
Содержание
характеристики, цена за штуку, размеры и плотность
Главная » Блоки и плиты
Блоки и плиты
Автор Георгий Русиев На чтение 3 мин Просмотров 164 Опубликовано
По мнению опытных специалистов керамзитобетонные блоки на сегодняшний день являются наиболее перспективным видом строительных материалов. Они отличаются от традиционных вариантов особой конструкцией, обеспечивающей высокие технические показатели. Выгодная цена и большая скорость возведения объектов из керамзитоблоков выглядит совершенно очевидной на фоне большинства современных изделий. Для застройщиков эти показатели имеют особое значение, поскольку именно они формируют смету. Прежде чем выяснить, сколько стоит керамзитоблок, кратко рассмотрим, что он собой представляет. А также узнаем, из чего складываются его преимущественные стороны.
А также узнаем, из чего складываются его преимущественные стороны.
Средняя стоимость керамзитных блоков
| Разновидности | Габариты (д×ш×в), мм | Плотность, кг/м3 | Масса, кг | Цена оптовая, руб/шт |
| Полнотелые блоки | 390×90×188 | 1 350 | 10 | 28 |
| 390×90×188 | 2 200 | 15 | 25 | |
| 390×190×188 | 1 250 | 17 | 52-58 | |
| 390×190×188 | 1 400 | 19,5 | 65 | |
| 390×190×188 | 1 350 | 20 | 55 | |
| 390×240×188 | 1 250 | 20 | 75 | |
| 390×190×188 | 1 700 | 23 | 53-57 | |
| 390×240×188 | 1 350 | 24 | 65 | |
| Пустотные блоки, 4 щели | 390×190×188 | 850 | 12 | 35 |
| 2 щели | 390×190×188 | 1 150 | 13 | 40 |
| 7 щелей | 390×190×188 | 900 | 13 | 38 |
| 7 щелей | 390×190×188 | 1 150 | 16,5 | 43 |
| 4 щели | 390×190×188 | 1000 | 17 | 41 |
В таблице приведена краткая информация по действующим ценам в Москве и области, по которым сегодня можно купить керамзитобетонные блоки с доставкой на дом. Итоговые затраты на закупку складываются из общего количества строительных материалов и трансферных услуг.
Итоговые затраты на закупку складываются из общего количества строительных материалов и трансферных услуг.
Технические характеристики
В составе керамзитобетонных блоков исключительно натуральные компоненты: вода, цемент, глина. Технологический процесс производства состоит из полусухого вибропрессования сырья в автоматическом режиме с последующей тепловой обработкой. Вспененная глина, прошедшая обжиг, обладает пористой структурой. Готовый керамзит состоит из множества пустотелых гранул с запеченной поверхностью, благодаря чему отличается низкой массой.
Вариативность соотношения элементов сырья позволяет создавать строительные изделия с различными параметрами прочности и плотности, что оказывает непосредственное влияние на себестоимость керамзитобетонного блока. Продажная цена также находится в зависимости от габаритов формовки. Чем меньше плотность и размеры, тем она ниже.
Положительные качества керамзитоблоков:
- экологичность;
- высокая прочность;
- низкий коэффициент теплопроводности;
- малый вес;
- морозостойкость;
- негорючесть;
- хорошая звукоизоляция;
- привлекательная цена.


Перечисленные достоинства натуральных блоков создают все предпосылки для экономного строительства:
- удешевляют транспортировку;
- облегчают кладочный процесс;
- уменьшают общую массу сооружения до 30 %;
- сокращают сроки возведения здания.
Поскольку процесс застройки всегда является высокозатратным, то очевидные преимущества материала позволяют сэкономить немалые деньги, которые можно использовать для других целей.
К существенным недостаткам керамзитобетонных камней относится невозможность создания на их основе фундаментов. Для этих целей целесообразно применять изделия большей прочности и плотности.
Керамзитобетонные элементы незаменимы в тех случаях, когда требуется дешевая и быстрая застройка небольших объектов в условиях низкой влажности и отсутствия резких перепадов температур. Благодаря хорошей способности удерживать тепло их нередко используют в качестве термоизолирующего слоя.
Классификация стройматериалов
По составу и назначению различают два вида керамзитобетонных блоков:
- полнотелые – высокопрочные элементы; используются для несущих стен малоэтажных зданий, заполнения каркасных конструкций монолитных сооружений; надежно выдерживают любой крепеж;
- щелевые – блоки с пустотами внутри; отличаются низкой прочностью, малым весом, доступной стоимостью; применяются для возведения межкомнатных перегородок; идеально подходят для коттеджного и гаражного строительства.

Обратите внимание! Керамзитобетонные стены с легкостью поддаются штробированию, забиванию гвоздей, в них превосходно монтируется скрытая проводка.
Производство пенобетона — Машины для производства пенобетона
В 20 веке потребность в строительных материалах была в кирпиче и бетоне. Ячеистый бетон в то время только начинал разрабатываться. Сейчас производство пенобетона занимает лидирующие позиции в строительной отрасли.
Пенобетон История
Толщина кирпичной стены была на тот момент около 60см. Изготовление пенобетона уменьшило его до 40-50 см, и это было большим достижением, которое сразу снизило затраты и трудоемкость и энергоемкость строительной отрасли.
Из этого бетона стали делать крупнопанельные блоки и стеновые панели размером «на комнату»: информация о крупнопанельных московских Черемушках прогремела на всю страну. Там же, где не было легкого бетона, пытались делать кирпичные панели.
Там же, где не было легкого бетона, пытались делать кирпичные панели.
Строительный бум, в основе которого лежали крупнопанельные пятиэтажки (заклятые ныне «хрущевки»), был большим благом для народа. И она не приобрела бы таких масштабов, если бы не отечественные разработки в области бетонов, в первую очередь великого ученого Н.А. Попова.
Легкий бетон стал возможен благодаря использованию пористых заполнителей, например, керамзита – обожженных глиняных шариков, а также других подобных материалов: термореактивных, шунгизитовых и др. Их смешивали с обычным раствором и формовали панели. Все бы ничего, но стали появляться новые марки бетона – более эффективные материалы – конструкционно-теплоизоляционные ячеистые бетоны, что позволило уменьшить толщину стен до 28-35 см.
Реакция последовала незамедлительно: появился легкий бетон с пористым цементным камнем, достаточно легкий и относительно «теплый». Порозовали его так же, как и ячеистый бетон – или пенобетон, или газогенераторы.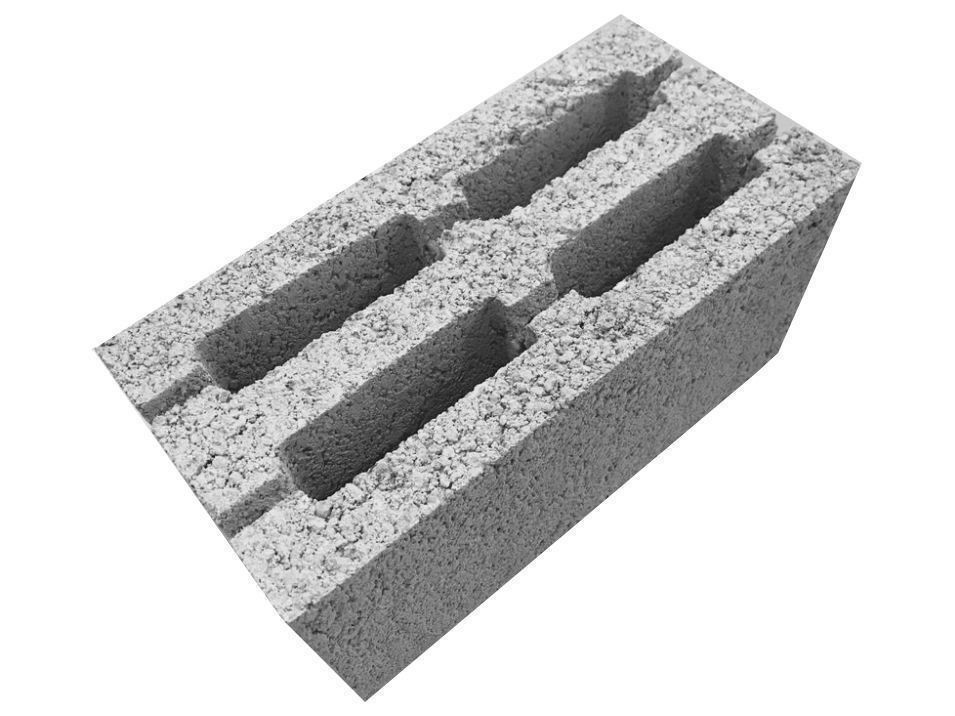 Но при этом могла возникнуть проблема: действительно ли это легкий бетон, а не ячеистый бетон с пористым заполнителем, который тянул за собой целую вереницу вопросов. И нужен ли пористый заполнитель для ячеистых бетонов? И если он вам нужен, он есть? А если не любой, то каким требованиям он должен соответствовать? И сколько надо вводить этот «не любой» наполнитель? …
Но при этом могла возникнуть проблема: действительно ли это легкий бетон, а не ячеистый бетон с пористым заполнителем, который тянул за собой целую вереницу вопросов. И нужен ли пористый заполнитель для ячеистых бетонов? И если он вам нужен, он есть? А если не любой, то каким требованиям он должен соответствовать? И сколько надо вводить этот «не любой» наполнитель? …
Производство пенобетона: экономика
Теоретически возможна ситуация, когда и прочность, и теплопроводность зерна заполнителя идентичны окружающему ячеистому бетону; а несущая способность и термическое сопротивление строительного элемента из такого материала не должны зависеть ни от количества вводимого наполнителя, ни от взаимного расположения его зерен. Такой наполнитель мы называем адекватным. Единственным фактором, определяющим степень целесообразности внедрения такого наполнителя, будет экономика.
Межзерновая пустотность сферического монофракционного заполнителя в долях объема составляет около 0,5. Следовательно, в одном кубометре пенобетона с поризованным цементным камнем содержится не менее половины кубометра ячеистого бетона и кубометра заполнителя. Следовательно, выполнение критерия экономичности требует, чтобы товарная стоимость кубометра заполнителя была вдвое меньше стоимости ячеистого бетона. Это первое условие целесообразности введения в пенобетон пористого заполнителя.
Следовательно, в одном кубометре пенобетона с поризованным цементным камнем содержится не менее половины кубометра ячеистого бетона и кубометра заполнителя. Следовательно, выполнение критерия экономичности требует, чтобы товарная стоимость кубометра заполнителя была вдвое меньше стоимости ячеистого бетона. Это первое условие целесообразности введения в пенобетон пористого заполнителя.
К этому нужно добавить дополнительные расходы на хранение, на внутренний транспорт, на контроль качества, на дозирование, на приобретение, установку и обслуживание дополнительного оборудования. Каждый из компонентов бетона и каждая новая единица оборудования могут стать источником непредвиденных ошибок, поломок и убытков.
Отдельно нужно сказать об очень важном в современных условиях расходе – это энергозатраты. Известно, что для ускорения твердения и, следовательно, для повышения экономичности изделия из легких бетонов подвергают гидротермической обработке – пропариванию. При этом энергия затрачивается не на химические процессы гидратации цемента (они идут с выделением тепла), а только на повышение температуры материала с учетом его теплоемкости, поэтому линия для изготовления пенобетон энергоемкий. При этом энергозатраты практически не зависят от наличия или отсутствия в бетоне пористого заполнителя. Но ведь наполнитель когда-то уже получил свою (и очень существенную) порцию энергии при изготовлении (при обжиге), а здесь, в бетоне, снова нагревается.
При этом энергозатраты практически не зависят от наличия или отсутствия в бетоне пористого заполнителя. Но ведь наполнитель когда-то уже получил свою (и очень существенную) порцию энергии при изготовлении (при обжиге), а здесь, в бетоне, снова нагревается.
Производство пенобетона: теория
При теоретическом рассмотрении возможного адекватного заполнителя предполагается, что все его зерна совершенно одинаковы как по прочности, так и по теплопроводности, каждое зерно идентично окружающему бетону. Но на практике этого никогда не происходит. Даже если средние показатели зерна в этой партии идеально совпадали с характеристиками бетона, то среди отдельных зерен будут встречаться как менее прочные, так и более «холодные». И средние цифры варьируются от партии к партии. Следовательно, при введении в ячеистый бетон настоящего пористого заполнителя он неизбежно будет страдать как своими прочностными, так и теплозащитными свойствами.
Если в среднем зерна заполнителя «холоднее» ячеистого бетона, то для восстановления расчетной термической стойкости изделий потребуется одно из двух: либо увеличить толщину изделия, либо уменьшить плотность из ячеистого бетона. В первом случае увеличится расход материальных, трудовых и энергетических ресурсов на добычу, доставку, хранение и переработку сырья, потребуется полная замена парка форм, а возможно и кранов, расширение пропарочных камер , при снижении производительности завода (в пересчете на квадратные метры ограждения) возрастут затраты на транспортировку и монтаж готовой продукции, увеличатся площади строительных и приусадебных складов.
В первом случае увеличится расход материальных, трудовых и энергетических ресурсов на добычу, доставку, хранение и переработку сырья, потребуется полная замена парка форм, а возможно и кранов, расширение пропарочных камер , при снижении производительности завода (в пересчете на квадратные метры ограждения) возрастут затраты на транспортировку и монтаж готовой продукции, увеличатся площади строительных и приусадебных складов.
Во втором случае снизится прочность бетона, придется в лучшем случае увеличить расход цемента или интегрировать режимы термообработки, а если это не поможет, то надо либо закрыть завод или отказаться от введения пористого заполнителя. Такой же финал ожидается и тогда, когда зерна заполнителя в среднем окажутся «теплыми», но недостаточно прочными.
Производство пенобетона: практика
В настоящее время практически на всех крупных заводах, освоивших изготовление пенобетона, плотность изготавливаемых конструкционных и теплоизоляционных изделий составляет 600 кг/м3 при прочности 3,5 МПа (такие показатели получают на неавтоклавном бетоне) — это типичная технология, внедренная в производство пенобетона и других ячеистых бетонов. При наличии пористого заполнителя насыпной плотностью не более 300 кг/м3, обеспечивающего достижение прочности бетона не ниже заданной, не исключается возможность его применения.
При наличии пористого заполнителя насыпной плотностью не более 300 кг/м3, обеспечивающего достижение прочности бетона не ниже заданной, не исключается возможность его применения.
Некоторые сведения по этому вопросу дает государственный нормативный документ – СНиП II-3-79**, согласно которому минимальная плотность легких бетонов на пористом заполнителе (керамзите) с пористым цементным камнем (без указания прочности бетон) составляет 500 кг/м3 (следует отметить, что по этому же документу минимальная плотность ячеистого бетона составляет 300 кг/м3).
Принимая, что межзерновая пустотность заполнителя фактически составляет 0,5 объема и заполнена ячеистым бетоном в количестве 600 кг/м3 (что обеспечивает требуемую прочность), насыпная плотность заполнителя должна быть фактически не более 300 кг/м3. Материал с такой низкой плотностью хоть и встречается в рассматриваемом документе, но только в разделе теплоизоляционных заполнителей, а не заполнителей для бетона.
Пористое зерно заполнителя высасывает воду из окружающего ячеистого бетона, в результате чего бетон уплотняется, вокруг зерна формируется упрочненный слой с вариаторной макроструктурой, способный воспринимать повышенные механические нагрузки.
В случае обычного, относительно тяжелого зерна керамзита этот эффект едва заметен. Однако очень пористое зерно с повышенными гиалофильными свойствами может создать более прочную оболочку, чем само зерно. При этом будет обеспечена необходимая несущая способность и необходимая теплозащита.
Есть вопросы или комментарии?
Производство современных строительных материалов – это не обязательно большой производственный цех, высокие трубы и облака загрязнений. И оборудование для этого производства тоже не обязательно должно производиться гигантами машиностроения… Не умаляя достоинств других строительных материалов, хотелось бы обратить внимание на пенобетон. Разработанный еще в начале 30-х годов прошлого века, сейчас этот материал переживает второе рождение.
Наши технические разработки, малочисленность персонала и практически полное отсутствие накладных расходов делают стоимость нашего оборудования на 30-40% ниже стоимости аналогичных установок для пенобетона, реализуемых сегодня на рынке строительной техники. Количество деталей и средств автоматизации сведено к минимуму, поэтому в установке отсутствуют узлы, создающие опасность какой-либо частой поломки. Будем рады ответить на все Ваши вопросы и предложения.
Количество деталей и средств автоматизации сведено к минимуму, поэтому в установке отсутствуют узлы, создающие опасность какой-либо частой поломки. Будем рады ответить на все Ваши вопросы и предложения.
Золошлаковые отходы как вторичное сырье
%PDF-1.7
%
1 0 объект
>
>>
эндообъект
6 0 объект
>
эндообъект
2 0 объект
>
транслировать
application/pdf10.1016/j.proche.2014.10.032
журналProcedia Chemistry© Выставка, 2014 г. Опубликовано Elsevier Ltd. Все права защищены. 1016/j.proche.2014.10.032
Опубликовано Elsevier Ltd. Все права защищены. 1016/j.proche.2014.10.032
6.410.1016/j.proche.2014.10.032noindex2010-04-23truesciencedirect.comↂ005B1ↂ005D>
elsevier.comↂ005B2ↂ005D>
Elsevier2014-11-24T21:10:06+05:302014-11-24T21:00:12+05:302014-11-24T21:10:06+05:30TrueAcrobat Distiller 10.0.0 (Windows)uuid:6f80b1e6-c715- 4030-8084-39e044368450uuid:f5fcab48-6fe5-4d56-b3c7-89d966cc7337
конечный поток
эндообъект
3 0 объект
>
эндообъект
4 0 объект
>
эндообъект
5 0 объект
>
эндообъект
7 0 объект
>
/ExtGState >
/Шрифт >
/ProcSet [/PDF /текст /ImageB]
/Свойства >
/XОбъект >
>>
/Повернуть 0
/TrimBox [0 0 544,252 742,677]
/Тип /Страница
>>
эндообъект
8 0 объект
>
эндообъект
90 объект
>
/ExtGState >
/Шрифт >
/ProcSet [/PDF /текст]
>>
/Повернуть 0
/TrimBox [0 0 544,252 742,677]
/Тип /Страница
>>
эндообъект
10 0 объект
>
/ExtGState >
/Шрифт >
/ProcSet [/PDF /текст /ImageC /ImageI]
/XОбъект >
>>
/Повернуть 0
/TrimBox [0 0 544,252 742,677]
/Тип /Страница
>>
эндообъект
11 0 объект
>
/ExtGState >
/Шрифт >
/ProcSet [/PDF /текст /ImageC /ImageI]
/XОбъект >
>>
/Повернуть 0
/TrimBox [0 0 544,252 742,677]
/Тип /Страница
>>
эндообъект
12 0 объект
>
/ExtGState >
/Шрифт >
/ProcSet [/PDF /текст]
>>
/Повернуть 0
/TrimBox [0 0 544,252 742,677]
/Тип /Страница
>>
эндообъект
13 0 объект
>
/ExtGState >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/XОбъект >
>>
/Повернуть 0
/TrimBox [0 0 544,252 742,677]
/Тип /Страница
>>
эндообъект
14 0 объект
>
/ExtGState >
/Шрифт >
/ProcSet [/PDF /текст]
>>
/Повернуть 0
/TrimBox [0 0 544,252 742,677]
/Тип /Страница
>>
эндообъект
15 0 объект
>
/ExtGState >
/Шрифт >
/ProcSet [/PDF /текст]
>>
/Повернуть 0
/TrimBox [0 0 544,252 742,677]
/Тип /Страница
>>
эндообъект
16 0 объект
>
эндообъект
17 0 объект
>
/Граница [0 0 0]
/С [0 0 0]
/Rect [104.