применяют для подготовительных работ, нарезания заготовок и демонтажа.
Полезно: металлорежущие станки.
Виды резки:
Та как же режут металл?
Способы резки металла можно разделить на несколько групп: механическая резка (зенкование, сверление, фрезерование, шлифование и др), гидроабразивная, лазерная, газовая, плазменная резка.
Механическая резка может производиться при помощи углошлифовальной машины (болгарки), гильотины, стационарной циркулярной пилы, ленточнопильного станка. Существенным недостатком механической резки является то, что с её помощью возможно производить только прямолинейные разрезы. К достоинствам относят экономичность, высокую точность и ровные края разреза.
- Резка болгаркой применяется для сортового металлопроката, имеющего небольшой и средний диметр и используется в производстве уголков, арматуры, квадратов, кругов и т.д. Данный метод отличается, с одной стороны, невысокой производительностью, с другой – малыми количествами побочных продуктов – окислов и окалины в месте разреза.
- Резка циркулярной пилой позволяет производить разрезы под углом, а также достигать высокой точности и качества разреза. К недостаткам можно отнести низкую скорость, ограничения в глубине разреза и сравнительно высокое количество отходов.
- Резка или, точнее, рубка металла гильотиной является наиболее продуктивным и недорогим способом обработки металла. При этом имеются ограничения в производстве деталей со сложной конфигурацией.
- Ленточнопильный станок позволяет производить резку любых металлов и сплавов, в том числе и под углом, с минимальными потерями металла, получая идеальную кромку. Способ имеет ограничения в размерах отрезаемых деталей.
Гидроабразивная резка является одним из инновационных методов и позволяет с высокой точностью производить раскрой металла толщиной до 30 см. При использовании данного метода не требуется последующая обработка краёв разреза. Резка производится на специальном оборудовании при помощи смеси воды с абразивным песком, которая подаётся под высоким давлением через узкое сопло. К преимуществам метода относится отсутствие термического воздействия на металл, что предупреждает его деформацию. К недостаткам – высокая стоимость и неприменимость для металлов, подверженных коррозии.
Газовая резка производится при помощи специального оборудования путём интенсивного оплавления металла, которое происходит под воздействием направленного потока газокислородной смеси. Данный способ подходит для резки металлов и сплавов, имеющих небольшую теплопроводность. Для газовой резки характерно наличие в местах разреза окислов, наплывов и окалины, образующихся под воздействием высоких температур.
Плазменная резка осуществляется при помощи подающейся под высоким давлением смеси газов, в результате чего происходит частичное выгорание , плавление и полное выдувание частиц металла в месте разреза. Данный способ применим к любым разновидностям металла, он является одним из наиболее экономичных и производительных методов (в 4 раза быстрее лазерной резки, в 8 раз – гидроабразивной и в 10 – механической). Потери металла при плазменной резке минимальны, как и негативное воздействие на окружающую среду. Плазменную резку применяют для любого токопроводящего металла толщиной от 1 до 150 мм, при этом полученные детали имеют ровные и гладкие кромки и не требуют последующей обработки. Способ применим как для единичного, так и для серийного производства.
Лазерная резка металла происходит на специальных станках под интенсивным воздействием на прокат лазерного луча, который испаряет часть металла. Оставшийся в месте разреза расплавленный металл выдувается потоком газовой смеси. При помощи лазерной резки можно получать детали высокой точности и любой конфигурации, с ровными, не требующими обработки краями. К достоинствам можно отнести и отсутствие деформации.
Недостатками данного метода являются его высокая стоимость, ограничения в толщине проката (до 20 мм) и типе металла (метод плохо подходит для нержавеющей стали, алюминия и других металлов, обладающих высокой отражающей способностью).
Дополнительно:
- Резка металла под водой.
- Резка чугуна.
- Резка цветного металла.
kudavlozitdengi.adne.info
Резка рулонной стали: поперечная и продольная
Резка стали представляет собой разделение ее на более мелкие части, из которых в дальнейшем изготавливаются необходимые изделия.
Сталь обычно режут одним из двух способов — продольным или поперечным.
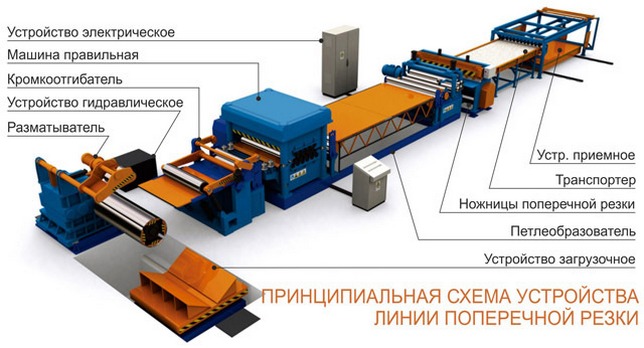
Линии поперечной резки
На практике разрезание листов ножницами по металлу неудобно и неэффективно, поэтому применяются специальные линии резки. С помощью линии можно измельчить рулон на части любой формы, от квадрата до ромба.
Типичные технические характеристики линии поперечной резки:
- допустимая ширина стального рулона — 0.16 м;
- максимальная толщина металлического листа — 0.4 см;
- минимальное количество отрезаемых частей — от 18, дальше всё зависит от длины листа;
- общая мощность моторов всех приводов — 206 кВт.
Линия для поперечной резки рулонной стали включает в себя следующие элементы: листовые ножницы с установленным под наклоном ножом, управляющий механизм, устройство для правильного разматывания, узел складывания отрезанных частей, валковая подача.
Весь комплекс функционирует согласно заранее установленному алгоритму, в котором многое зависит от заданных параметров — начальных и требуемых размеров заготовки, длины рулона или листа. Система может быть как полностью автоматизированной, так и управляемой оператором-специалистом.
В первом варианте линия должна самостоятельно остановиться, когда в разматывателе кончится материал.
Видео показывает суть технологии:
Подробнее о правильно-разматывающем устройстве
Этот узел предназначен, чтобы лист как можно меньше коробился до заправки его в ножницы. В то же время с листа при помощи специальных щеток удаляются остатки производственного налета и окалины. Агрегат обычно включают только когда нужно распустить горячекатаных металл на части.
Ножницы
По сути нет большой разницы между автоматическими и ручными ножницами, кроме того, что первые механически связаны со всей конструкцией в целом.
Если происходят неполадке в приводе, ножницы выключаются вместе с остальными элементами. Сам процесс нарезки контролируется через изображение на визуальном дисплее, причем погрешность фиксации рулона может колебаться до 0.4 миллиметра в большую или меньшую сторону, это сильно зависит от характеристик исходного материала.
Валковая подача
Качество разрезания очень сильно связано с точностью механизма, подающего металл. Технологию валковой подачи нельзя назвать предельно точной, но зато она универсальна и считается самой мягкой, предупреждающей удары и толчки, могущие испортить материал.
Валковая подача функционирует следующим образом:
- Привод, которым оснащено правильно-разматывающее устройство, взаимодействует с приводом односторонней подачи, так что исходная заготовка начинает двигаться в тот момент, когда лезвия ножниц находятся в самой верхней позиции.
- Как только рулон упирается в конечную плоскость, балка ножницы начинает свою работу. Лезвия перемещаются, отрезая часть стали заданного размера.
Если рулон относительно легкий, то для натяжения достаточно будет самих валков, для тяжелых уже понадобится включать электромотор.
Устройство складывания
Его техническое наименование — стапелирующий узел. Процесс укладывания отрезанных частей реализуется одним из двух методов: либо отрезки свободно падают под действием силы тяжести, либо их принудительно передвигают в нужное направление.

Конкретно в поперечной резке рулонной стали обычно используется именно второй вариант, это уменьшает количество действий по обслуживанию линии, а также упрощает перемещение материала на склад.
Если заготовки обычной формы, подойдут самые простые склизы (направляющие), в то время как отрезки сложной формы требуют особой конфигурации. Чтобы отрезок не застрял, необходимо обеспечить наклон склиза не менее 26 градусов.
В механизм устройства входят:
- система управления и контроля с необходимыми датчиками;
- разматывающий барабан;
- элемент для фиксации рулона по диаметру;
- узел для смазывания листа или рулона;
- электропривод;
- станина (основание).
Когда разрезать нужно лист, а не целый рулон, разматыватель можно вообще отключить. Принцип действия устройства в следующем: материал кладется на опору, одновременно центрируясь с помощью роликов.
Лист или рулон устанавливается строго горизонтально, после чего сталь подается в приспособление с обжимными и распрямляющими роликами. Каждый вид роликов можно настраивать независимо от другого. Оценить правильность настройки можно при помощи фотоэлементов и световых индикаторов.
Способы продольной резки
Продольная резка рулонной стали подразумевает разделение материала на длинные ленты, полосы или штрипсы. Главную роль в процессе играют специализированные дисковые ножницы.
Сначала материал помещается в зону разреза, надежно фиксируясь между верхним и нижним валами. Заготовка разделяется с помощью поступающего на верхний вал прижимного напряжения. Чтобы лист подавался непрерывно, оба элемента двигаются безостановочно.
Чтобы сталь размягчилась, ее нагревают при помощи электрического тока — это нужно для снижения нагрузки, падающей на функциональные диски. Иногда в этом случае вместо дисков используют обыкновенные вальцы из углеродистой стали — тогда сталь не разрезается, а развальцовывается.
Для резки рулонной стали продольным методом могут использоваться два основных вида станков:
- Линия для резки. Устанавливается, как правило, в фабричных условиях — на крупном или мелком производстве. Выдает наиболее высокую результативность. Можно задавать как ширину, так и длину готовых полос. Устройство включает в себя бункер для хранения рулона, режущий узел и комплекс валов для подачи стали.
- Агрегат продольной резки. Подходит для обширных металлозаготовок, потому что процесс здесь автоматизирован до мелочей. Включает в себя транспортер в виде тележки на рельсах, комплекс предварительной обработки, блок продольного резания, регулятор скорость движения, барабан, на который наматываются заготовки и система разгрузки барабана, удаляющая ненужные рулоны.
Посмотрите видео:
 Загрузка...
Загрузка... plavitmetall.ru
Алмазная резка монолитных конструкций
Планируя устройство проёма в монолитных домах, следует иметь в виду, что их стены отличается значительной прочностью.
Это обусловлено принципами строительства домов по монолитной технологии. Для возведения монолитного дома конструируется «скелет» из арматуры, который затем закрывается опалубкой, внутрь которой заливается бетон, в то время как панельные дома собираются из отдельных элементов, скрепляемых закладными деталями.
Таким образом, принципиальное отличие стены монолитного дома от стены панельного дома – это значительная насыщенность металлической арматурой, а также цельность конструкции.
Кроме того, если для соединения стеновых панелей используются короткие арматурные штыри небольшого диаметра (5 мм), то при строительстве монолитных домов в ход идут достаточно длинные и мощные металлические прутья сечением 32 мм.
Как же осуществляется демонтаж элементов монолитных конструкций?
Для резки бетона, все чаще применяется алмазная техника - тем более для сильно армированного монолитного железобетона. Для резки и сверления в монолитных жзб-конструкциях обычно используются специальные диски и коронки с алмазным покрытием.
Стоит отметить, что диски, выполненные из мягких марок металла, режут быстрее, однако и их износ тоже наступает достаточно быстро. Более твёрдые диски отличаются большей долговечностью, однако работа с ними продвигается медленнее.
Ещё одна особенность монолитных домов – в помещениях часто отсутствуют несущие стены, но имеются несущие колонны.
Если стена, в которой предполагается сделать проём, не является несущей, готовый проём не требует усиления. В этом случае применение технологии алмазной резки обусловлено в первую очередь тем, что при алмазной резке монолита или любого другого материала получается проём с ровными краями, не требующий дополнительной обработки.
В случае, если стена, где вы намерены прорезать проём, является несущей, после резки проёма его необходимо будет усилить. Об усилении проема в несущей стене в монолитном доме, выполненном нашими сотрудниками, читайте по ссылке.
mrez.ru
Инструменты для резки металла: какое бывает оборудование
Монтажные и отделочные работы нередко сопровождаются дополнительными операциями, связанными с подготовкой тех или иных материалов. И если пластик с древесиной, к примеру, легко подкорректировать обычными инструментами плотника за пару минут, то металлические заготовки в силу жесткости структуры требуют куда больше усилий. Конечно, для работы с профилем и листовыми изделиями не обязательно обращаться к профессиональной технике. Но следует изначально понимать нюансы использования конкретного инструмента для резки металла, чтобы на выходе получилась заготовка, соответствующая ожиданиям.
Холодная и горячая резка – в чем отличия?

На базовом уровне следует разделить два принципиально разных подхода к обработке металла. Это холодная и горячая резка. В чем заключается разница? В случае с холодной обработкой целевая заготовка не подвергается изменению структуры для облегчения дальнейшего физического воздействия на нее. Как правило, это механические способы резки, при которых функциональный орган (зубец, резчик, коронка) должен быть выполнен из более стойкого материала, чем рабочая заготовка. Горячие способы обработки обычно предполагают термическое воздействие на материал до состояния плавления. Какие инструменты применяются при резке металла таким способом? В большинстве случаев используют полноформатные станки с автогеном, но и для бытового применения выпускаются технические средства горячей обработки. В эту группу входят сварочные аппараты, а последнее время становятся все доступнее и лазерные устройства для резки.
Разновидности инструментов для механической резки

В этой категории можно выделить ручные и станочные агрегаты, предназначенные для раскроя металлических листов. Твердотельные заготовки толщиной более 20-25 мм ручными инструментами обычно не режутся. К ним относятся ножницы и ножовки по металлу. Что касается станочного оборудования, то его представляют стационарные пилы, ленточные обрабатывающие станки и шлифовальные машины. Причем сама по себе операция резки в станочном оборудовании редко представлена в единственном числе. Как правило, она является базовой, но ее также дополняют функции сверления, расточки, торцевания и т. д. Несмотря на очевидное превосходство платформенных мощных агрегатов, ручной инструмент для резки металла может потребоваться в решении несложных и деликатных операций. Например, если в удалении от розетки на стройплощадке нужно будет аккуратно подрезать край металлического листа. Использовать для этой задачи крупногабаритную пилу на станине нецелесообразно.
Классификация ножниц по металлу

Данный инструмент тоже бывает разным. Простейшие конструкции позволяют осуществлять раскрой тонкого листового металла, используя ручное усилие. В отличие от обычных ножниц, их режущие части выполняются из высокопрочной инструментальной стали. Рукоятки, в свою очередь, имеют пластиковые накладки с ребристой поверхностью для более цепкого хвата. Для более ответственных операций применяют электрический инструмент для резки металла с силовым приводом. Ножничный механизм представлен насадкой с небольшим вращающимся роликом. В действие его приводит двигатель мощностью до 500 Вт в среднем. К преимуществам этого инструмента относится не только высокая производительность, но и точность. Оператор может резать листы толщиной порядка 1,5 мм, оставляя ровные края.
Резка металла ножовкой
Классическая пила с тонким и узким полотном по-прежнему сохраняет актуальность. На фоне мощного электроинструмента такая ножовка выигрывает низким ценником, простой конструкцией и возможностью получения аккуратного распила. В современных моделях для полотна используется закаленная или инструментальная сталь, позволяющая резать трубы, куски арматуры и профильные заготовки. Причем большинство ножовок имеют унифицированные механизмы фиксации пилки, поэтому сохраняется возможность применения разных по формату полотен с ориентацией на особенности рабочего материала. Основу же данного инструмента для резки металла нужно подбирать исходя из ее функциональности. Учитывать следует силу натяжения и диапазон настройки по длине.

Особенности плазменной резки
Обработку такого типа реализуют специальные модели сварочных аппаратов. В качестве целевого материала применяются разные металлы от мягкого алюминия до титана и углеродистых сплавов. Но использовать данный метод рекомендуется только при наличии как минимум базовых навыков сварочных работ. Плазмотрон – это электрический инструмент для резки металла, в котором важную роль играет сила тока. В ходе подготовки рассчитывается ее потенциал, приходящийся на 1 мм заготовки. Причем для разных видов металла эта величина будет разной. Так, сталь и чугун режется при 4 А, а цветные сплавы рекомендуется обрабатывать с настройкой под 6 А.
Особенно новичкам необходимо продумать и вопросы безопасности в ходе рабочего процесса. Защита обеспечивается не только от электрического тока, но и от температурного воздействия с ультрафиолетовым излучением. Поэтому с данным инструментом для резки металла рекомендуется работать в специальной экипировке, дополненной щитком сварщика. На ногах тоже должны быть соответствующие штаны с обувью на случай неосторожного обращения с расплавом.

Ленточные станки для резки металла
Для обработки металлических заготовок повышенной твердости используют мощное станочное оборудование. Ленточная пила в этом классе – одно из самых эффективных решений, так как зубья пильных полотен выигрывают в показателях прочности даже у дисков болгарки. Также конструкция оборудования позволяет справляться с крупными заготовками толщиной более 100 мм. Например, стержень диаметром в 100 мм средняя по производительности машина обработает со скоростью 50-70 см2/мин. Выгодна резка металла механизированным инструментом данного типа и в плане экономии целевого материала. Толщина ленты составляет всего 1,3 мм в среднем, поэтому расход стружки будет небольшим. Если сравнивать экономию в отходах с ручными способами резки, то разница достигнет 3-4 раза.

Гидроабразивная резка
Это высокотехнологичное оборудование, которое преимущественно используют на крупных металлообрабатывающих предприятиях. Особенности гидроабразивных станков заключаются в принципе работы. Резка выполняется не механическими элементами, и не тепловым воздействием, а смесью абразива и воды. Через специальное сопло на целевую область подается струя под большим давлением. На подходе канала к поверхности заготовки к нему подключается линия подачи микрочастиц песка и металла. В итоге направление гидроабразивной струи осуществляет раскрой с высокой степенью точности. Размер самих частиц может составлять несколько микрон, а толщина заготовки достигает 200 мм. К слову, ручные инструменты, применяемые при резке металла, ориентируются в основном на тонколистный прокат. И даже повышение мощности с изменением конструкции оборудования с целью приема больших заготовок вовсе не гарантирует качество раскроя. В свою очередь, гидроабразивные станки с ЧПУ реализуют операцию под контролем программной аппаратуры с комплексной задачей параметров резки.
Заключение

Выбор подходящего способа обработки металла зависит от конкретных целей. В некоторых случаях важна будет скорость резки материала в больших объемах и без высоких требований к качеству. Для таких задач используют механические станки с подходящей под формат заготовки конструкцией. Ручной инструмент для резки листового металла чаще применяют в бытовых условиях. Таким образом могут подготавливаться заготовки для кровли, обшивки хозяйственных построек и т.д. Самые же технологически и функционально продвинутые агрегаты демонстрируют принципиально другие подходы к решению подобных задач. Это в первую очередь гидроабразивное и плазменное оборудование, сочетающее в себе такие качества, как высокая производительность, точность и экономность.
fb.ru









