Технология производства керамзита. Производство керамзита в домашних условиях
Оборудование для производства керамзита в домашних условиях - Разведение сельскохозяйственных животных - - Каталог статей

Мини завод по производству керамзита дает возможность предпринимателям изготавливать различные материалы, необходимые в строительстве. Керамзит является распространенным искусственным пористым заполнителем, который получают путем обжига отформованных заранее глинистых гранул. Мини завод по производству керамзита использует коэффициент вспучивания керамзита с учетом увеличенного введения в глинистую шихту железосодержащих или органических добавок.Мини заводы, которые занимаются производством керамзита, способны производить керамзитовый песок, размер зерен которого 0,16—5 мм, его получают, обжигая измельченное или предварительно гранулированное глинистое сырье в печах кипящего слоя. Также можно получить керамзитовый песок путем измельчения некондиционного керамзитового гравия.Мини заводы, которые производят керамзит, получают глинозольный материал из двухкомпонентной шихты. Чтобы изготовить глинозольный керамзит, пользуются легкоплавкими глинистыми породами и золой от сжигания бурого угля, каменного угля и торфа. Такой заполнитель подобен керамзиту по своим свойствам, выпускают его в виде песка и гравия.Кроме того, на мини заводе по производству керамзита можно изготавливать при помощи термической обработки отформованных гранул, составленных из смеси золы ТЭС, которая содержит ограниченное количество топлива со связующими добавками, зольный обжиговый керамзит. Этот заполнитель по свойствам подобен керамзиту. Чтобы произвести безобжиговый зольный керамзит, надо гранулировать вяжущее вещество с увлажненной смесью топливной золы, затем подвергнуть смесь сушке.Путем обжига глинистого сырья и измельченного каменного угля получают керамзит. Проводят обжиг до спекания шихты, пористость материала при этом находится в зависимости от частичного вспучивания массы и скорости выгорания топлива. Керамзит также производят путем поризации шлакового расплава, охлаждая его водой.
Интересные статьи по данной теме:
Самые читаемые обзоры
Бизнес-идея: Мини завод по переработке пластика, Мобильный мини-завод для переработки ПЭТ-бутылок
Мини цех по производству тушенки, мини-Линия по производству тушенки и мясных консервов
Консервный мини-завод на дому, Мини-консервный цех на дому
Мини завод по производству воды, Мини-заводы по разливу газированной воды
Мини-цех по производству сахара, Мини оборудование для производства сахара-рафинада из свеклы
Мини спирт завод, мини установка для производства спирта
Пельменный мини цех: малый бизнес по производству пельменей, Пельменные аппараты
Свой Бизнес По Производству Гвоздей: Автомат для производства гвоздей, мини-станок для производства гвоздей, Гвоздильный станок-автомат
Мини-завод по производству кирпича из глины, Станок по производству кирпича в домашних условиях
Мини цех по производству колбасы, оборудование для производства колбас и копчёностей
MiniZavody.com/Мини заводы - копирование контента с этого сайта без постановки рабочей ссылки на данную страницу сайта и без уведомления администратора ЗАПРЕЩЕНО!
Печь для обжига керамзита в домашних условиях.
Очень жаль, что обсуждение прекратилось. Очень интересует это тема. Хочется узнать, возможно ли производство керамзита в условиях собственного участка? Барабанный механизм очень сложен , по высоте будет разная темпиратура. ну это так взгляд в сторону нестандартных решений.
Оборудование для производства керамзита:
- Печь и предпечное оборудование, шнеки, элеватор и виброгрохот
- Теплообменники и т.д.
Завод 100 тысячник, выпуск 80-х годов. Размеры печи 20 х 2,8, Размеры барабана для сушки 12 Х 1,6. Производительность барабана 25 - 30 тонн в час. Проработал всего пол года. Все в отличном состоянии. Завод находится в Вологде.
Изготовление шлакоблоков в домашних условиях
Шлакоблоки один из самых современных материалов для постройки своего дома. Если вы хотите значительно удешевить строительство дома, вам стоит изучить вопрос об изготовлении шлакоблоков в домашних условиях. Для того чтобы изготовить шлакоблок вам потребуется форма, которую лучше всего изготовить из металла.
Хороший вариант для тех, кто ищет пути, как сэкономить. Толщина стенки должна составлять около 3 мм. Форма для изготовления шлакоблока представляет собой ящик без дна с приваренными ручками.
Форма может быть и такой, чтобы в нее можно было залить несколько шлаков. Размер ящика для трех шлакоблоков должен быть примерно 310 на 450 мм. Через каждые 150 мм следует вставить перепонки, которые в последствие вынимаются из формы.
Советы специалистов
Чаще всего размер шлакоблока составляет 200 на 200 на 400 мм. Шлакоблоки мелкого размера можно использовать для кладки стены толщиной 310 мм. Они намного легче, чем шлакоблоки общепринятого размера, поэтому с ними проще работать.
Раствор для цемента стоит изготавливать из цемента, песка и шлака в пропорции 1-3-5. Если шлак раздобыть не удалось, можно использовать любой другой наполнитель, а идеальным наполнительным будет керамзит. Однако, керамзит стоит не дешево, и его цена сделает изготовление шлакоблока «золотым». Можно использовать шлак от угля из угольной кочегарки.
Для уменьшения массы шлакоблока и улучшения теплоизоляции. перед тем как залить раствор, формы вставьте в пустые водочные бутылки. Вынимать их следует тогда, когда раствор полностью высохнет, чтобы можно было использовать их еще раз.
Чтобы шлакоблоки получились ровными и лоснящимися, заливайте раствор в формы и сушите их на резиновой ленте. Ленту предварительно лучше смочить мыльным раствором. Чтобы приготовить мыльный раствор, подойдет любое моющие средство.
Снимать готовые шлакоблоки с резиновой ленты можно через сутки, но полное их высыхание произойдет только через трое суток.
Так же для изготовления шлакоблоков в домашних условиях можно приобрети небольшой вибростанок «несушку». В комплект так же входит специальная форма. Которая, производит от одного до двух шлакоблоков за один цикл. Станок вполне подойдет для выпуска шлакоблоков в небольшом количестве.
Основными положительными качествами такого станка является его доступная цена, небольшой вес, и небольшая физическая нагрузка для человека, работающего на таком станке. Если говорить об оборудовании, то не помешает еще и бетономешалка, она действительно облегчит вам жизнь. С ее помощью вы приготовите качественную смесь в течение 5 минут. Главное при выборе оборудования выбирать те модели, которые работают от сети 220 вольт.

Оборудование для производства керамзита
Дешевое сырье в совокупности с относительно доступным основным технологическим оборудованием для керамзитного производства позволяет получать качественный строительный материал и существенно снизить его цену. Керамзит, получаемый в процессе обжига глинистого сырья, обладает уникальными эксплуатационными характеристиками.
Характеристики и область применения керамзита
Керамзит практически универсальный стеновой материал, применяемый для возведения зданий в различных климатических поясах. Этому он обязан своими характеристиками:
- экологическая чистота;
- долговечность;
- устойчивость к повышенной влажности;
- длительное время эксплуатации;
- морозоустойчивость;
- хорошие теплоизоляционные характеристики;
- химическая инертность;
- звукоизоляционные характеристики.
Область применения керамзита не ограничивается исключительно строительством. Этот материал активной используется как в дизайне помещений, так и в разведении декоративных и сельскохозяйственных растений.
Основные области применения керамзита:
- утепление чердачный помещений;
- дорожное строительство;
- утепление фундамента и подвалов;
- оформление приусадебных пешеходных дорожек;
- ландшафтный дизайн;
- производство керамзитобетонных блоков;
- оформление клумб;
- дренажный материал в цветоводстве.
Оборудование для производства керамзита
Для производства керамзита потребуются несколько сот квадратных метров под размещение цеха и прилегающих складских площадей, поэтому о производстве керамзита в домашних условиях речи быть не может. Хотя не исключено, что развитие технологий позволит производить настолько компактное и малоэнергоемкое оборудование, что и в домашних условиях это станет возможным.
Уже сейчас можно найти чертежи, которые позволят изготовить дробилку для керамзита своими руками. Но, это лишь одна, малая, составная часть технологического комплекса по производству керамзитового гравия. Понадобится еще как минимум несколько агрегатов и помещение под небольшой цех. Но, это уже имеет мало общего с производством керамзита в домашних условиях.
Если говорить о производстве дробленого керамзита, то это побочный продукт, который получают только в том случае, когда выход мелкой фракции находится ниже предельно допустимых норм. Дробленый керамзитовый гравий отличается по качеству в худшую сторону от стандартного продукта.
Именно в этом случае в технологическую цепочку включается дробилка для керамзита. Помимо нее в общую схему технологического процесса производства керамзита должны быть включены следующие агрегаты:
- линия предварительной сушки глинистого сырья;
- линия обработки с вальцами грубого и тонкого помола;
- печь для обжига;
- источник питания;
- ленточные конвейеры;
- устройство для формовки;
- слоевой холодильник.
Перечень оборудования для производства керамзита, приведенный выше, довольно условный. Каждая компания производитель оборудования дополняет его своими разработками.
Хорошие статьи в помощь:
Источники: minizavody.com, www.chipmaker.ru, rustrade.ucoz.ru, dometod.ru, stroy-bloks.ru
biznes-r.3dn.ru
Технология производства керамзита - Как производят керамзит
Технология производства керамзита и сущность технологического процесса производства состоит в обжиге глиняных гранул по оптимальному режиму.
Для вспучивания глиняной гранулы нужно, чтобы активное газовыделение совпало по времени с переходом глины в пиропластическое состояние.
Между тем, в обычных условиях газообразование при обжиге глин происходит в основном при более низких температурах, чем их пиропластическое размягчение.
Например, температура диссоциации карбоната магния — до 600°С, карбоната кальция — до 950 °С, дегидратация глинистых минералов происходит в основном при температуре до 800 °С. А выгорание органических примесей еще ранее, реакции восстановления окислов железа развиваются при температуре порядка 900 °С, тогда как в пиропластическое состояние глины переходят при температурах, как правило, выше 1100 °С.
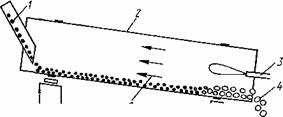
Схема вращающейся печи для производства керамзита:

1—загрузка сырцовых гранул; 2— вращающаяся печь; 3— форсунка; 4— вспученный керамзитовый гравий; 5—поток горячих газов
В связи с этим при обжиге сырцовых гранул в производстве керамзита необходим быстрый подъем температуры. Так как при медленном обжиге значительная часть газов выходит из глины до ее размягчения и в результате получаются сравнительно плотные маловспученные гранулы. Но чтобы быстро нагреть гранулу до температуры вспучивания, ее сначала нужно подготовить, т. е. высушить и подогреть. В данном случае интенсифицировать процесс нельзя. Так как при слишком быстром нагреве в результате усадочных и температурных деформаций, а также быстрого парообразования гранулы могут потрескаться или разрушиться (взорваться).

Оптимальным считается ступенчатый режим термообработки по С. П. Онацкому: с постепенным нагревом сырцовых гранул до 200—600 °С (в зависимости от особенностей сырья) и последующим быстрым нагревом до температуры вспучивания (примерно 1200 °С).
Обжиг осуществляется во вращающихся печах (рис.), представляющих собой цилиндрические металлические барабаны диаметром до 2,5—5 м и длиной до 40— 75 м, футерованные изнутри огнеупорным кирпичом. Печи устанавливаются с уклоном примерно 3% и медленно вращаются вокруг своей оси. Благодаря этому сырцовые гранулы, подаваемые в верхний конец печи, при ее вращении, постепенно передвигаются к другому концу барабана, где установлена форсунка для сжигания газообразного или жидкого топлива. Таким образом, вращающаяся печь работает по принципу противотока: сырцовые гранулы перемещаются навстречу потоку горячих газов,подогреваются. И, наконец, попав в зону непосредственного воздействия огненного факела форсунки,вспучиваются. Среднее время пребывания гранул в печи — примерно 45 мин.
Технология производства керамзита - оптимальный режим термообработки.

Чтобы обеспечить оптимальный режим термообработки, зону вспучивания печи, непосредственно примыкающую к форсунке, иногда отделяют от остальной части (зоны подготовки) кольцевым порогом. Применяют также двухбарабанные печи, в которых зоны подготовки и вспучивания представлены двумя сопряженными барабанами, вращающимися с разными скоростями.
В двухбарабанной печи удается создать оптимальный для каждого вида сырья режим термообработки.
Промышленный опыт показал, что при этом улучшается качество керамзита, значительно увеличивается его выход, а также сокращается удельный расход топлива.
В связи с тем, что хорошо вспучивающегося глинистого сырья для производства керамзита сравнительно мало, при использовании средне- и слабовспучивающегося сырья необходимо стремиться к оптимизации режима термообработки.
Из зарубежного опыта известно, что для получения заполнителей типа керамзита из сырья (промышленных отходов), отличающегося особой чувствительностью к режиму обжига. Используют трехбарабанные вращающиеся печи или три-четыре последовательно располагаемые печи. В которых обеспечиваются не только оптимальные скорость и длительность нагрева на каждом этапе термообработки, но и различная газовая среда.
Значение характера газовой среды в производстве керамзита обусловлено происходящими при обжиге химическими реакциями. В восстановительной среде окись железа Fe2O3 переходит в закись FeO. Это является не только одним из источников газообразования, но и важнейшим фактором перехода глины в пиропластическое состояние.
Внутри гранул восстановительная среда обеспечивается за счет присутствия органических примесей или добавок, но при окислительной среде в печи (при большом избытке воздуха) органические примеси и добавки могут преждевременно выгореть.
Поэтому окислительная газовая среда на стадии термоподготовки, как правило, нежелательна, хотя имеется и другая точка зрения, согласно которой целесообразно получать высокопрочный керамзитовый гравий с невспученной плотной корочкой. Такая корочка толщиной до 3 мм образуется (по предложению Северного филиала ВНИИСТ) при выгорании органических примесей в поверхностном слое гранул, обжигаемых в окислительной среде.
По мнению автора, при производстве керамзита следует стремиться к повышению коэффициента вспучивания сырья, так как невспучивающегося или маловспучивающегося глинистого сырья для получения высокопрочного заполнителя имеется много, а хорошо вспучивающегося не хватает.
С этой точки зрения наличие плотной корочки значительной толщины на керамзитовом гравии свидетельствует о недоиспользовании способности сырья к вспучиванию и уменьшении выхода продукции.
В восстановительной среде зоны вспучивания печи может произойти оплавление поверхности гранул, поэтому газовая среда здесь должна быть слабоокислительной. При этом во вспучивающихся гранулах поддерживается восстановительная среда, обеспечивающая пиропластическое состояние массы и газовыделение, а поверхность гранул не оплавляется.
Характер газовой среды косвенно, через окисное или закисное состояние железистых примесей, отражается на цвете керамзита. Красновато-бурая поверхность гранул говорит об окислительной среде (Fe2O3), темно-серая, почти черная окраска в изломе — о восстановительной (FeO).
Технология производства керамзита: 4 основных схемы
Различают четыре основные технологические схемы подготовки сырцовых гранул, или четыре способа производства керамзита: сухой, пластический, порошково-пластический и мокрый.
Сухой способ используют при наличии камнеподобного глинистого сырья (плотные сухие глинистые породы, глинистые сланцы). Он наиболее прост: сырье дробится и направляется во вращающуюся печь. Предварительно необходимо отсеять мелочь и слишком крупные куски, направив последние на дополнительное дробление.
Этот способ оправдывает себя, если исходная порода однородна, не содержит вредных включений и характеризуется достаточно высоким коэффициентом вспучивания.
Наибольшее распространение получил пластический способ. Рыхлое глинистое сырье по этому способу перерабатывается в увлажненном состоянии в вальцах, глиномешалках и других агрегатах (как в производстве кирпича). Затем из пластичной глиномассы на дырчатых вальцах или ленточных шнековых прессах формуются сырцовые гранулы в виде цилиндриков, которые при дальнейшей транспортировке или при специальной обработке окатываются, округляются.
Качество сырцовых гранул во многом определяет качество готового керамзита.
Поэтому целесообразна тщательная переработка глинистого сырья и формование плотных гранул одинакового размера.
Размер гранул задается исходя из требуемой крупности керамзитового гравия и установленного для данного сырья коэффициента вспучивания.
Гранулы с влажностью примерно 20% могут сразу направляться во вращающуюся печь или, что выгоднее, предварительно подсушиваться в сушильных барабанах. В других теплообменных устройствах с использованием тепла отходящих дымовых газов вращающейся печи. При подаче в печь подсушенных гранул ее производительность может быть повышена.

Таким образом, технология производства керамзита по пластическому способу сложнее, чем по сухому.
Более энергоемко, требует значительных капиталовложений. Но, с другой стороны, переработка глинистого сырья с разрушением его естественной структуры, усреднение, гомогенизация, а также возможность улучшения его добавками позволяют увеличить коэффициент вспучивания.
Порошково-пластический способ отличается от пластического тем, что вначале помолом сухого глинистого сырья получают порошок, а потом из этого порошка при добавлении воды получают пластичную глиномассу, из которой формуют гранулы, как описано выше. Необходимость помола связана с дополнительными затратами. Кроме того, если сырье недостаточно сухое, требуется его сушка перед помолом. Но в ряде случаев этот способ подготовки сырья целесообразен: если сырье неоднородно по составу, то в порошкообразном состоянии его легче перемешать и гомогенизировать; если требуется вводить добавки, то при помоле их легче равномерно распределить.
Если в сырье есть вредные включения зерен известняка, гипса, то в размолотом и распределенном по всему объему состоянии они уже не опасны.
Если такая тщательная переработка сырья приводит к улучшению вспучивания, то повышенный выход керамзита и его более высокое качество оправдывают произведенные затраты.
Мокрый (шликерный) способ заключается в разведении глины в воде в специальных больших емкостях — глиноболтушках. Влажность получаемой пульпы (шликера, шлама) примерно 50%. Пульпа насосами подается в шламбассейны и оттуда — во вращающиеся печи. В этом случае в части вращающейся печи устраивается завеса из подвешенных цепей. Цепи служат теплообменником: они нагреваются уходящими из печи газами и подсушивают пульпу, затем разбивают подсыхающую «кашу» на гранулы, которые окатываются, окончательно высыхают, нагреваются и вспучиваются. Недостаток этого способа — повышенный расход топлива, связанный с большой начальной влажностью шликера. Преимуществами являются достижение однородности сырьевой пульпы, возможность и простота введения и тщательного распределения добавок, простота удаления из сырья каменистых включений и зерен известняка. Этот способ рекомендуется при высокой карьерной влажности глины, когда она выше формовочной (при пластическом формовании гранул). Он может быть применен также в сочетании с гидромеханизированной добычей глины и подачей ее на завод в виде пульпы по трубам вместо применяемой сейчас разработки экскаваторами с перевозкой автотранспортом.
Керамзит, получаемый по любому из описанных выше способов, после обжига необходимо охладить. Технология производства керамзита.
Установлено, что от скорости охлаждения зависят прочностные свойства керамзита. При слишком быстром охлаждении керамзита его зерна могут растрескаться или же в них сохранятся остаточные напряжения, которые могут проявиться в бетоне. С другой стороны, и при слишком медленном охлаждении керамзита сразу после вспучивания возможно снижение его качества из-за смятия размягченных гранул. А также в связи с окислительными процессами, в результате которых FeO переходит в Fe2O3, что сопровождается деструкцией и снижением прочности.
Сразу после вспучивания желательно быстрое охлаждение керамзита до температуры 800—900 °С для закрепления структуры и предотвращения окисления закисного железа. Затем рекомендуется медленное охлаждение до температуры 600—700 °С в течение 20 мин для обеспечений затвердевания стеклофазы без больших термических напряжений, а также формирования в ней кристаллических минералов, повышающих прочность керамзита. Далее возможно сравнительно быстрое охлаждение керамзита в течение нескольких минут.
Технология производства керамзита
Первый этап охлаждения керамзита осуществляется еще в пределах вращающейся печи поступающим в нее воздухом. Затем керамзит охлаждается воздухом в барабанных, слоевых холодильниках, аэрожелобах.
Для фракционирования керамзитового гравия используют грохоты, преимущественно барабанные — цилиндрические или многогранные (бураты).
Внутризаводской транспорт керамзита — конвейерный (ленточные транспортеры), иногда пневматический (потоком воздуха по трубам). При пневмотранспорте возможно повреждение поверхности гранул и их дробление. Поэтому этот удобный и во многих отношениях эффективный вид транспорта керамзита не получил широкого распространения.
Фракционированный керамзит поступает на склад готовой продукции бункерного или силосного типа.
Технология производства керамзита, раскрыта не в полной мере в данной статье. Но, если у Вас появились вопросы, то можете задать их нашим менеджерам в любое удобное время.
keramzitik.ru
Технология производства керамзита | Новости в строительстве
Технология производства керамзита основана на способе термоудара с обжигом гранул в монослое, при этом для его получения используется кольцевая (карусельная) печь с вращающимся подом. Такая печь применяется в металлургической промышленности с некоторыми конструктивными изменениями, для закладки стального литья.
Керамзит является основным видом искусственных пористых заполнителей используемых в строительстве, на долю которого приходится свыше 68% объема производства. Получают керамзит из слабовспучивающихся глин, но с повышенным содержанием карбонатных примесей. Технология производства легкого керамзитового гравия, предложенная ЦНИИЭПсельстроем исходит из следующих предпосылок:
1. Скорость нагрева должна быть максимальной, так как это способствует сохранению большей части паров и газов, обусловливающих поризацию.
2. Оптимальная температура обжига гранул ограничивается верхним пределом интервала вспучивания и температурой размягчения глин.
Технология производства керамзита основана на способе термоудара с обжигом гранул в монослое, при этом для его получения используется кольцевая (карусельная) печь с вращающимся подом. Такая печь применяется в металлургической промышленности с некоторыми конструктивными изменениями, для закладки стального литья.
Читать далее на http://stroivagon.ru азерит
Такая печь считается более удачной в технологическом плане. так как она лишена тех недостатков, которые возникают во вращающихся печах, в пересыпающемся слое во время обжига. При этом удается избегать перетирании гранул керамзита и значительные теплопотери в процессе производства.Технология производства керамзита способом термоудара состоит из следующих основных операций:
Читать далее на http://stroivagon.ru -гравий керамзитовый
1. Изготовление сырцовых гранул, сушку сырцовых гранул и предварительную термоподготовку гранул на оборудовании существующих керамзитовых заводах.
2. Обжиг керамзитовых гранул в кольцевой печи и охлаждение керамзита.
Керамзит имеющий наименьшую среднюю плотность образуется в условиях термоподготовки гранул при температуре 200…250°С в течении 25…35 минут.Термоподготовка гранул керамзита в течении 25 минут и более при температуре 300 °С и выше увеличивает плотность гранул на 60…70 %. Установлены следующие оптимальные режимы предварительной термоподготовки гранул керамзита:
1. Сушка в сушильном барабане при температуре 100…120°С в течении 30 минут до остаточной влажности в пределах 12…17 %.
2. Термообработка в течении 25 минут при температуре 200…250°С до остаточной влажности 0…3 %.
Определение оптимальных параметров вспучивания гранул производилось для способа термического удара. При этом замечено что обжиг гранул керамзита из курского суглинка способом термического удара в температурном интервале вспучивания позволяет получить легкий керамзитовые гранулы со средней плотностью 400 кг/м³. То есть на 32 % ниже средней плотности керамзитовых гранул полученных во вращающихся печах (570…600 кг/м³).
Для наглядности основные физико-механические свойства керамзита, полученного способом термоудара в кольцевой печи, приведены в таблицу № 1.
Таблица № 1. Основные физико-механические свойства керамзита, полученного способом термоудара в кольцевой печи
 При обжиге гранул керамзита из глины способом термоудара получен керамзит со средней плотностью 280…425 кг/м³. Такие гранулы имеют величину средней плотности значительно ниже, чем керамзитовые гранулы полученные во вращающихся печах. при этом поверхность гранул керамзита получается частично оплавленной но шероховатой и структура равномерно пористая.
При обжиге гранул керамзита из глины способом термоудара получен керамзит со средней плотностью 280…425 кг/м³. Такие гранулы имеют величину средней плотности значительно ниже, чем керамзитовые гранулы полученные во вращающихся печах. при этом поверхность гранул керамзита получается частично оплавленной но шероховатой и структура равномерно пористая.
Легкий керамзит полученный из слабовспучивающихся глин способом термоудара в кольцевой печи (смотри рисунок-1) выдерживает более 400 циклов замораживания-оттаивания без признаков разрушения (ГОСТ 9753-81*). При этом керамзит имеет сравнительно низкое водопоглощение которое можно объяснить частичным оплавлением его поверхности в процессе производства.
При этом кислотостойкость керамзитовых гранул составляет примерно 90…98 %, а щелочестойкость в пределах 50…60 %. Керамзитовые гранулы показали высокую водостойкость, а коэффициент размягчения составляет всего 0,95…0,96. С использованием в строительстве этого керамзита был получен конструктивный теплоизоляционный керамзитобетон со средней плотностью 850…950 кг/м³, имеющий прочность при сжатии в пределах 3,5…6 МПа.
Предварительный технико-экономический анализ эффективности производства керамзитового гравия способом термоудара показал что снижение средней плотности керамзита в два раза позволит снизить его заводскую себестоимость примерно на 50 %. Разработан проект технологической линии производства керамзитовых гранул способом термоудара в кольцевой (карусельной) печи производительностью 100 тысяч м³ в год.
Производство керамзита
Предложенный способ производства включает сушку и трехстадийную скоростную термообработку гранул керамзита:
1. Предварительная термоподготовка в течении 20…40 минут до 200…400°С.
2. Скоростной подъем температуры до 800…1100°С и изотермическая выдержка при конечной температуре до 10 минут.
3. Вспучивание-скоростной подъем температуры до 1150…1250 °С и изотермическая выдержка при конечной температуре до 5 минут.
Дополнительная термоподготовка при температуре 800…1100°С обеспечивает образование в гранулах окисленной оболочки различной толщины. Характерной особенностью обжига в неподвижном монослое является то, что окисленная оболочка не подвергается абразивному истиранию как при обжиге в пересыпающемся слое и сохраняется до стадии вспучивания.
Это обеспечивает вспучивание гранул при оптимальной температуре без межзернового агрегирования.
Рисунок-1. Технологическая схема обжигового агрегата. Кольцевая печь для получения керамзита способом термоудара.
 1- кладка печи, 2-газовоздухопроводы, 3-выгружатель слоев, 4-вентиляционная система, 5- дутьевые вентиляторы , 6-аэрожелоб, 7 вращающийся под печи, 8-привод пода.
1- кладка печи, 2-газовоздухопроводы, 3-выгружатель слоев, 4-вентиляционная система, 5- дутьевые вентиляторы , 6-аэрожелоб, 7 вращающийся под печи, 8-привод пода.
Кольцевая печь с внешним диаметром 15 м состоит из стационарных стен и свода, вращающегося футерованного пода , опорно-упорной системы и ванн гидрозатвора. Толщина стационарных ограждений печи 0,8 м, футеровка пода -0,5 м. Диаметр средней окружности пода и ее длина соответственно- 11,2 и 35,5 м( в том числе 30 метров -зона обжига ), ширина канала печи -2,4 м, высота от поверхности пода до замка свода -0,75 м.
Кольцевой канал заканчивается дымоотборной шахтой, из которой дымовые газы подаются в слоевой подготовитель и далее выбрасываются в атмосферу с помощью концевого дымососа. В обжиговом агрегате технологический процесс осуществляется следующим образом:
Термоподготовительные сырцовые гранулы подаются монослоем барабанным разгружателем на вращающийся под печи и перемещаются в зону горения топлива где происходит их вспучивание. Керамзит с поверхности пода удаляется выгружателем и охлаждается в холодильнике. Полученные в период эксплуатации технологические и теплотехнические показатели опытно-промышленного агрегата приведены в таблицу№ 2, в сравнении с аналогичными характеристиками однобарабанной печи 2,5 х 40 м Кольчугинского ССК.
Таблица №2. Физико-механические показатели печных агрегатов
 Эти данные а также результаты испытаний привозных глин свидетельствуют о снижении насыпной плотности керамзита на 25…40 % и удельного расхода топлива на 35…45 % по сравнению с производством в однобарабанных печах. Более высокие показатели обжигового агрегата с кольцевой печью обусловлены его следующими тепло-технологическими особенностями.
Эти данные а также результаты испытаний привозных глин свидетельствуют о снижении насыпной плотности керамзита на 25…40 % и удельного расхода топлива на 35…45 % по сравнению с производством в однобарабанных печах. Более высокие показатели обжигового агрегата с кольцевой печью обусловлены его следующими тепло-технологическими особенностями.
Обжиг монослоя гранул в стационарных условиях осуществляется при оптимальных температурах вспучивания с перепадом по ширине канала печи ± 5°С без опасности интенсивной агломерации материала. Небольшие конгломераты, образованные точечными сварами гранул, легко разрушаются при падении в приемную течку.
Стабильность температурного режима в печи позволяет использовать для производства керамзита глины с короткими ( менее 50°С) температурными интервалами вспучивания. Следствием интенсификации процесса теплообмена является повышение скорости нагрева материала до 300…350°С/мин, чем обеспечивается скоростной режим обжига-термический удар.
Данные факторы обеспечивают снижение насыпной плотности керамзита на 25…40 % по сравнению с производством во вращающихся печах. Более совершенная тепловая схема кольцевой печи по сравнению с барабанными обеспечивает снижение расхода топливана обжиг в результате снижения теплопотерь с отходящими печными газами при сжигании топлива при относительно небольших коэффициентах избытка воздуха (а=1,3…1,35).
Это объясняется наличием многочисленных горелочных устройств и хорошей герметизацией печного пространства. А также увеличением толщины теплоизоляции, рекуперацией тепла отходящих печных газов путем подогрева первичного воздуха до 300…350°С.
Эти факторы, а также применение эффективного запечного теплообменника-слоевого подготовителя -обеспечивают снижение удельного расхода топлива на 52…60 кг/м³условного топлива. Конструктивные особенности кольцевой печи обеспечивают более высокие эксплуатационно -технические показатели по сравнению с барабанными печами.
При этом существенным преимуществом является сокращение эксплуатационных расходов на ремонт футеровки печи, что обусловлено долговечностью стационарной кладки печи и футеровка пода.
Просмотров: 343
РЕКОМЕНДУЕМ выполнить перепост статьи в соцсетях!
stroivagon.ru
Технология производства керамзита. Изготовление керамзита
Существует несколько способов изготовления керамзита. Если говорить в общих чертах, то технология производства керамзита заключается в следующем: глину, подготовленную специальным образом, подвергают резкому тепловому удару, чтобы достигнуть высокой пористости материала. Вместе с этим происходит быстрое оплавление наружной поверхности, благодаря чему керамзит становится особо прочным, не подверженным воздействиям извне, и у материала появляется герметичная оболочка.


Для того, чтобы получить качественный керамзит, технология его изготовления должна выполняться особенно точно и тщательно. Есть несколько технологических схем изготовления керамзита: мокрый, сухой, порошково-пластический и пластический.
Широкий выбор стройматериалов, цена от производителя! КупитьСамым распространенным способом считается пластический
При этом способе происходит переработка увлажненного рыхлого глинистого сырья в глиномешалках или вальцах, аналогично производству кирпича. Полученная глиномасса используется для формирования сырцовых гранул, имеющих форму цилиндриков. Когда происходит дальнейшая транспортировка, цилиндрикам придается форма шариков. Качество керамзита напрямую зависит от качества сырцовых гранул. Гранулы либо предварительно подсушивают, либо сразу направляют во вращающиеся печи.


Технология изготовления керамзита сухим способом самая простая
Она используется в тех случаях, если имеется камнеподобное глинистое сырье. Породу дробят и направляют во вращающуюся печь. Если попадаются куски крупнее, чем нужно, их дополнительно дробят. Если в породе отсутствуют вредные включения, имеется однородность, то способ будет эффективным. Это менее энергоемкий и затратный способ, чем предыдущий.
Как делают керамзит порошково-пластическим способом?
Сухое глинистое сырье превращают в порошок, добавляют воду. Получается пластичная глиномасса, из которой можно формировать гранулы. В связи с необходимостью помола возникают дополнительные затраты. К тому же часто требуется дополнительная просушка.
Изготовление керамзита мокрым способом
Глину разводят в воде. Для этого используются большие емкости – глиноболтушки. Получают шликер или шлам, влажность которого примерно 50%, который затем при помощи насосов подают в шламбассейны, а затем он оказывается во вращающихся печах. Уходящие из печи газы подсушивают шлам, и там же, в печах, материал разбивают на сырцовые гранулы.
www.smartmsk.ru
|
Главная Что такое керамзит Область применения Характеристики керамзита Перевозка керамзита Фасовка керамзита Гост на керамзит ЧаВо(Частые вопросы о керамзите) Технология производства керамзита Перед тем как заказать Цена на керамзит Контакты
каталог ссылок
|
Сущность технологического процесса производства керамзита состоит в обжиге глиняных гранул по оптимальному режиму. Для вспучивания глиняной гранулы нужно, чтобы активное газовыделение совпало по времени с переходом глины в пиропластическое состояние. Между тем в обычных условиях газообразование при обжиге глин происходит в основном при более низких температурах, чем их пиропластическое размягчение. Например, температура диссоциации карбоната магния — до 600°С, карбоната кальция — до 950 °С, дегидратация глинистых минералов происходит в основном при температуре до 800 °С, а выгорание органических примесей еще ранее, реакции восстановления окислов железа развиваются при температуре порядка 900 °С, тогда как в пиропластическое состояние глины переходят при температурах, как правило, выше 1100 °С.
1—загрузка сырцовых гранул; 2— вращающаяся печь; 3— форсунка; 4— вспученный керамзитовый гравий; 5—поток горячих газов
В связи с этим при обжиге сырцовых гранул в производстве керамзита необходим быстрый подъем температуры, так как при медленном обжиге значительная часть газов выходит из глины до ее размягчения и в результате получаются сравнительно плотные маловспученные гранулы. Но чтобы быстро нагреть гранулу до температуры вспучивания, ее сначала нужно подготовить, т. е. высушить и подогреть. В данном случае интенсифицировать процесс нельзя, так как при слишком быстром нагреве в результате усадочных и температурных деформаций, а также быстрого парообразования гранулы могут потрескаться или разрушиться (взорваться). Оптимальным считается ступенчатый режим термообработки по С. П. Онацкому: с постепенным нагревом сырцовых гранул до 200—600 °С (в зависимости от особенностей сырья) и последующим быстрым нагревом до температуры вспучивания (примерно 1200 °С). Обжиг осуществляется во вращающихся печах (рис.), представляющих собой цилиндрические металлические барабаны диаметром до 2,5—5 м и длиной до 40— 75 м, футерованные изнутри огнеупорным кирпичом. Печи устанавливаются с уклоном примерно 3% и медленно вращаются вокруг своей оси. Благодаря этому сырцовые гранулы, подаваемые в верхний конец печи, при ее вращении, постепенно передвигаются к другому концу барабана, где установлена форсунка для сжигания газообразного или жидкого топлива. Таким образом, вращающаяся печь работает по принципу противотока: сырцовые гранулы перемещаются навстречу потоку горячих газов,подогреваются и, наконец, попав в зону непосредственного воздействия огненного факела форсунки,вспучиваются. Среднее время пребывания гранул в печи — примерно 45 мин. Чтобы обеспечить оптимальный режим термообработки, зону вспучивания печи, непосредственно примыкающую к форсунке, иногда отделяют от остальной части (зоны подготовки) кольцевым порогом. Применяют также двухбарабанные печи, в которых зоны подготовки и вспучивания представлены двумя сопряженными барабанами, вращающимися с разными скоростями. В двухбарабанной печи удается создать оптимальный для каждого вида сырья режим термообработки. Промышленный опыт показал, что при этом улучшается качество керамзита, значительно увеличивается его выход, а также сокращается удельный расход топлива. В связи с тем, что хорошо вспучивающегося глинистого сырья для производства керамзита сравнительно мало, при использовании средне- и слабовспучивающегося сырья необходимо стремиться к оптимизации режима термообработки. Из зарубежного опыта известно, что для получения заполнителей типа керамзита из сырья (промышленных отходов), отличающегося особой чувствительностью к режиму обжига, используют трехбарабанные вращающиеся печи или три-четыре последовательно располагаемые печи, в которых обеспечиваются не только оптимальные скорость и длительность нагрева на каждом этапе термообработки, но и различная газовая среда. Значение характера газовой среды в производстве керамзита обусловлено происходящими при обжиге химическими реакциями. В восстановительной среде окись железа Fe2O3 переходит в закись FeO, что является не только одним из источников газообразования, но и важнейшим фактором перехода глины в пиропластическое состояние. Внутри гранул восстановительная среда обеспечивается за счет присутствия органических примесей или добавок, но при окислительной среде в печи (при большом избытке воздуха) органические примеси и добавки могут преждевременно выгореть. Поэтому окислительная газовая среда на стадии термоподготовки, как правило, нежелательна, хотя имеется и другая точка зрения, согласно которой целесообразно получать высокопрочный керамзитовый гравий с невспученной плотной корочкой. Такая корочка толщиной до 3 мм образуется (по предложению Северного филиала ВНИИСТ) при выгорании органических примесей в поверхностном слое гранул, обжигаемых в окислительной среде. По мнению автора, при производстве керамзита следует стремиться к повышению коэффициента вспучивания сырья, так как невспучивающегося или маловспучивающегося глинистого сырья для получения высокопрочного заполнителя имеется много, а хорошо вспучивающегося не хватает. С этой точки зрения наличие плотной корочки значительной толщины на керамзитовом гравии свидетельствует о недоиспользовании способности сырья к вспучиванию и уменьшении выхода продукции. В восстановительной среде зоны вспучивания печи может произойти оплавление поверхности гранул, поэтому газовая среда здесь должна быть слабоокислительной. При этом во вспучивающихся гранулах поддерживается восстановительная среда, обеспечивающая пиропластическое состояние массы и газовыделение, а поверхность гранул не оплавляется. Характер газовой среды косвенно, через окисное или закисное состояние железистых примесей, отражается на цвете керамзита. Красновато-бурая поверхность гранул говорит об окислительной среде (Fe2O3), темно-серая, почти черная окраска в изломе — о восстановительной (FeO). Различают четыре основные технологические схемы подготовки сырцовых гранул, или четыре способа производства керамзита: сухой, пластический, порошково-пластический и мокрый. Сухой способ используют при наличии камнеподобного глинистого сырья (плотные сухие глинистые породы, глинистые сланцы). Он наиболее прост: сырье дробится и направляется во вращающуюся печь. Предварительно необходимо отсеять мелочь и слишком крупные куски, направив последние на дополнительное дробление. Этот способ оправдывает себя, если исходная порода однородна, не содержит вредных включений и характеризуется достаточно высоким коэффициентом вспучивания. Наибольшее распространение получил пластический способ. Рыхлое глинистое сырье по этому способу перерабатывается в увлажненном состоянии в вальцах, глиномешалках и других агрегатах (как в производстве кирпича). Затем из пластичной глиномассы на дырчатых вальцах или ленточных шнековых прессах формуются сырцовые гранулы в виде цилиндриков, которые при дальнейшей транспортировке или при специальной обработке окатываются, округляются. Качество сырцовых гранул во многом определяет качество готового керамзита. Поэтому целесообразна тщательная переработка глинистого сырья и формование плотных гранул одинакового размера. Размер гранул задается исходя из требуемой крупности керамзитового гравия и установленного для данного сырья коэффициента вспучивания. Гранулы с влажностью примерно 20% могут сразу направляться во вращающуюся печь или, что выгоднее, предварительно подсушиваться в сушильных барабанах, в других теплообменных устройствах с использованием тепла отходящих дымовых газов вращающейся печи. При подаче в печь подсушенных гранул ее производительность может быть повышена. Таким образом, производство керамзита по пластическому способу сложнее, чем по сухому, более энергоемко, требует значительных капиталовложений, но, с другой стороны, переработка глинистого сырья с разрушением его естественной структуры, усреднение, гомогенизация, а также возможность улучшения его добавками позволяют увеличить коэффициент вспучивания.Порошково-пластический способ отличается от пластического тем, что вначале помолом сухого глинистого сырья получают порошок, а потом из этого порошка при добавлении воды получают пластичную глиномассу, из которой формуют гранулы, как описано выше. Необходимость помола связана с дополнительными затратами. Кроме того, если сырье недостаточно сухое, требуется его сушка перед помолом. Но в ряде случаев этот способ подготовки сырья целесообразен: если сырье неоднородно по составу, то в порошкообразном состоянии его легче перемешать и гомогенизировать; если требуется вводить добавки, то при помоле их легче равномерно распределить; если в сырье есть вредные включения зерен известняка, гипса, то в размолотом и распределенном по всему объему состоянии они уже не опасны; если такая тщательная переработка сырья приводит к улучшению вспучивания, то повышенный выход керамзита и его более высокое качество оправдывают произведенные затраты. Мокрый (шликерный) способ заключается в разведении глины в воде в специальных больших емкостях — глиноболтушках. Влажность получаемой пульпы (шликера, шлама) примерно 50%. Пульпа насосами подается в шламбассейны и оттуда — во вращающиеся печи. В этом случае в части вращающейся печи устраивается завеса из подвешенных цепей. Цепи служат теплообменником: они нагреваются уходящими из печи газами и подсушивают пульпу, затем разбивают подсыхающую «кашу» на гранулы, которые окатываются, окончательно высыхают, нагреваются и вспучиваются. Недостаток этого способа — повышенный расход топлива, связанный с большой начальной влажностью шликера. Преимуществами являются достижение однородности сырьевой пульпы, возможность и простота введения и тщательного распределения добавок, простота удаления из сырья каменистых включений и зерен известняка. Этот способ рекомендуется при высокой карьерной влажности глины, когда она выше формовочной (при пластическом формовании гранул). Он может быть применен также в сочетании с гидромеханизированной добычей глины и подачей ее на завод в виде пульпы по трубам вместо применяемой сейчас разработки экскаваторами с перевозкой автотранспортом. Керамзит, получаемый по любому из описанных выше способов, после обжига необходимо охладить. Установлено, что от скорости охлаждения зависят прочностные свойства керамзита. При слишком быстром охлаждении керамзита его зерна могут растрескаться или же в них сохранятся остаточные напряжения, которые могут проявиться в бетоне. С другой стороны, и при слишком медленном охлаждении керамзита сразу после вспучивания возможно снижение его качества из-за смятия размягченных гранул, а также в связи с окислительными процессами, в результате которых FeO переходит в Fe2O3, что сопровождается деструкцией и снижением прочности. Сразу после вспучивания желательно быстрое охлаждение керамзита до температуры 800—900 °С для закрепления структуры и предотвращения окисления закисного железа. Затем рекомендуется медленное охлаждение до температуры 600—700 °С в течение 20 мин для обеспечений затвердевания стеклофазы без больших термических напряжений, а также формирования в ней кристаллических минералов, повышающих прочность керамзита. Далее возможно сравнительно быстрое охлаждение керамзита в течение нескольких минут. Первый этап охлаждения керамзита осуществляется еще в пределах вращающейся печи поступающим в нее воздухом. Затем керамзит охлаждается воздухом в барабанных, слоевых холодильниках, аэрожелобах. Для фракционирования керамзитового гравия используют грохоты, преимущественно барабанные — цилиндрические или многогранные (бураты). Внутризаводской транспорт керамзита — конвейерный (ленточные транспортеры), иногда пневматический (потоком воздуха по трубам). При пневмотранспорте возможно повреждение поверхности гранул и их дробление. Поэтому этот удобный и во многих отношениях эффективный вид транспорта керамзита не получил широкого распространения. Фракционированный керамзит поступает на склад готовой продукции бункерного или силосного типа. |
 Схема
вращающейся печи для производства
керамзита:
Схема
вращающейся печи для производства
керамзита:
moskeramzit.narod.ru










