Перспективы развития технологии полимербетонных изделий и конструкций. Полимер бетонные технологии
О компании | ПБТ
Общество с ограниченной ответственностью Трубный завод «ПБТ» – производственное предприятие, входящее в группу компаний «Кондор» и занимающееся переработкой пластмасс в готовые изделия, начиная с 2007 года.
Общие производственные мощности в настоящее время составляют более 10 000 тонн готовой продукции в год. Ежегодный прирост производства составляет 30%. Данный результат достигается за счет повышения эффективности работы предприятия в целом, а также за счет развития новых видов продукции и уровня технологии и за счет освоения новых рынков сбыта.
Наша основная цель – обеспечение строительных проектов разного уровня, будь то крупный строительный объект или небольшой приусадебный участок с новыми современными решениями для наружных и внутренних инженерных систем водоснабжения, водоотведения, газоснабжения и канализации.
Предприятие оснащено современным производственным оборудованием известнейших европейских производителей.
Профессионализм и опыт сотрудников компании позволяет достигать комплексности в решении поставленных задач благодаря возможности поставки широкого ассортимента труб и фасонных изделий к ним в рамках единой программы. Нельзя не отметить один из немаловажных аспектов, определяющих деятельность нашей компании и группы в целом – развитие так называемых «зеленых» технологий, позволяющих использовать вторичное полимерное сырье при производстве готовых изделий. Ведь ни для кого не секрет, что проблема использования и утилизации отходов полимерного происхождения давно стала проблемой, тяжело поддающейся решению даже на государственном уровне. При этом, свою «лепту», безусловно, вносит укрепление и рост экономики нашей страны, который при развитии таких важнейших отраслей, как строительство, машиностроение, сельское и коммунальное хозяйства, объективно приводит к увеличению объема продуктов их «жизнедеятельности».
Наша группа компаний осуществляет полный цикл переработки отходов, начиная от сбора отходов, переработки во вторичное сырье и производство готовых изделий. ООО Трубный завод «ПБТ», позиционирующаяся группе в сегменте производства конечных продуктов взяла курс на максимально возможное (но, вместе с тем разумное, т.е. не в ущерб качеству) использование рециклингового (вторичного) сырья при производстве собственных изделий. Каждое, производимое в настоящее время, или планируемое к освоению изделие оценивается с точки зрения возможности использования вторичного сырья. Исключением в данном случае являются лишь те продукты, для которых регламентировано использование только первичного сырья (напорные трубы для питьевого водоснабжения и газопроводов).
Объем использования в нашем производстве рециклингового сырья в настоящее время составляет около 50%, а это почти 5 000 тонн в год. И все это количество полимерного сырья обрело вторую жизнь в новых изделиях, которые уже сейчас используются в народном хозяйстве от объектов государственного значения до приусадебных участков простых граждан. Рециклинг является довольно непростой задачей: получение вторичного сырья, не уступающего по своим качественным характеристикам первичному, требует соблюдение технологии производства, использование передовых технологий и оборудования, квалифицированного персонала. Таким потенциалом и обладает наша компания. Энерго и ресурсосбережение является приоритетным направлением развития экономики Российской Федерации, о чем неоднократно заявлялось на высоком государственном уровне. И наша компания готова на деле вносить свой вклад в осуществление поставленных задач.
www.p-b-t.ru
Производство полимербетона как бизнес - современный подход
Добавлено в закладки: 0
Технологии развиваются все дальше и все сильнее в связи с ростом уровня потребностей потенциальных клиентов. Растет как количественный показатель по запросам на различные услуги в России, так и качественный – конкуренция заставляет повышать качество любой изготовляемой продукции и предоставляемых услуг.
Актуальность идеи
 Именно на этих принципах основан бизнес по изготовлению пластбетонных изделий. Он использует наиболее современные материалы, которые обладают огромной прочностью, редко повреждаются и могут быть восстановлены. Необходимо рассмотреть его основные направления. Любое из них может быть удовлетворено использованием полимербетона и изделий из него благодаря особой технологии литья.
Именно на этих принципах основан бизнес по изготовлению пластбетонных изделий. Он использует наиболее современные материалы, которые обладают огромной прочностью, редко повреждаются и могут быть восстановлены. Необходимо рассмотреть его основные направления. Любое из них может быть удовлетворено использованием полимербетона и изделий из него благодаря особой технологии литья.
При наличии форм и необходимого количества материалов можно изготовить абсолютно любые изделия разнообразных размеров и самых смелых форм, которые может представить себе дизайнер. Разберемся по этапам что нужно, чтобы открыть бизнес на полимербетоне? Это просто, как и производство алюминиевых профилей. Производство полимербетона и его применение в различных сферах, позволяет нам оценить широту использования и спроса.
Основные сферы применения
Строительство. Конечно же, полимербетонные блоки очень часто в нем применяются:
- Обслуживаются оконные фирмы – подоконники и наличники из полимербетона достаточно эффектно выглядят и служат очень долго (особенно если применить технику заливки «под камень»).
- Очень часто используется облицовка таким материалом ступеней, изготовление из него разнообразных балясин и перил – на лестницах тоже можно делать деньги, используя этот бизнес.
- Внешняя отделка зданий, обустройство парапетов, крылец, входных порталов – тоже востребованные отрасли для полимербетонного бизнеса.
- Можно заняться изготовлением скульптур и фонтанов – при небольшом спросе прибыль с подобных объектов будет достаточно велика.
Ритуальные услуги. Установка памятников и могильных плит будет одним из наиболее востребованных источников дохода – главное, чтоб были формы для отливки ритуальных компонентов. Сюда же можно включить изготовление скульптур, крестов и, гораздо реже, оградок. Главное – связаться с правильным агентством по оказанию подобных услуг: если нет спроса у них, не будет его и у бизнеса по полимербетону. Также вы можете посмотреть подробный бизнес план по обустройству крематория.
Мебельный бизнес. Связь с мебельным бизнесом достаточно прибыльна для обеих сторон взаимодействия. Мебель с компонентами, сделанными «под камень», становится с каждым днем все популярнее, что никогда не оставит предпринимателя без хлеба. Изготовление горизонтальных мебельных поверхностей (чаще всего столешниц) – это неотъемлемая часть бизнеса по производству изделий из полимербетона.
Предметы декора. Полимербетонные изваяния могут быть и небольших размеров: различные красивые вазы для цветов либо вазоны для растений, статуэтки, декоративные кубки и стенды. Подобные изделия будут иметь успех у самого широкого круга пользователей. Стоит учитывать, что при производстве пластбетона используются достаточно токсичные вещества, так что посуду и прочие предметы обихода изготавливать из него не советуется. Элементы декора чаще изготавливают из искусственного камня, или гипса например.
Технология производства полимербетона
 Для успешного запуска бизнеса рекомендуется составить подробный бизнес-план. Исходя из потребностей заказчиков и основных направлений бизнеса по производству полимербетона, обустраивается рабочее помещение. Этот этап очень важен. Без наличия правильного места и оборудования для производства полимербетона, заниматься подобным бизнесом невозможно.
Для успешного запуска бизнеса рекомендуется составить подробный бизнес-план. Исходя из потребностей заказчиков и основных направлений бизнеса по производству полимербетона, обустраивается рабочее помещение. Этот этап очень важен. Без наличия правильного места и оборудования для производства полимербетона, заниматься подобным бизнесом невозможно.
Обустройство производства по изготовлению таких изделий, начинается с поиска подходящего здания. Нормами действующего законодательства любое подобное производство, сопряженное с использованием токсичных материалов и большим запылением воздуха, обязано находиться в промышленной зоне населенного пункта.
Найти там подходящее строение, возможно, будет нелегко, однако стоит постараться, иначе придется возводить его с нуля. Переоборудование имеющегося помещения обойдется гораздо дешевле, чем строительство нового, особенно в крупных мегаполисах (к примеру, в Москве) .
Площадь помещения должна составлять от 120 квадратных метров – иначе может не хватить места либо передвижение и функционирование производства будет затруднено. После этого помещение разбивается на несколько рабочих зон, в которых будут производиться различные работы:
- Одну из зон следует полностью оборудовать под процесс задувки. В ней полимербетон будет заливаться в формы, а готовые изделия – ламинироваться. Помещение должно быть оборудовано качественной промышленной вытяжкой, чтобы концентрация вредных испарений не превышала допустимых норм.
- Другая зона понадобится для работ по шлифовке и распилу компонентов из полимербетона. Стоит учитывать, что при данных производственных этапах работ над изделиями в воздух выбрасывается огромное количество пыли – поэтому необходимо и здесь оборудовать качественную систему вентиляции и вытяжку.
- Для хранения и резки стекломата тоже необходимо отдельное помещение небольшой площади – это сделает процесс более удобным и быстрым. Кроме того, стекломат достаточно подвержен разнообразным повреждениям от физического воздействия – поэтому использование отдельной комнаты для его хранения предотвратит возможные убытки от порчи этого материала.
- То же самое касается и химических реагентов. Для их хранения стоит оборудовать одно, достаточно просторное помещение двухъярусными стеллажами. Самое главное – это хранение различных веществ на отдельных стеллажах так, чтобы в случае порчи емкостей между реагентами не возникало реакций. Если не соблюсти это правило, в аварийных ситуациях возможно образование чрезвычайно токсичных летучих соединений, которые в состоянии вызвать отравление, химические ожоги и даже смерть рабочего персонала. Помимо раздельного хранения реагентов на отдельных стеллажах, необходимо их дополнительно укрепить.
- Конечно же, необходима комната отдыха, в которой работники смогут переодеваться в рабочую униформу, хранить еду и обедать, не опасаясь отравиться парящей в воздухе взвесью продуктов, из которых состоит полимербетон. Зону для курения стоит оборудовать отдельно.
- Склад для хранения готовой продукции тоже необходим, чтобы изделия, уже изготовленные работниками, не мешали дальнейшему производству и были защищены от неосторожности либо невнимательности персонала. Вряд ли изготовленные изделия будут тотчас вывозиться – наличие складского помещения готовых товаров нисколько не повредит.
Оборудование для бизнеса
 Конечно же, бизнес на изготовлении полимербетона, требует не только грамотно распределенного на рабочие зоны помещения. Требуется инструмент, который должен отвечать всем требованиям и нормативам техники безопасности и качества:
Конечно же, бизнес на изготовлении полимербетона, требует не только грамотно распределенного на рабочие зоны помещения. Требуется инструмент, который должен отвечать всем требованиям и нормативам техники безопасности и качества:
- Необходим воздушный компрессор с интегрированным пневматическим пистолетом. Он используется для задувки форм гелькоутом, применяющимся при производстве полимербетонных изделий. Давление в компрессоре должно быть не ниже четырех атмосфер для качественной и равномерной обработки форм.
- Также требуется смеситель. Помимо разнообразных химикатов в этом продукте используется и обычный инертный наполнитель (чаще всего – песок). В смесителе все компоненты будут смешиваться, равномерно распределяясь по всей массе материала. Конечно же, сам по себе смеситель функционировать не будет – для этой цели необходим вибростол.
- В качестве вибростола можно использовать обычный металлический стол с подсоединенным промышленным вибратором – эффективность и продуктивность данной конструкции будет так же высока, но стоимость будет несколько ниже. Смеситель будет ставиться на вибростол, а полимербетонная масса под воздействием вибрации самостоятельно перемешиваться.
- Не обойтись и без разнообразного электроинструмента. Большая его часть сразу же переместится в «пыльное» помещение. В список обязательных инструментов входят циркулярная пила, полировочная машинка, орбитальный шлифовальный агрегат, ручной фрезер, электролобзик и электродрель. При помощи этого инструмента всем деталям, изготовленным из подобного материала, можно будет легко придать необходимые формы и требуемые качества материала.
- Помимо этого, необходим сопутствующий инвентарь в виде ведер, сушилок и прочих производственных мелочей, необходимых для данного цеха.
- Высокая вредность данного предприятия обязывает предпринимателя заранее закупить защитные костюмы, очки (маски) и респираторы для защиты персонала от агрессивных воздействий материалов на кожу, слизистые и дыхательные пути. Без обустройства данного пункта требований к производству предприятие и его владельца могут ждать большие штрафы и разнообразные санкции вплоть до расформирования.
Помимо оборудования, необходимо закупить и первоначальные материалы. Список их достаточно пространен, а состав полимербетона гораздо сложнее, чем у обычного бетона.
Из чего же состоит полимербетон
Полиэфирная смола. Она является скрепляющим элементом для других компонентов материала. Является достаточно токсичной, что делает ее транспортировку и использование обязательным к применению средств защиты. Поставляется чаще всего заводскими бочками по 220 килограммов смолы.
Гелькоут. Это своего рода специальный краситель для полимербетона. Как химическое вещество, оно также требует особых предосторожностей при использовании и перемещении. Закупается данный материал обычно заводскими упаковками – ведрами по 20 литров. Наиболее целесообразно закупать только белый и черный гелькоут, подкрашивая его отдельно закупленными красителями по мере необходимости. Это выйдет гораздо дешевле, чем закупать гелькоут всех цветовых гамм.
Помимо этих веществ, необходимы также ускоритель и затвердитель – они ускоряют процессы проистечения химических реакций, служа их катализаторами. В качестве ускорителя используется октоат кобальта, в качестве затвердителя – метилэтилкетоновый пероксид. Закупаются они в фасовке по 5 килограммов.
Разделительные составы помогут отделять готовые детали от формы. Чаще всего для этого используется поливиниловый спирт – он не позволяет поверхностям формы и изделия сцепляться.
Стекломат – это материал для изготовления форм из стеклопластика. Он бывает различных плотностей. Необходимо закупить стекломат трех различных плотностей – склейка формы происходит из трех слоев. Отрезами закупать не советуется – они быстро и легко мнутся и деформируются, теряя производственную ценность. Лучше всего приобретать стекломат в рулонах.
Песок должен быть однородным, без посторонних включений. Также стоит приобрести производственный мел либо гипс с маркировкой Г5.
Видео: Технология производства полимербетона
Персонал
Кроме всего выше изложенного, бизнес на изготовлении полимербетона, требует бригады квалифицированных работников. Как минимум один из них должен иметь навыки управления людьми и работать на должности бригадира. Остальных работников стоит разделить по цехам. Больших уровней квалификации работникам не требуется – главное, чтобы они имели представление об используемых материалах, умели соблюдать меры техники безопасности и знали, как обращаться со вверенным им инструментарием.
Функционирование
 Достаточно важным вопросом является и функционирование бизнеса по производству полимербетонных изделий. Первым делом предприниматель должен будет наладить контакты со всевозможными фирмами разнообразных направленностей (в зависимости от выбранной специализации предприятия). Если получится – можно будет сразу составить долговременный контракт на большие объемы работ, что сразу даст большую прибыль.
Достаточно важным вопросом является и функционирование бизнеса по производству полимербетонных изделий. Первым делом предприниматель должен будет наладить контакты со всевозможными фирмами разнообразных направленностей (в зависимости от выбранной специализации предприятия). Если получится – можно будет сразу составить долговременный контракт на большие объемы работ, что сразу даст большую прибыль.
Разовые выполнения работ не могут принести большой и регулярный доход – именно поэтому более сообразно искать себе партнерскую компанию для кооперативной работы и общей выгоды:
- строительные фирмы с радостью примут предложение закупаться востребованными и качественными составляющими у нового постоянного поставщика;
- бюро ритуальных услуг примет заявки и станет рекламировать новые, не очень дорогие и качественные памятники своим клиентам;
- мебельная промышленность тоже последнее время редко обходится без новомодных изделий из «декоративного камня»;
- различные прикладные изделия, используемые в свободном порядке, можно будет легко пристроить в любом магазине, торгующем сувенирами либо предметами для быта.
В общем и целом, бизнес по изготовлению полимербетона не требует особенно больших начальных вложений, больших площадей, огромного количества персонала и дорогостоящей аппаратуры. Все используемые материалы и инструменты для поддержания технологии процесса достаточно доступны для самого широкого круга предпринимателей.
Кроме того, конкуренция на рынке производства изделий из одного из новых материалов достаточно низка, что позволит быстро развить бизнес до необходимого уровня. Наценки на изготовление полимербетонных изделий будет достаточно высока, чтобы полностью отбить все первоначальные затраты чистой прибылью (за вычетом налогов, заработных плат и расхода материалов и энергетических ресурсов) в течение года-двух. За это время предприятие лишь укрепит свое имя качеством изготовления продукции и будет получать все новые и новые предложения на сотрудничество.
biznes-prost.ru
ООО «Полимер бетонные технологии» — ВСП.RU
ООО «Полимер бетонные технологии» - это производственная организация, которая входит в компанию «Кондор» и занимается переработкой полимерных материалов и созданием готовых изделий. Общество ведет свою деятельность с 2007 года. Историю компании ПБТ можно найти на сайте p-b-t.ru.
На данный момент «Полимер бетонные технологии» выпускает в год 10 тысяч тонн продукции, и каждый год этот показатель увеличивается. Столь стремительный рост общества можно объяснить новыми видами продукции и рынками сбыта, а также современными технологиями производства.
Главная цель организации – привнести в каждый строительный объект что-то новое, улучшить системы водоснабжения и канализации.
Одним из немаловажных качеств компании является то, что здесь при производстве продукции активно используется вторичное сырье. Такое производство является экологичным и позволяет обеспечить стабильную экономическую обстановку в стране. Нельзя не отметить и профессионализм работников, который помогает им находить новые альтернативные решения вопросов, встающих при производстве.
ООО занимается полной переработкой вторичного сырья: от сбора отходов до выпуска готовой продукции. Здесь стремятся использовать отходы с максимальной пользой, что вносит улучшения не только в экологическую, но и в экономическую сферу нашей страны. Использование вторичного полимерного сырья никак не сказывается на качестве изделий. Так, например, трубы, предназначенные для питьевой воды изготовляются только из первичного сырья.
На сегодня объем вторичного сырья в производстве компании равен 50%, а это, почти, 5 тысяч тонн отходов в год. Переработка вторичного сырья является непростым процессом. Новейшие технологии и высококвалифицированные сотрудники позволяют организации выпускать изделия, которые по своему качеству не будут уступать продукции из первичного сырья. Такой способ производства является решением ресурсосберегающей задачи, которая сегодня особенно актуальна. А также это способствует сделать качественный товар более доступным.
www.vsp.ru
ЗАВОДСКАЯ ТЕХНОЛОГИЯ ПОЛИМЕРБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
ПОЛИМЕРБЕТОНЫ
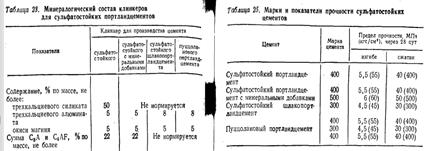
Комплексные экспериментально-теоретические исследования в области физико-химических основ структуро - образования и рациональной технологии высокоэффективных полимербетонов, в том числе исследования модели образования клеящей мастики — микроструктуры и макроструктуры полимербетона, морфологии надмолекулярных образований в зависимости от состава, температуры и усадочных напряжений, основных параметров приготовления, виброформования и термообработки, выполненные лабораторией полимербетонов НИИЖБа совместно с Институтом физической химии АН СССР, позволили получи і ь оптимальные составы ік^ їимербеюпов и их расчетные характеристики. В настоящее время действует около 12 производств армополимербетонных конструкций и изделий. В Джезказгане вьшускают полимербетонные блоки, колонны, фундаментные башмаки и др., в Светлогорске — фундаменты под «асосы, плиты перекрытия, плиты для покрытия пола, в Ашхабаде и Таллине — декоративно-отделочные полимербетонные плиты, в Краснодарском крае — теплые и химически стойкие полимер-бетонные плиты для иолов животноводческих помещений, Прокопьевске — полимербетонные тюбинги для шахтной крепи, Усть-Каменогорске — электролизные ванны и другие химически стойкие конструкции.
Цех по производству полимербетонов в Усть-Каменогорске производительностью около 1,5 ты'с. м3 в год различных химически стойких армополимербетонных конструкций, и в первую очередь электролизных ванн, состоит из следующих отделений: дробильно-сортнровоч - ного, сушильно-накопительного, изготовления полимербетонных конструкций, склада материалов и готовой продукции. Кроме того, в цехе введена в эксплуатацию автоматизированная линия по изготовлению стеклоплас - тиковой арматуры годовой производительностью 10 т [138, 139].
Крупный заполнитель (кварц, андезит) поступает па площадку дробильно-сортировочного отделения, где подвергается двухстадийному дроблению: вначале на ще - ковой дробилке, затем на валковой дробилке для окончательного дробления до нужных фракций. Полученный щебень по фракциям подается конвейером в бункера сушильно-накопительного отделения. В бункерах установлены паровые регистры для сушки наполнителей и заполнителей. При необходимости заполнители дополнительно сушат во вращающейся барабанной печи.
Наполнители и заполнители по фракциям из сушиль - но-накопителыгого отделения питателем и элеватором подают в бункера для щебня; песка и андезитовой муки. Смолу ФАМ загружают в накопительную емкость, бен - золсульфокислоту — в бак с водяной рубашкой для расплавления. Щебень, песок и а-ндезитовую муку с помощью дозаторов подают в бетоносмеситель. Смолу ФАМ и бензолсульфокислоту дозаторами подают в смеситель для перемешивания в течение 15—20 с. Затем полученное связующее поступает в бетоносмеситель, где перемешивается с наполнителями и заполнителями.
Сборку опалубки и натяжений стеклопластиковой арматуры осуществляют на стенде. Затем опалубку устанавливают на тележку и лебедкой подают под бетоносмеситель для загрузки полимербетонной смесью, после чего мостовым краном ее ставят на вибростол для виброуплотнения. Для более качественного виброуплот - неїшя крупногабаритных изделий типа электролизных ванн на боковых стенках опалубки предусмотрены навесные вибраторы. Сформованное изделие вместе с опалубкой помещают в термокамеру, в которой осуществляется термообработка.
Стеклопластиковую арматуру изготовляют на авто- Іматизированной линии, которая состоит из шпулярника, [узлов пропитки и термообработки, намотки готовой продукции и пульта управления.
* Однако перечисленные предприятия, в том числе и цех в Усть-Каменогорске, уже не отвечают современным требованиям. Поэтому разработан проект высокомеханизированного завода, конвейерная система которого позволяет выпускать полимербетонные изделия и конструкции широкого профиля для промышленного, сельскохозяйственного и гражданского строительства.
Технологическая карта — производство полистиролбетона
Технологическая карта на Изготовление блоков из полистиролбетона Пояснительная записка к курсовой работе по дисциплине «Организация производства и управление предприятием» Выполнила: Абрамова Ю. В. Данная курсовая работа состоит из пояснительной записки, …
Технический условия на полистиролбетон
ГОСТ Р 51263-99 УДК 691(32+175) Группа Ж13 ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПОЛИСТИРОЛБЕТОН Технические условия CONCRETE WITH POLYSTERENE AGGREGATES Specification ОКС 91.100.30 ОКСТУ 5870 Дата введения 1999—09—01 Предисловие 1 РАЗРАБОТАН Всероссийским …
Химическая стойкость полимерсиликатных бетонов
Предпосылками. надежной работы конструкций из полимерсиликатных бетонов, особенно наливных сооружений, являются их плотность и химическая стойкость. Испытания на водонепроницаемость показали, что образцы из полимерсиликатного бетона выдерживают давление 0,6 МПа в …
msd.com.ua
Перспективы развития технологии полимербетонных изделий и конструкций
ПОЛИМЕРБЕТОНЫ
Анализ опыта крупносерийного производства армопо - лимербетонных изделий и конструкций, выполненный в НИИЖБе и Гипроцветмете, позволил определить основные направления разработки более современной технологии изготовления армополимербетонных изделий и конструкций.
В двенадцатой пятилетке будут продолжены исследования по получению полимербетонов па новых видах связующих и отвердителей, в том числе по разработке более эффективных отвердителей для фурановых, кар - бамидных и фенолоформальдегидных связующих. В более широких объемах будут применяться различного вида суперпластификаторы, что позволит снизить продолжительность операции виброформования, а в ряде случаев перейти на литую технологию формования. Использование новых видов отвердителей и суперпластификаторов позволит в более широких диапазонах регулировать жизнеспособность полимербетонных смесей, снизить расход полимерного связующего, получить более плотную структуру и соответственно более высокие фи - .зико-механические характеристики.
Практика показала, что широко используемые во многих случаях серийные бетономешалки принудительного действия не отвечают предъявляемым требованиям как по производительности, так и по качеству получаемых полимербетонных смесей. Для этих целей более целесообразны установки фирмы «Респекта», работающие по принципу непрерывного приготовления полимербетонных смесей, и аналогичные установки, разработанные в СССР, обеспечивающие более качественное приготовление полимербетонных смесей на полиэфирных, карбамидных, фенолоформальдегидных и других смолах. Работа такой установки, совмещенной с ЭВМ, позволит перейти на новый уровень приготовления полимербетонных смесей.
Виброформование в настоящее время является одним из основных способов получения армополимербетонных изделий и конструкций, при этом на производстве, как правило, используют стандартные виброплощадки с частотой 50 Гц и амплитудой 0,3—0,5 мм.
Так как синтетические смолы обладают рядом специфических свойств: высокой вязкостью (во много раз превышающей вязкость воды, используемой в цементном вяжущем), значительной липкостью и когезионной прочностью,— то частота, амплитуда, длительность и направленность колебаний, наиболее часто применяемые при виброформовании цементного бетона, менее эффективны при формовании изделий из полимербетонов и при использовании стандартных виброплощадок, во многих случаях необходимо применять пригруз и увеличивать время виброформования. Это приводит к усложнению технологии и увеличению энергозатрат,
Н. Б. Урьев и Н. В. Михайлов показали, что для качественного уплотнения необходимо создать в высокона - полнеиных полимерных композициях скорость и напряжения сдвига, соответствующие наименьшему значению эффективной вязкости [137]. Они считают, что с пози - гнііі фнзпки-хнмпческон механики наиболее эффективный способ создания таких условий — высокочастотное виб~ роформование с частотой до 10 000 кол/мин и амплитудой 0,2 мм. Однако развитие промышленности сборного железобетона показывает, что общая тенденция виброформования направлена на применение низкочастотного виброформования на виброплощадках типа ВРА-8, ВРА-15, имеющих частоту от 600 до 900 кол/мин и амплитуду от 3 до 10 мм.
Исследования низкочастотного виброформования вы - соконаполненных композиций свидетельствуют, что такое формование достаточно эффективно для армополи - мербетонных конструкций и должно найти более широкое применение на вновь строящихся цехах и заводах.
Анализ различных способов отверждения полимербе - тонов показывает, что отвердение полимербетонов в обычных условиях при температуре 18—20°С в течение 28—30 сут не может обеспечить максимально возможную полноту полимеризации полимерного связующего. Прогрев конструкций или изделий в течение 6—10 ч при 60—70°С после суточной выдержки в обычных условиях также не обеспечивает необходимую полноту отверждения [105].
Предложенный автором способ — суточное отверждение при 18—20°С и 20—24-часовой сухой прогрев при 80°С — позволил получить максимально возможную на практике степень полимеризации для широкой номенклатуры армополимербетонных изделий и конструкций. Этот способ нашел применение на большинстве действующих предприятий по производству таких конструкций. Однако общее время отверждения составляет 44—48 ч, что существенно усложняет технологический процесс и удорожает стоимость полимербетонных конструкций.
На основании многочисленных исследований предложен новый способ термообработки[15], который заключается в следующем: после окончания формования полимер - бетонные изделия выдерживаются в форме при 18—■ 20°С в течение 1,5—2 ч. К этому времени под действием тепловыделения за счет экзотермической реакции полимеризации полимерного связующего температура полимербетонной смеси повышается до 60—70°С. Разогретое изделие вместе с формой помещают в камеру термообработки, в которой температуру поднимают до 80°С. При этой температуре изделие выдерживается 16—18 ч, после чего температура плавно снижается до 20—25°С в течение 3—4 ч (рис. 73).
Предложенный способ позволил сократить общее время отверждения более чем в 2 раза и существенно снизить расход энергии на разогрев остывших изделий при их помещении в камеру термообработки после суточной выдержки по ранее принятому режиму. При таком способе полнота отверждения практически не отличается от показателей, характерных для ранее предложенного режима отверждения. Необходимое условие применения этого способа — масса полимербетона, укладываемая в одну форму, не должна быть меньше 450— 500 кг ( ~ 0,2 м5).
Для тонкостенных конструкций, имеющих большую поверхность теплоотдачи, и конструкций с небольшой массой полимербетона этот способ не имеет ограничений, но менее эффективен.
| Рнс. 74. Характерные кривые кинетики тепловыделения цементных бетонов (1) и полимербетонов (?) |
| // | ... . | — | ----- | V | ||
| Л | Ш | Л | ||||
| Г | ||||||
| Рис. 73. Термообработка полимербетонных конструкций с использованием теплоты саморазогрева / — зона саморазогрева; II — зона подъема температуры до 80°С; III — зона выдержки; IV— зона охлаждения |
| Рис. 75. Термообработка полимербетонных конструкций с использованием метода «термоса» / — зона саморазогрева: II — зона выдержки; IIJ — зона охлаждении |
При производстве полимербетонов одним из наиболее энергоемких процессов является термообработка. Переход па термообработку с использованием теплоты, получаемой в результате саморазогрева полимербетонпой смеси, позволил сократить расход электроэнергии на25—30%. Однако потенциальные возможности полимер - бетонных смесей далеко не исчерпаны, и первостепенное значение приобретает разработка такого процесса от верждения, который позволит полностью "ікззагься 01 термообработки в специальных камерах при сохранении всех необходимых характеристик полимербетонов.
Известно, что термореактивные синтетические смолы в процессе отверждения в зависимости от вида смолы выделяют от 250—300 до 420—580 кДж на 1 кг нена - полненной смолы или от 60 000 до 140 000 кДж на 1 м3 тяжелого полимербетона.
Саморазогрев цементных бетонов растянут во времени и происходит плавно в течение нескольких суток, что затрудняет использовать метод термоса при отверждении цементных бетонов. У полимер-бетонов реакции полимеризации или поликонденсации полимерного связующего протекают очень интенсивно и время саморазогрева составляет 1,5—2 ч (рис. 74).
Такой характер кинетики саморазогрева полимербе - тонных смесей и значительное количество теплоты, выделяемой при этом, позволяют весьма эффективно использовать метод «термоса» для отверждения полимербетон - ных изделий и конструкций [113J.
Результаты экспериментальной проверки показали, что при отверждении полимербетонов на основе ФАМ и ПН-1 объемом 0,15—0,20 м3 в форме, изолированной фе - нольным пенопластом толщиной 100 мм, в результате саморазогрева температура полимербетонной смеси подымалась до 90—100°С и сохранялась на этом уровне более 24 ч. При формовании изделия объемом больше 0,2 м3 и отверждении с использованием метода «термоса» температура саморазогрева может превышать 100°С. При такой температуре саморазогрева в изделии возможно появление температурных трещин.
Для исключения трещинообразования предложен следующий способ отверждения с использованием метода «термоса». Изделие объемом более 0,2 м3 формуют в обычной металлической форме и выдерживают в ней 1,5—2 ч. К этому времени в основном заканчиваются процессы экзотермических реакций полимерного связующего, и смесь разогревается до максимально возможной температуры для данного вида полимербетона н принятой массы. После этого форму устанавливают на тер - моизолпровапный поддон, накрывают крышкой «термо-f
Са» (термоизолированным кожухом) и выдерживают в «термосе» 16—18 ч. Затем крышку снимают и изделие остывает до температуры 20—25°С (рис. 75).
Фнзико-механические свойства полимербетонов, от - верждениых методом «термоса», практически не отличаются от аналогичных свойств полимербетонов, прошедших термообработку по вышеописанным режимам.
Внедрение этого способа отверждения на вновь строящихся заводах позволит существенно снизить себестоимость полимербетонных конструкций, сократить расход электроэнергии и снизить капитальные затраты на строительство, так как отпадает необходимость в камерах термообработки.
Высокие диэлектрические характеристики полимербетонов (см. 5 главу) обусловливают высокую эффективность использования энергии токов высокой частоты (ТВЧ) и сверхвысоких частот (СВЧ-энергии) для ускоренного отверждения мелкоштучных полимербетонных изделий. При этом нагреваемый материал характеризуется в основном двумя параметрами: диэлектрической проницаемостью є и тангенсом угла диэлектрических потерь tg$. Электрическая энергия, выделяемая в виде теплоты, пропорциональна произведению этих величин, и называется фактором или коэффициентом потерь К:
/C=>tgS. (74)
Удельная мощность, Рst выделяемая в каждом кубическом сантиметре материала вследствие возникновения диэлектрических потерь, определяется по формуле:
Ps =5,56Ј2/etgS - Ю-7 , (75)
Где Е—напряженность электрического поля в материале, кВ/см; /—частота, Гц.
Из выражения (75) следует, что если материал однороден и электрическое поле в нем равномерно, то выделение мощности, а следовательно, и нагрев будут проходить равномерно во всей массе материала. Мощность, выделяемая в материале, пропорциональна квадрату напряженности и частоте электрического поля, т. е. зависит от параметров поля. Но она пропорциональна также диэлектрической проницаемости и тангенсу угла диэлектрических потерь материала, т. е. зависит от электрических свойств материала.
Следует иметь в виду, что для каждого материала
9 Зак. 251
Имеется предельное значение напряженности поля, и если ее превысить, то может произойти электрический пробой. В практике во избежание пробоев рабочую напряженность принимают в 1,5—2 раза меньше пробивной.
Экспериментальные ' исследования, выполненные в ЦНИИСКе, ЦНИИПодземшахтострое и НИИЖБе [75], показали, что при использовании серийных генераторов ТВЧ время полного отверждения полимербетонных кубиков с ребром 50 мм составляет 25—30 мин. К недостатку этого способа относится сравнительно большой расход электроэнергии, поэтому использование генераторов ТВЧ в промышленности можно рекомендовать в основном для отверждения контрольных образцов.
Исследования влияния СВЧ-нагрева на скорость отверждения полимербетонов, выполненные И. Д. Масла - ковым, свидетельствуют, что общее время СВЧ-нагревя полимербетонных смесей не превышает 3—4 мин (рис. 76). Характерная особенность СВЧ-нагрева — возможность получения достаточно высокой прочности при минимальном количестве отвердителя. Более продолжительное воздействие СВЧ-нагрева (более 3—4 мин) снижает прочностные характеристики, особенно для составов с повышенным содержанием отвердителя, что свидетельствует о появлении в образцах термической деструкции.
На рис. 77 показаны результаты испытания полимербетонных образцов, которые формовались в обычных формах и после распалубки через 8—10 ч подвергались СВЧ-пагреву. Максимальные значения прочностных характеристик и модуля упругости полимербетонов были получены уже при трехминутном воздействии СВЧ-нагрева. При использовании СВЧ-нагрева расходуется значительно меньше электроэнергии по сравнению с нагревом ТВЧ. К недостатку этого метода следует отнести отсутствие промышленных установок, пригодных для использования на предприятиях по производству полимербетонных изделий и конструкций.
В настоящее время изготовлена и проходит промышленные испытания первая самоходная установка для ускоренного отверждения полимербетонных покрытий в дорожном и аэродромном строительстве с помощью СВЧ-нагрева [151].
Вышеприведенные способы термообработки полимербетонных изделий и конструкций показывают пути
| Рис. 76. Зависимость предела прочности при изгибе от продолжительности воздействия токов СВЧ 1 н 2 — полнмербетон с содержанием отвердителя соответственно 14 и 20% |
Существенного снижения энергозатрат на этой энергоемкой операции. В то же время следует отметить, что для тонкостенных конструкций, имеющих небольшую массу и большую поверхность теплоотдачи, большинство из приведенных способов термообработки (кроме СВЧ-нагрева) недостаточно эффективно. К числу таких полимербетонных конструкций относятся декоративно отделочные плиты, подоконные доски, лестничные марши, малые декоративные формы и др. Поэтому изыскание принципиально новых путей экономии энергозатрат на стадии термообработки весьма актуально.
| Рис. 77. Зависимость прочности и модуля упругости полимербетона от продолжительности воздействия токов СВЧ 1 — кубиковая прочность; 2 — модуль упругости |
Для решения этой проблемы весьма перспективно использование солнечной энергии в южных районах страны. Не останавливаясь подробно на принципиальных возможностях и экономической целесообразности использования энергии солнца для термообработки цементных бетонов, так как они достаточно подробно освещены в ряде работ, необходимо отметить, что в отличие от цементных бетонов полимербетоны требуют сухого прогрева, и в этом отношении использование энергии солнца наиболее предпочтительно.
В нашей стране наибольшее количество солнечной
9* Зак. 254
| Рнс. 78. Принципиальная схема гелнокамеры 1 — обшивка; 2 — теплоизоляция; 3— трубчатые электронагреватели; 4 — конвейер; 5 — формы с изделиями; 6 — двухслойная светопрозрачная пленка |
Энергии поступает в районах широт между 37 и 50° параллелями.
В солнечные дни на 1 м2 земной поверхности количество солнечной энергии составляет на широте 37° ■—■ 4,2 кВт-ч и на широте 50° — 3,3 кВт-ч. Таким образом, в южных регионах страны практически на протяжении 8 мес можно получать значительное количество солнечной энергии.
Исследования в области использования энергии солнца для термообработки полимербетонных изделий еще недостаточно широко распространены. Однако испытания разработанной под руководством К. Ч. Чощшиева гелнокамеры для конвейерной термообработки полимербетонных изделий показали ее высокую эффективность и универсальность, а также хорошие физико-механиче - скне характеристики получаемых изделий.
Гелиокамера (рис. 78) состоит из корпуса, оснащенного теплоизоляцией, двухслойного прозрачного покрытия, конвейера и электронагревателей. В течение солнечного дня температура в такой камере колеблется от 60 утром до 90°С днем. Такая температура вполне достаточна для отверждения тонкостенных изделий за время движения формы внутри камеры.
msd.com.ua
ООО «Полимер Бетонные технологии» | Областная газета
ООО «Полимер Бетонные технологии» (пбт) - это предприятие по производству готовых изделий из пластмассы путем переработки пластика. Оно входит в состав компании «Кондор» с начала 2007 года.
Годовой оборот готовой продукции в настоящий момент составляет более десяти тысяч тонн, достаточно высокая производственная мощность. Прирост на производстве ежегодно увеличивается и составляет на данный момент порядка 30%. Компания достигла этих результатов благодаря повышению эффективности рабочих процессов по всему предприятию, повышению уровня технологических процессов, своевременного освоения новых направлений для сбыта продукции и запуска новых узлов, увеличивающих многообразие видов продукта.
Основной целью предприятия является разно уровневое развитие проектов, независимо от того, крупный ли это объект или участок небольших размеров с применением новых, совеременных технологий и систем.
В своем оснащении предприятие имеет лишь современное оборудование, созданное известными европейскими производителями.
Сотрудники компании отличаются высокой квалификацией, профессионализмом, большим опытом. Имея в наличии большой ассортимент, способны в кратчайшие сроки качественно справиться с поставленной задачей. Невозможно не обратить внимание на то, что деятельность предприятия направлена на использование технологических процессов, которые позволяют использовать вторичные ресурсы при производстве продукции.
Компания взяла цель на перестройку всего производственного процесса с максимальным использованием вторичных ресурсов для изготовления готовой продукции.
В настоящий момент половина изготавливаемой продукции производится из вторичного сырья, а это более 5 тысяч тонн в год. По всей стране существует проблема с переработкой полимерного сырья, предприятие дает сырью новую жизнь в новых продуктах, которые используются как на объектах общегосударственного назначения, так и на приусадебных участках простого народа. Предприятие и дальше вносит свой вклад в дальнейшее развитие и осуществление поставленных задач.
www.ogirk.ru
автореферат диссертации по строительству, 05.23.05, диссертация на тему:Бетонные изделия с полимербетонным покрытием (разработка оптимальных составов и технологии)
Библиография Расулев, Алишер Файзуллаевич, диссертация по теме Строительные материалы и изделия
1. Основные направления экономического и социального развития СССР на 1.81-1985 годы и на период до 1990 года. - Правда, 1980, 2 декабря.
2. Абелян Р.Д. Исследование в области разработки технологии производства декоративного камня на полимерном связующем: Дисс. на соиск.уч.ст.канд.техн.наук. Б.М., 1974. 130 с.
3. Авдеев Г.М., Ли П.З., Седов Л.Н. "Отверждение смолы ПН-1 различными инициирующими системами, "Пластические массы", № 8, 1967, с.26-29.
4. А.С. I9849I (СССР). Мастика "Эфураль" для наливных полов / Е.Д.Белоусов, Г.Ш.Бродский и др. Опубл. в Б.Н., 1967, № 14, с.57.
5. А.С. 694470 (СССР). Способ изготовления бетонных изделий. В.И.Соломатов, А.Е.Шейнин и др. Опубл. в Б.И., 1979, № 40, с.83.
6. А.с. 716827 (СССР). Эмульсионная смазка для металлических форм / О.И.Довжик, В.А.Соколов и др. Опубл. в Б.И., 1980, № 7, с.69-70.
7. Альперин В.Н., Чапский К.А. Светопрозрачные стеклопластики в строительстве. М., Стройиздат, 1968, 175 с.
8. Алыниц И.М., Афанасьева Н.Г., Град Н.М., Коршунов М.А. "Новые тройные инициирующие системы для полиэфирных связующих", "Пластические массы", № 4, 1968, с.17-18.
9. Багдасарьян Х.С. Теория радикальной полимеризации. М., "Наука", 1966, 300 с.
10. Баженов Ю.М., Гусев Б.В., Давидюк А.Н. и др. Поверхностная обработка бетонов различными пропиточными материалами. -В кн. Композиционные материалы и конструкции для сельскохозяйственного строительства. Саранск. 1980, с.4-8.
11. Баженов Ю.М. Бетон при динамическом нагружении. М., Строй-издат, 1970, 272 с.
12. Балалаев Г.А. и др. Производство антикоррозионных работ в промышленном строительстве. М., Стройиздат, 1973, 270 с.
13. Белоусов Е., Фиговский 0. Полы из полимерных материалов. "Строитель", № 9, 1965, с.24-25.
14. Винарский В.Л. Защитные покрытия и футеровки в строительстве. Киев. "Буд1вельник", 1976, 173 с.
15. Винарский В.Л. Эпоксидные смолы в строительстве. Киев, "Буд1вельник", 1972, 153 с.
16. Вольфсон С.А. Композиционные полимерные материалы сегодня и завтра. М., Знание, 1982, 62 с.
17. Вяземская Н.И., Калинин Е.В. Применение эпоксидных полимер-бетонов для ремонта гидротехнических сооружений Сб. Перспективы применения бетонополимеров и полимербетонов в строительстве, М., Стройиздат, 1977, с.79-80.
18. Ганс У.Х.-А. Поточная технология изготовления полиэфирных полимер бе тонов. Реферативная информация, серия "Промышленность полимерных, мягких кровельных и теплоизоляционных строительных материалов". Вып.8, М., ВНШЭСМ, 1978, с.12-14.
19. Ганс У.Х.-А., Фиговский О.Л. Декоративные плиты из полимер-бетонов для покрытия полов. М., ВНИИЭСМ, 1979, 45 с.
20. Гарин В.Н., Долгополов Н.Н. Полимерные защитные и декоративные покрытия строительных материалов. М., Стройиздат, 1975, 191 с.
21. Гернштейн И.Н., Уваров Е.П. "Промышленное строительство", № 4, 1964, с.34.
22. Голант Щ.Н. применение эффективных материалов при ремонтежилых и общественных зданий. М., Стройиздат, 1979, 136 с.
23. Гусев Б.В., Давидюк А.Н., Магдеев У.Х., Муджири Б.Г. Модификация поверхности бетонных и железобетонных изделий. -Промышленность строительных материалов Москвы, 1978, № 5, с.18-20.
24. Гусев Б.В., Зазимко В.Г., Нетеса Н.И. Исследование напряженно- деформированного состояния композитов с использованием метода конечных элементов. Изв.вузов. Строительство и архитектура. 1981, № 8, с.13-16.
25. Далматов В.Я. Оценка и пути повышения стойкости полов к ударам. Научн.тр. / ЦНИИПромзданий, М., 1974, вып.34. Полы производственных зданий, с.4-12.
26. Далматов В.Я., Иртуганова С.Х., Галактионов А.И. Ударная стойкость сплошных покрытий полов из модифицированных поли-меррастворов на основе мономера ФА Научн.тр. / ЦНИИПромзданий, М., 1974, вып.34. Полы производственных зданий,с.80-88.
27. Далматов В.Я., Ким И.П., Фиговский О.Л. и др. Полы промышленных зданий. М., Стройиздат, 1978, 136 с.
28. Денисов Л.И., Домокеев А.Г., Иванов О.М., Кулькова В.М. Бетонные покрытия полов промышленных зданий. М., Стройиздат, 1971, 129 с.
29. Джабаров В.М., Хорькова М.А. и др. Пропитка бетона мономерами и полимеризация их в поровом пространстве. В кн.: Исследование бетонов с применением полимеров. М., 1980, с.52-57.
30. Дзугаев В.А., Бондарь К.Я., Попов В.Т., Соломенко М.Г. Полимеры в строительстве (опыт применения пластмасс в современном строительстве). Киев, "БудГвельник", 1967, 244 с.
31. Елшин И.М. Полимербетоны в гидротехническом строительстве. М., Стройиздат, 1980, 192 с.
32. Елшин И.М., Мощанский Н.А., Олехнович В.А., Берман Г.М. Синтетические смолы в строительстве (международный опыт). Киев, "Буд1вельник", 1969, 160 с.
33. Зенкевич O.K., Чанг И. Метод конечных элементов в теории сооружений и в механике сплошных сред. Пер. с англ. М., "Недра", 1974, 239 с.
34. Иртуганова С.Х., Дидман B.C., Галактионов А.И. Усовершенствованные полимеррастворы для химически стойких покрытий полов. Научн.тр. / ЦНИИПромзданий, М., 1974, вып.34. Полы производственных зданий, с.72-79.
35. Карабанов Б.П., Соколова Л.А., Шалтала Г.А. Опыт применения полимербетонных плит. "Техника защиты от коррозии", 1974, вып.4(91), с.5-7.
36. Каргин В.А., Слонимский Г.Л. Краткие очерки по физико-химии полимеров, "Химия", М., 1967, с.231.
37. Кардашов Д.А. Синтетические клеи. М., Химия, 1968, 592 с.
38. Кардашов Д.А. Конструкционные клеи. М., Химия, 1980, 288 с.
39. Карпинос Д.М., Олейник В.И. Полимеры и композиционные материалы на их основе в технике. Киев, Наук.думка, 1981, 180 с.
40. Кацнельсон М.Ю., Бадаев Г.А. Пластические массы: Свойства и применение: Справочник. Л., "Химия", 1978, 384 с.
41. Кольцова Т.Я., Кербер М.Л., Акутин М.С. и др. Клеи повышенной прочности. "Пластические массы", № 10, 1981, 40-42 с.
42. Кошкин В.Г. и др. В сб.трудов ВНИИНСМ "Полимерные строительные материалы", 1972, вып.33.
43. Кошкин В.Г., Фиговский О.Л., Смокин В.Ф., Небратенко Л.М. Монолитные эпоксидные, полиуретановые и полиэфирные покрытия полов. М., Стройиздат, 1975, 121 с.
44. Кошкин В.Г., Черкинский Ю.С., Ларкина В.И. и др. Монолитныемастичные и полимерцементные полы, Строитель, № 9, 1965, с. 17-20.
45. Ли П.З., Михайлова З.В., Быкова Л.В. Сополимеризация ненасыщенных полиэфиров с различными мономерами , Пластические массы , № 6, 1966, с.19-21.
46. Липатов Ю.С. Физико-химия наполненных полимеров. Киев, "Наукова думка", 1967, 233 с.
47. Литвин А.Н. Железобетонные конструкции с полимерными покрытиями. М., Стройиздат, 1974, 175 с.
48. Макаренков В.Н. Цветные дорожные пластбетоны. Воронеж, Изд.Воронежекого университета, 1975, 166 с.
49. Максимов Ю.В., Патуроев В.В., Путляев И.Е., Фанталов A.M. Новые конструкции химически стойких беспыльных полов на основе полимеров для промышленных зданий. М., Стройиздат, 1974, 59 с.
50. Малкес Л.Я. и др. Контроль качества бетона и железобетона методом люминисцентной дефектоскопии. Сб. "Вопросы теории и технологии железобетона" (Тез.докладов УЛ. Всесоюзн.конференции по бетону и железобетону), Харьков, 1972.
51. Метхалф А. Композиционные материалы, т.1. "Поверхности раздела в металлических композициях". М., Мир, 1978, 438 с.
52. Мощанский Н.А., Путляев И.Е. Современные химически стойкие поля. М., Стройиздат, 1973, 120 с.
53. Мощанский Н.А., Путляев И.Е., Пучнина Е.А. и др. Химически стойкие мастики, замазки и бетоны на основе термоактивных смол. М., Стройиздат, 1968, 184 с.
54. Народное хозяйство СССР в 1980 г.: Стат.ежегодник / ЦСУ СССР. М., Финансы и статистика. 1981, 583 с.
55. Николаев А.Ф. Технология пластических масс. Л., "Химия", 1977, 367 с.56. Патент США № 3433761.
56. Патуроев В.В. Перспективы применения в строительстве поли-мербетонов. В кн.: Исследование бетонов с применением полимеров. М., 1980, с.3-6.
57. Патуроев В.В. Технология полимербетонов (физико-химические основы). М., Стройиздат, 1977, 236 с.
58. Потапов Ю.Б., Соломатов В.И., Селяев В.П. Полимерные покрытия для железобетонных конструкций. М., Стройиздат, 1973, 128 с.
59. Прейскурант № 05-02 оптовые цены на синтетические смолы и пластические массы. М., Прескурантиздат, 1980, 254 с.
60. Прейскурант № 05-01 оптовые цены на химическую продукцию. М., Прейскурантиздат, 1974, 142 с.
61. Призмазоков A.M., Швидко Я.И. Эпоксидные компаунды в транспортном строительстве. М., "Транспорт", 1977, 119 с.
62. Путляев И.Е. Кинетика усадки и внутренние усадочные напряжения в полимерных материалах на основе реактопластов. Сб. НИИЖБ. Конструктивные и химически стойкие полимербетоны. М., Стройиздат, 1970, с.70.
63. Путляев И.Е., Уварова И.Б. Химически стойкие полы промзданий из полимерных мастик. Обзор. М., Стройиздат, 1978, 72 с.
64. Рекомендации по технологии изготовления полимерных бетонови применению их в транспортном строительстве. М., Изд.ЦНИИС, 1972, 35 с.
65. Рекомендации по технологии поверхностной пропитки бетонныхи железобетонных изделий составами на основе эпоксидных смол. М., Тлавмоспромстройматериалы", 1981, 17 с.
66. Сб. "Методы исследования цементного камня и бетона". Госстройиздат, М., 1970.
67. Сегерлинд JI.Д. Применение метода конечных элементов/ Перевод с англ. М., Мир, 1979, 392 с.
68. Седов Л.Н., Михайлова З.В. Ненасыщенные полиэфиры. М., "Химия", 1977, 232 с.
69. Смокин В.Ф., Фиговский О.Л. Полиэфирные и полиуретановые смолы в строительстве. Киев, "БудГвельник", 1974, 148 с.
70. Соломатов В.И., Клюкин В.И., Кочнева Л.Ф. и др. Армополимер-бетон в транспортном строительстве. "Транспорт", М., 1979, 232 с.
71. Соломатов В.И., Рева В.Ф., Козюк С.М. Долговечные полы из полимербетона на основе эпоксидной смолы. "Техника защиты от коррозии". М., 1970, № 5, с.17-21.
72. Соломатов В.И., Карычева Н.П., Белявский И.Ю. Укладка пласт-бетонного покрытия пола в депо. "Транспортное строительство",1967, № 6, с.26-27.
73. Сорочишин А.Г. Стеклопластики. (Производство и применение). М., Стройиздат, 1964, 251 с.
74. Справочник по пластическим массам под редакцией В.М.Катаева, В.А.Попова, Б.И.Сажина, Т.П. "Химия", М., 1975, 566 с.
75. Статистические алгоритмы и программы. Науч.тр. МИНХ им. Г.В.Плеханова. Вып.1. М., 1978, 157 с.
76. Стренг Г., Фикс Дж. Теория метода конечных элементов. "Мир", М., 1977, 349 с.
77. Ткачук Б.М., Зубкова З.А., Пиотрковская В.Г., Белецкая Т.В. Сополимеризация модифицированной ненасыщенной полиэфирной смолы с различными мономерами. "Пластические массы", № 9, 1967, с.3-6.
78. Уварова И.Б., Сулейманова Ж.М., Новикова А.Н. Химически стойкие наливные полы из полимерных материалов. В кн.:
79. Исследование бетонов с применением полимеров. М., 1980, с.82-88.
80. Федорова В.А. Разработка и исследование сплошных покрытий полое на основе эпоксидных компаундов: Дисс. на соиск.уч. ст.канд.техн.наук. М., 1977, 170 с.
81. Фиговский 0.Л. Экспериментальные исследования в области прогнозирования долговечности покрытий полов производственных зданий. М., ЦНИИпромзданий, 1979, 119 с.
82. Фиговский О.Л. Полимерные покрытия полов производственных зданий. Сб. "Опыт проектирования устройства и эксплуатации полов производственных зданий". М., Стройиздат, 1977, с.4-6.
83. S3. Фрейдин А.С., Шолохова А.Б. О прочности соединений бетона на синтетических клеях при различных воздействиях. " Бетон и железобетон", № 9, 1965, 18-19 с.
84. Фридман В.В. Исследование свойств полимерного бетона для применения его в двухслойных железобетонных конструкциях. Автореферат дисс. на соиск.уч.ст.канд.техн.наук. М.,1969,17с.
85. Хоменко В.П., Власюк Н.В. Защита строительных конструкций от коррозии (справочное пособие). Киев, "Буд1вельник", 1971, 142 с.
86. Хрулев В.М. Синтетические клеи и мастики (применение в строительстве). М., "Высшая школа", 1970, 368 с.
87. Чуйко А.В., Иващенко Ю.Г., Бурханов Р.Х. и др. Упрочненные полимербетонные плиты для полов. Сб. "Опыт проектирования, устройства и эксплуатации полов производственных зданий". М., Стройиздат, 1977, с.42-43.
88. Шестеркина Н.Ф. Разработка и исследование пластифицированных полиэфирных мастик для монолитных покрытий по бетону: Дисс. на соиск.уч.ст.канд.техн.наук. М., 1972, 163 с.
89. Шейкин А.Е. Строительные материалы. М., Стройиздат, 1978, 432 с.
90. Шейкин А.Е., Чеховский Ю.В., Бруссер М.И. Структура и свойства цементных бетонов. М., Стройиздат, 1979, 344 с.
91. Шипелевский Б.А., Беляков Б.Н. Производство железобетонных конструкций с полимерными полами. Сб. "Опыт проектирования, устройства и эксплуатации полов производственных зданий", М., Стройиздат, 1977, с.24-26.
92. Шнейдерова В.В., Мигаева Г.С. Химически стойкие лако1фасоч-ные покрытия для железобетонных конструкций. "Бетон и железобетон", № 9, 1965, 16-18 с.
93. Щрейнер С.А., Зубов П.И. ДАН СССР, т.124, № 5, 1102, 1959.
94. A clams М., Browne R., French Е. Llsln^ po/j^me г concrete. -„Raiment LnternaUonar, WS vol.3,114, р.212ЛЧ, ZM.
95. Eoenlj H.V. Unsaturated pofyester Stucture and Properties. Amsterdam, 1964, 222s.96. „ Civ if E n^ineerin^" 6 7 , /V 8 , P. 37.
96. JaKU&owsKlE. Beschichtunjen mii „ F^ussi^Kunststoffen"- Die Mdpp , Ш1 , Mi , ^ 7, S 556-559.98; Lava.1 G. „ 1/app^icaUon des mztieres pUsii^ues aux revetemntsde sols indusirieis" Consiructm , Ш2 , У 2
97. Lau/rece 1R. Po^ester Resins .Xondon, I960, 2S1s.100. lKe£senJC.£. TTiecknici^ properties of potymers and Composites. Tl.f. 4914, Reinhoid pu^.-214 p.
98. Plastics, design and processing, 1961, p.7.
99. IftKch F. lndusiriejuss^oden aus Kunstha rz . ~ -Fussioclen Forum, 3uni/l^di , 6 9
tekhnosfera.com