
Содержание
Тротуарная плитка из бетона и форм своими руками, 5 видео инструкций
Садовые дорожки – неотъемлемый элемент приусадебной территории. Они должны быть не только комфортными для передвижения, но и идеально сочетаться с общим садовым декором, иначе пропадет уют и красота сада. Лучшим вариантом для укладывания дорожки является тротуарная плитка, но ее стоимость гораздо дороже, чем собственноручно изготовленная плитка. Так зачем платить больше?
Тротуарная плитка своими руками
Материалом для садовой дорожки может быть что угодно: гравий, тротуарная плитка, дерево, брусчатка и т.д. Дизайнеры рекомендуют комбинировать материалы, т.к. это делает садовый декор уникальным и неповторимым. Изготовить тротуарную плитку своими руками не так уж и сложно, тем более, если вы человек творческий и трудолюбивый. Сей час вы в этом убедитесь.
Как сделать тротуарную плитку своими руками?
Первое что нам нужно – расходный материал и необходимый набор инструментов.
Что касается инструментов, то нам необходим мастерок и дрель с насадкой-миксером. Если вы хотите вымостить все дорожки с помощью собственной тротуарной плитки, можно так же приобрести вибростол, но это по желанию. Вибростол хорош тем, что он плотнее и равномернее распределяет раствор по форме при помощи вибрации.
Если вы хотите вымостить все дорожки с помощью собственной тротуарной плитки, можно так же приобрести вибростол, но это по желанию. Вибростол хорош тем, что он плотнее и равномернее распределяет раствор по форме при помощи вибрации.
С инструментом разобрались, теперь нам нужны специальные формочки для тротуарной плитки. Можно конечно купить готовые формочки в магазине, но есть еще проще вариант – пластиковые контейнеры, в которых продают готовую пищу. Лучше покупать не гибкие контейнеры (которые не хрустят), потому что они более прочные и выдержат несколько заливок. Так же выигрышным вариантом будут контейнеры с прямыми углами между гранями. Не стоит покупать контейнеры с причудливыми формами – они сделают форму плитки неудобными в укладке. Чем прямоугольнее будет форма плитки, тем меньше станут зазоры между плиткой, а это важно, ведь мусор не будет забиваться в щелях.
Можно также сделать дорожку из бетонных форм. Для этого нужно только смастерить опалубку. Практичным размером опалубки считается 35*35 см при толщине в 6-7 см. domain archive Способ изготовления садовой дорожки с помощью бетонной формы совсем несложный.
domain archive Способ изготовления садовой дорожки с помощью бетонной формы совсем несложный.
Сначала подготавливаем почву – вырываем траву и убираем лишний мусор. Далее устанавливаем опалубку в нужном месте, заливаем в нее раствор, утрамбовываем и выравниваем все мастерком. Через несколько дней снимаем форму и переставляем на новое место, повторяя весь процесс. Промежутки между плиткой можно засыпать песком либо залить жидким раствором. Если дорожка находится в саду, засыпьте ее грунтом.
Изготовление тротуарной плитки, имитирующей камень
Изготовление тротуарной плитки, имитирующей камень
На видео 5 способов создания тротуарной дорожки из бетона своими руками:
Новинка в области хенд-мейда — полимерные формы для изготовления тротуарной плитки. Садовая дорожка, уложенная такой плиткой, будет шикарно гармонировать в вашем саду, создавая комфортное передвижение. Разнообразие конфигураций и размеров таких форм позволяет регулировать ширину дорожки с помощью укладки плитки в несколько рядов. Для того, что бы дорожка создавалась быстрее, желательно приобрести 2-4 формы.
Разнообразие конфигураций и размеров таких форм позволяет регулировать ширину дорожки с помощью укладки плитки в несколько рядов. Для того, что бы дорожка создавалась быстрее, желательно приобрести 2-4 формы.
Процесс укладывания такой плитки похож на предыдущий. Сначала снимается слой грунта, далее создается подушка из песка и гравия (можно также проложить геотекстиль, который защитит зазоры между плиткой от сорняка), а потом уже устанавливается форма и заливается раствором. Раствор хорошо утрамбовывается и выравнивается. Уже через несколько дней форму можно переставлять на новое место. Важный момент – готовую плитку следует увлажнять, иначе есть вариант, что она потрескается. Если изготовленная дорожка находится под жарким солнцем, ее следует обтянуть полиэтиленом (что бы вода не так быстро испарялась). Ходить по такой садовой дорожке разрешается не так уж и скоро. Необходимо переждать 3-4 недели, потом проверить ее ударом молотка, и если все плитка не отколется, тогда можно ходить.
Материалы для создания тротуарной плитки
Все что нам нужно – цемент, песок, вода и красители (по желанию).
Что касается цемента, он должен быть качественным (ведь от качества цемента зависит и качество, и долговечность самой плитки). Не стоит экономить на покупке цемента, покупайте цемент марки 500. Некоторые строители рекомендуют 300-й цемент, якобы он лучше. Нет, качество цемента в последнее время испортилось, тем более опытные строители так же рекомендуют 500-ую марку.
Следующий материал – песок. Что касается песка, он должен быть чистым, без листьев, веточек и корней растений. Не стоит просеивать песок через мелкое сито, тогда небольшие камушки не попадут в раствор, а они наоборот придают плитке фактуру.
Вода должна быть чистой, а тем более не застоявшейся и не прокисшей, это очень важно.
Если вы хотите придать вашей садовой дорожке уникального цвета, подмешайте в раствор краситель. Нужно выбирать пигменты, стойкие к атмосферным явлениям, щелочной среде и свету, дабы дольше цвет сохранялся на вашей садовой дорожке.
Краткая инструкция по изготовлению плитки
Пример садовой дорожки, сделанной из тротуарной плитки
- Приготовьте емкость для замешивания раствора. Это может быть корыто, ведро, пластмассовый таз. Так же приготовьте мерную емкость. В емкость, где будет раствор, засыпьте цемент и песок в соотношении 1:3.
- Перемешивайте раствор, подливая в него воду. Главное не переборщить с количеством воды и не сделать раствор жидким. Идеальная консистенция, когда раствор тестообразный и не сползает с мастерка.
- Что бы плитка быстрее и легче отходила от формы, смажьте стенки формы любым маслом.
- Заполните форму раствором, утрамбуйте, подравняйте все мастерком. Если плитка изготавливается на вибростоле – раствор самостоятельно равномерно растечётся во все щели формы.
- После выравнивания раствора в форме, переходим к сушке плитки. Желательно, что бы плитка сушилась под навесом, так на нее не будут попадать жаркие солнечные лучи и мусор. Если температура воздуха высокая – смачивайте плитку водой, иначе она потрескается.

- Через 5-6 дней вынимайте плитку из формы и сушите дальше, обвернув ее в полиэтиленовый пакет. Время «досушки» плитки составляет приблизительно месяц. За это время она обретет необходимую прочность.

Видео инструкция по изготовлению плитки самостоятельно, из двух частей, с пояснениями:
Преимущества тротуарной плитки, сделанной своими руками
Если вы – личность творческая и любите что-нибудь помастерить своими руками, то собственноручное создание тротуарной плитки именно для вас, а преимущества будут следующие:
- Высокое качество тротуарной плитки (т.к. вряд ли вы будете экономить на материале),
- Эксклюзивный вариант дорожки,
- Получение огромной порции удовольствия от проделанной работы,
- Существенная экономия ваших денег.
Производство тротуарной плитки
На сегодняшний день существует два способа производства тротуарной плитки: вибролитье и вибропрессование. Оба способа имеют свои особенности технологического процесса, это и обуславливает некоторые различия готовой продукции.
Оба способа имеют свои особенности технологического процесса, это и обуславливает некоторые различия готовой продукции.
При использовании метода вибролитья бетонная смесь закладывается в пластиковую форму, затем форма перемещается на вибростол(стол, поверхность которого непрерывно вибрирует) и остается на нем какое-то время. Как только бетонная смесь утрамбовалась в своей форме, она снимается с вибростола и выставляется в теплое место примерно на двое суток, после чего готовое изделие из нее достается.
Производство тротуарной плитки методом вибролитья имеет свои преимущества:
— Ассортимент выпускаемой продукции достаточно велик, он зависит лишь от ассортимента форм, которые имеются.
— Глянцевая, ровная и гладкая поверхность имеет привлекательный вид без шероховатостей и пор.
— У изделий высокое качество, высокая прочность и морозостойкость, это достигается за счет использования специальных добавок и модификаторов.
— Окрашивается лишь верхний слой плитки, поэтому стоимость окрашенной продукции заметно снижается.
Технологии производства методом вибролитья дают возможность использовать различные добавки в бетон, которые позволяют улучшить качество готовой продукции. А при добавлении пигментов можно сделать плитку более яркой и притягивающей внимание.
Оборудование, необходимое при производстве плитки методом вибролитья:
— Один формовочный вибростол, благодаря которому происходит заполнение формы и спрессовка тротуарной плитки.
— Два принудительного действия бетоносмесителя (один поменьше, другой побольше, так как плитка двухслойная).
— Формы для изготовления плитки – ассортимент форм определяет ассортимент готовой продукции;
— Ванна с электронагревательными элементами.
— Один расформовочный стол.
Технология производства тротуарной плитки методом вибролитья
При вибролитье производство тротуарной плитки осуществляется в три этапа:
Первый этап – это приготовление бетона.
Второй этап – это виброформование изделия.
Третий этап – это твердение изделия.
Приготовление бетона:
Для приготовления бетона нужно использовать дополнительное оборудование – принудительного действия бетоносмеситель. При вибролитье плитка всегда будет двухслойной, а значит нужно два бетоносмесителя. Первый слой отвечает за прочность и внешний вид изделия, а второй определяет необходимую толщину и имеет немного другой состав. Если изделие должно быть цветным, то в первый слой добавляют красящие пигменты. Универсального рецепта бетона не существует, так что мы просто перечислим его составляющие:
Портландцемент — минеральное вяжущее.
Мытый речной песок и гранитный щебень.
Пластификатор.
Красители — неорганические пигменты.
Вода.
В меньшем бетоносмесителе готовится бетон с пигментом, а в большем уже без него. Пигмент или краситель — достаточно дорогой компонент, и помимо того увеличение содержания его в бетоне ухудшает качество этого бетона, поэтому желательно снижение доли пигмента при достаточной насыщенности.
Приготовленный пигмент хранится довольно долго, так как он имеет вполне стабильную формулу. Непосредственно перед добавлением в бетон краситель перемешивают.
Виброформование изделия:
Виброформование изделий осуществляется в формах на вибростоле, они раскладываются максимально плотно относительно друг друга. Время, которое форма находится на вибростоле составляет от 1,5 до 2 минут до момента образования на поверхности белой жидкости (так называемого «молочка»).
Первым щагом цветной бетон раскладывается максимально покрывая собой дно формы слоем в 1-2 см. Далее на 5 — 10 сек. включается вибратор, чтобы бетон лег ровным слоем. Интенсивность колебаний вибростола и амплитуда должна быть умеренной, чтобы бетон мог уплотняться под собственной тяжестью. Следующим шагом нужно добавить бетон уже без пигмента столько, сколько нужно до краев выбранной формы, но никак не меньше. На 5-10 сек. опять включается вибратор, а затем металлическим уголком срезается лишний бетон.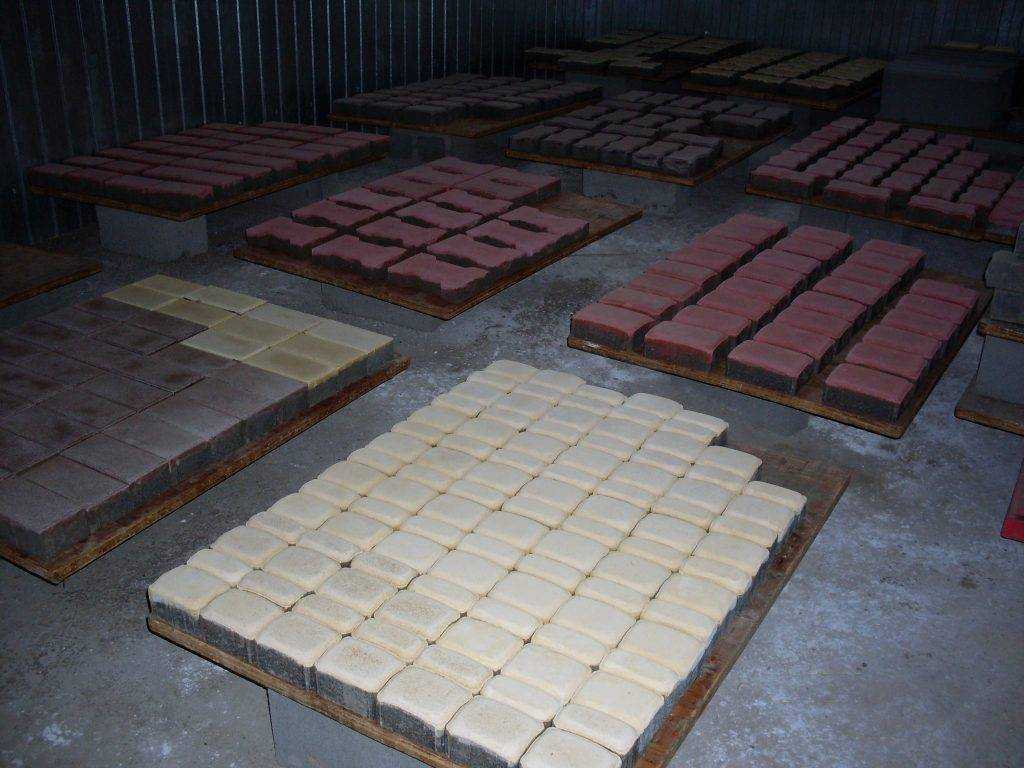 После заполнения формы и когда вибрация окончена раствор в формах тщательно затирается. Если бетона недостаточное количество, то нужно добавить раствор и опять затереть, но уже без вибрации. Получившиеся заглаженные формы составляются слоями на поддоны, каждый слой прокладывается листами пластика. Суммарное количество слоев должно быть не более 10.
После заполнения формы и когда вибрация окончена раствор в формах тщательно затирается. Если бетона недостаточное количество, то нужно добавить раствор и опять затереть, но уже без вибрации. Получившиеся заглаженные формы составляются слоями на поддоны, каждый слой прокладывается листами пластика. Суммарное количество слоев должно быть не более 10.
Перед выбивкой форму нужно нагреть в водяной ванне до 60-70 градусов, выдерживая при этом каждую форму в ванне не дольше 2 минут. Нагретая форма перемещается на вибростол. Нужно отметить, что расформовка без нагрева сокращает срок службы формы примерно на 30 %, что может привести к браку готовых изделий, особенно тонких.
Твердение изделия:
Сушка или твердение готовой продукции происходит в течении двух суток в естественных условиях. Поддоны с формами разрешается передвигать не раньше, чем через двое суток после конца заливки. После расформовки плитку раскладывают на европоддоны лицевой стороной друг к другу, перевязывая упаковочной лентой. Для сохранения надлежайшего вида плитки и дальнейшего твердения бетона, необходимо накрыть поддоны полиэтиленовой стрейч-пленкой или термоусадочной пленкой.
Для сохранения надлежайшего вида плитки и дальнейшего твердения бетона, необходимо накрыть поддоны полиэтиленовой стрейч-пленкой или термоусадочной пленкой.
Летом отпуск изделий осуществляется при достижении ими 70% от намеченной прочности, что приблизительно равно неделе твердения бетона, начиная с момента его производства. Зимой отпуск осуществляется при 100% от прочности, что примерно равно 28 суткам.
Купить тротуарную плитку в Пензе произведенную методом вибролитья Вы можете у нас в Производственной компании «АРТИКА».
Экскурсия по фабрике плитки
показывает, как изготавливается цементная плитка – плитка Avente
Мне часто задают вопрос: «Как производят цементную плитку?» Это отличный вопрос, потому что цементная плитка или энкаустическая цементная плитка сильно отличаются от керамической и керамогранитной плитки. В отличие от глазурованной керамической плитки, эти плитки не окрашиваются, не глазируются и не обжигаются в печи. Узор на цементной плитке создается путем заливки пигментированного бетона в форму. Этот уникальный процесс датируется серединой 19 века. Цементную плитку действительно следует называть бетонной плиткой, потому что цемент — это ингредиент, который используется для изготовления бетона; но, нет пути назад сейчас.
Этот уникальный процесс датируется серединой 19 века. Цементную плитку действительно следует называть бетонной плиткой, потому что цемент — это ингредиент, который используется для изготовления бетона; но, нет пути назад сейчас.
Красочный рисунок пола, созданный из цементной плитки ручной работы
В сегодняшней статье я подробно расскажу о пошаговом процессе изготовления этой уникальной плитки. Объяснения более подробные, чем Как изготавливаются цементные плитки из энкаустики , в нашем Информационном центре по цементным плиткам. Эти фотографии с фабрики, которую я посетил несколько лет назад. Во время посещения фабрики я познакомился с владельцами и увидел опытных плиточников в их ремесле.
Особая благодарность за доброту и теплоту владельцев фабрики за то, что они позволили мне поделиться как внутренней работой завода по производству цементной плитки, так и уделили заслуженное внимание рукам, которые касаются каждой плитки, которую они производят. Я надеюсь, вам понравится этот тур по фабрике, и вы уйдете с лучшей оценкой и пониманием того, почему цементная плитка ручной работы — это действительно труд любви.
Я надеюсь, вам понравится этот тур по фабрике, и вы уйдете с лучшей оценкой и пониманием того, почему цементная плитка ручной работы — это действительно труд любви.
Смешивание цветного слоя цементной плитки
Карбонат кальция в этих бункерах будет смешиваться для образования цветного слоя
Цветной слой цементной плитки ручной работы имеет толщину около 1/8 дюйма. Цветной слой представляет собой лицевую сторону плитки и ту часть плитки, по которой вы ходите и видите при укладке. Цветной слой состоит из смеси следующих материалов:
- Белый портландцемент
- Мраморная пыль
- Кварцевый песок
- Карбонат кальция
- Минеральные пигменты (такие как оксиды железа, кобальта и хрома)
Минеральные пигменты смешиваются для получения цветов, используемых в плитке
Цветной слой готовится партиями, и каждый компонент взвешивается для достижения однородности цвета. Краска смешивается в горизонтальном смесителе, что гарантирует гомогенизацию смеси. Большой шар, показанный ниже, используется для выполнения этих производственных требований.
Краска смешивается в горизонтальном смесителе, что гарантирует гомогенизацию смеси. Большой шар, показанный ниже, используется для выполнения этих производственных требований.
Материалы цветного слоя смешиваются в горизонтальном смесителе
Для небольших партий, отбраковок и образцов только небольшое количество краски смешивается в ведре и смешивается с помощью «ручного миксера».
Формы для цементной плитки Создание узора плитки
Узорчатая плитка создается с помощью формы, повторяющей линии узора. Формы изготовлены из стали в механическом цехе. Нужна хотя бы одна форма для каждой части выкройки. Четкий контур шаблона достигается только за счет соблюдения жестких допусков между формой шаблона и стальной пластиной, на которой находится форма. Формы проверяются по полноразмерным чертежам и тестируются до тех пор, пока рисунок не станет правильным, а линии четкими.
Форма для цементной плитки обрабатывается и проверяется на соответствие образцу
Вот библиотека форм для цементной плитки, в которой хранятся формы для существующих образцов. Если вам нужен новый шаблон или шаблон другого размера, необходимо будет создать индивидуальную форму. Форма для выкройки находится внутри рамы или формы для формата. Рамка определяет и формирует форму плитки (например, 8 x 8 дюймов или шестиугольник). Форма рисунка определяет рисунок на лицевой стороне плитки.
Если вам нужен новый шаблон или шаблон другого размера, необходимо будет создать индивидуальную форму. Форма для выкройки находится внутри рамы или формы для формата. Рамка определяет и формирует форму плитки (например, 8 x 8 дюймов или шестиугольник). Форма рисунка определяет рисунок на лицевой стороне плитки.
Пигментированный бетон заливается в такую форму
Размер и форма плитки определяется рамкой, форма находится внутри рамки
Avente Владелец плитки Билл Буйок (на переднем плане) смотрит некоторые из множества форм для цементной плитки в библиотеке образцов
Цементная плитка ручной работы
Каждая станция обслуживается опытным производителем цементной плитки и mi ayudante или моим помощником, говорящим по-испански. Помощник позволяет опытному производителю плитки сосредоточиться на получении правильных цветов в пазах формы, поддерживает полные бункеры для плитки с жидким цементом и следит за тем, чтобы было достаточно песка для второго и третьего слоя. Без помощника время изготовления плитки увеличилось бы более чем в два раза.
Без помощника время изготовления плитки увеличилось бы более чем в два раза.
У каждого опытного плиточника есть помощник
Затем краску смешивают с водой в смесительных баках, расположенных на каждой станции.
Краски смешиваются с водой на станции плиточника
Цветной цемент вручную заливают в различные секции форм. Толщина цветного слоя всегда будет составлять от 3 до 5 миллиметров (около 1/8″). Затем модельная форма удаляется.
Цветной цемент вручную заливается в различные секции формы
Поверх цветного слоя насыпается два слоя цемента и песка. Эти слои добавляют прочности и поглощают воду из цветного слоя.
Два слоя бетона и песок насыпаются поверх цветного слоя
Плитка посыпается песком давление. Затем плитки размещаются на стеллажах по мере их отрыва от линии.
Цементная плитка укладывается на стеллажи по мере схода с линии
На следующий день цементная плитка замачивается в воде для достижения водонасыщения и твердости. Водяная баня гарантирует надлежащую гидратацию цемента.
Водяная баня гарантирует надлежащую гидратацию цемента.
Цементную плитку опускают в эту водяную баню.
Плитку оставляют сохнуть на 10 дней, а затем проверяют вручную. Через 28 дней после начала производства цветная поверхность цементной плитки приобретает твердость 98% и, как правило, готова к укладке.
Смотреть производство цементной плитки
Эти короткие видеоролики были сняты на фабрике и показывают процесс изготовления цементной плитки с узором, плоской и шестиугольной плиткой.
Изготовление узорчатой цементной плитки
Пигментированный цемент заливается вручную в узорчатую форму. Плесень удаляется. Два дополнительных слоя цемента добавляются для прочности и водопоглощения. Болтовая рама удерживает цемент на месте до тех пор, пока он не будет спрессован гидравлически. Снятие рамки обнажает плитку!
Изготовление однотонной или однотонной цементной плитки
Посмотрите, как производится однотонная цементная плитка. Пигментированный цемент вручную заливается в форму. Дополнительные слои цемента добавляются для прочности и водопоглощения. Цементная плитка прессуется гидравлически. Сняв рамку, плитка выворачивается.
Пигментированный цемент вручную заливается в форму. Дополнительные слои цемента добавляются для прочности и водопоглощения. Цементная плитка прессуется гидравлически. Сняв рамку, плитка выворачивается.
Изготовление шестиугольной цементной плитки
Наблюдайте за изготовлением шестиугольной цементной плитки. Пигментированный цемент вручную заливают в узорчатую форму. Форма удаляется и добавляются дополнительные слои цемента для прочности и водопоглощения перед гидравлическим прессованием плитки. Смотрите, как получилась плитка в форме шестиугольника.
Узнайте больше о цементной плитке
Надеюсь, вам понравилась экскурсия по заводу цементной плитки и вы лучше понимаете, как изготавливается цементная плитка. Вы можете видеть, что изготовление этих плиток — это труд любви.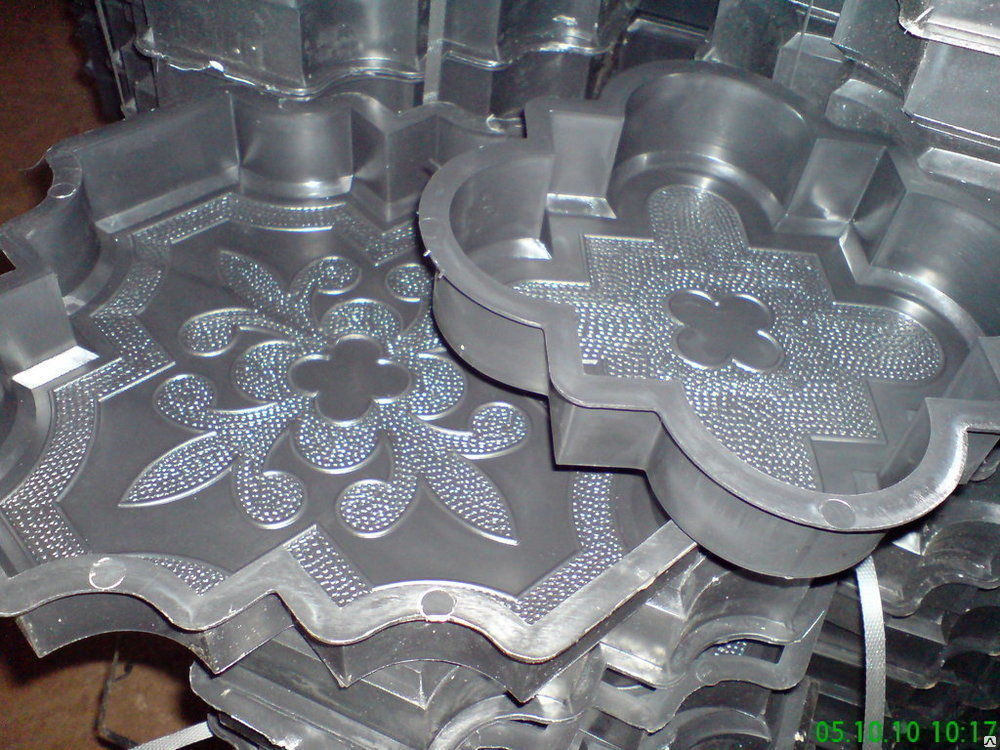 Ручная работа этих плиток объясняет, почему существуют различия в форме и цвете плитки. Вы можете понять, почему время выполнения индивидуальных заказов может составлять два или три месяца. Теперь, когда вы оценили процесс, дайте нам знать, какой узор и цвета цементной плитки вы будете использовать для своего следующего проекта. Мы сделали это легко для вас. Просто зайдите в наш Информационный центр по цементной плитке, чтобы найти подходящую вам цементную плитку.
Ручная работа этих плиток объясняет, почему существуют различия в форме и цвете плитки. Вы можете понять, почему время выполнения индивидуальных заказов может составлять два или три месяца. Теперь, когда вы оценили процесс, дайте нам знать, какой узор и цвета цементной плитки вы будете использовать для своего следующего проекта. Мы сделали это легко для вас. Просто зайдите в наш Информационный центр по цементной плитке, чтобы найти подходящую вам цементную плитку.
Посетите информационный центр Avente по цементной плитке
Производство гидравлической цементной напольной плитки | Мозаика Пино
| Работа в Mosacios Pino вызывает чувство гордости © Мишель Чаплоу |
- Дом
- Производство
- Дизайн
- Известные места
- Мозаика Пино
Фиона Флорес Уотсон
Удивительно видеть, как одна из этих цементных плит изготавливается вручную, ведь это умелая работа, которой на протяжении многих лет учились у мастеров. Этапы просты, и процесс выглядит прямолинейным, но вероятность ошибки огромна: слишком мало времени или слишком много на каждом этапе, неправильное количество цветного цемента или случайная капля цвета, и ваша плитка испорчена.
Этапы просты, и процесс выглядит прямолинейным, но вероятность ошибки огромна: слишком мало времени или слишком много на каждом этапе, неправильное количество цветного цемента или случайная капля цвета, и ваша плитка испорчена.
Mosaicos Pino имеет три верстака в одном конце обширного фабрично-складского помещения, бывшего 19 -й -век винный погреб (винодельня — Эль Кондадо, район, где расположен город, является известным винодельческим районом) — на каждом обычно работают два человека. Сегодня Пако, который работает в Mosaicos Pino уже 17 лет, занимается производством цветной плитки.
Некоторым формам буквально 100 лет.
Сначала он берет квадрат трепа (форма, изготовленная вручную из металла) и прикрепляет ее к основанию. Затем он берет густую окрашенную жидкость, состоящую из белого цемента, мелкого песка и marmolina (мраморная пудра) и пигмент, хранящийся в отдельных тазах позади своего верстака, и осторожно выливает их в форму с помощью cazo (кельма с узким заостренным носиком). Некоторые участки формы имеют ширину всего в миллиметры, поэтому цвет нужно заливать с поразительной точностью; для этого нужна твердая рука и годы практики. После добавления окрашенной жидкости Пако осторожно встряхивает форму, чтобы убедиться, что она равномерно выровнена в форме.
Некоторые участки формы имеют ширину всего в миллиметры, поэтому цвет нужно заливать с поразительной точностью; для этого нужна твердая рука и годы практики. После добавления окрашенной жидкости Пако осторожно встряхивает форму, чтобы убедиться, что она равномерно выровнена в форме.
Некоторые участки формы имеют ширину всего в миллиметры, поэтому цвет нужно заливать с поразительной точностью; для этого нужна твердая рука и годы практики
Процесс повторяется для каждого цвета; плитка имеет максимум четыре цвета, наиболее популярными из которых являются классические оттенки белого, серого, красного и желтого, хотя в настоящее время предлагается более широкий спектр синих и зеленых оттенков. Синий непомерно дорог, он стоит более чем в три раза дороже, чем другие цвета.
После того, как вы оставите его на минуту или около того, в течение этого времени Пако помешивает краски, чтобы они не разделялись — более тяжелая мраморная пудра может упасть на дно. Мастер осторожно вынимает форму.
Следующим этапом является осторожное добавление тонкого слоя бледного влажного цемента для закрепления цветов
Затем он добавляет тонкий слой бледного влажного цемента для закрепления цветов (вы можете видеть размытую обратную сторону цветного рисунка) а затем добавляет слой мелкого песка и цемента, а затем смесь крупного песка и цемента, пока форма не заполнится.
За этим процессом следует смесь крупнозернистого песка и цемента до тех пор, пока форма не будет заполнена.
Рама размещается под электрогидравлическим прессом. Этот процесс был бы ручным во времена Хесуса Пино, с использованием палки, которая вращалась бы как пресс для оливок, сталкивая слои круглых матов травы эспарто вместе, чтобы выжать максимальное количество масла из фруктов.
Рама под электрогидравлический пресс
Электрический пресс выталкивает всю воду из плитки, поэтому у вас остается твердая масса. Этот тип пресса производит более постоянное, более высокое давление (1500 фунтов на квадратный дюйм), что позволяет вводить более толстый слой пигмента в цементную плитку.