Производство (изготовление) дорожных плит по гост. Армирование. Армирование дорожных плит
Армирование дорожной плиты: схемы армирования, ГОСТы и чертежи
Бетон, применяемый для изготовления дорожных плит, обладает высокой прочностью на сжатие. Это объясняется, в основном, сопротивляемостью к таким нагрузкам гранитных зёрен щебня с низкой лещадностью.
При растягивающих и изгибающих нагрузках неармированный бетон быстро трескается, поэтому в таком виде его применяют только в небольших по размеру тротуарных плитках. Габаритные изделия в виде плит (дорожных, перекрытия, стеновых) и других строительных элементов выпускаются исключительно с применением армирования. Их называют железобетонными.
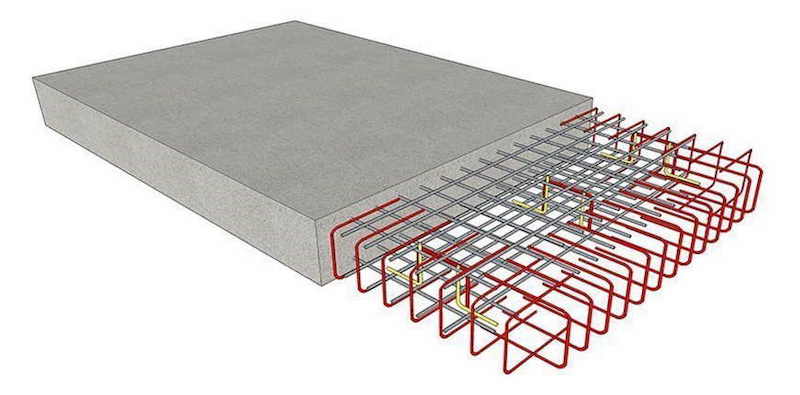
Стальное армирование дорожной плиты
В соответствии с действующими нормативами (ГОСТ, СНиП) любая дорожная плита должна изготавливаться с армированием элементами горячекатаной стали, сваренными в единую арматурную конструкцию.
Армирование монолитной дорожной плиты может выполняться по ненапрягаемой технологии или с предварительным напряжением осевых стержней. Изделия с преднапряжением прочнее ненапрягаемых, для дорожных плит это означает более высокую нагрузку.

Технология предварительного напряжения состоит в фиксации стержней арматуры в специальных зажимах стенда с последующим растяжением их домкратами или путём разогрева. В арматуру с растянутыми стержнями заливают бетон и выдерживают его до определённой стадии набора прочности. Затем фиксаторы освобождают и отправляют плиту на склад для «дозревания».
Армирование дорожных плит можно проводить только по схемам, установленным для каждого типоразмера ГОСТ 21924.2-84. В нём приведены типовые чертежи с обозначением видов элементов, составляющих армоконструкцию.
В таблице спецификаций по каждой плите приводятся номера элементов, обозначенных индексами:
- арматурная сетка — С;
- арматурный каркас — К;
- петля монтажная — П;
- скоба — Ск;
- фиксатор — Ф;
- отдельный стержень — словом.
Другая таблица определяет параметры элементов — диаметр, класс стали и общий вес металла.
Таким образом, чертежи армирования дорожных плит позволяют рассчитать стоимость металла и трудоёмкость работ по изготовлению стальной конструкции.
Как зависит прочность автодорожной плиты от армирования
В обозначении монолитной дорожной плиты содержится информация о допустимой нагрузке. Её в большей степени определяет именно армирование. Так, при сравнении двух похожих плит 2П30-18-30 и 2П30-18-10 можно заметить, что они изготовлены из одного типа бетона и из одинаковых по чертежам элементов — сеток (по 2 шт), каркасов (по 2 шт), отдельных стержней и монтажных петель.
Различаются только марки стали и диаметры прутьев сетки и стержней — во второй плите они меньше. Масса металла первой — 46,5 кг, второй — 37,2 кг. Но главное различие в допустимой нагрузке: для первой она составляет 30 тонн, для второй — всего 10. Разница в 9 кг веса арматуры и в классе стали меняет величину нагрузки в три раза.
Подобным же образом разнятся прочностные характеристики плит с ненапряжённой и напрягаемой арматурой.
Конкурентный способ армирования дорожных плит
Армирование монолитной дорожной плиты может производиться не стальной, а композитной арматурой. К ней относятся элементы:
- стеклопластиковой арматуры АСП — из смесей смол и стекловолокон;
- базальтопластиковой арматуры АБП — из смесей базальтовых волокон и смол;
- стеклоармированной полиэтиленрефталатовой арматуры АСПЭТ;
- углепластиковой арматуры АУП.

Преимущества композитной арматуры:
- высокая влагостойкость и отсутствие коррозии;
- прочность не ниже стальных аналогов;
- доступная стоимость;
- малый вес, низкая теплопроводность, диэлектрические свойства.
При строительстве ответственных дорог необходимы плиты, строго соответствующие нормам ГОСТ и СНиП. Чтобы избежать ошибок и рекламаций, следует покупать их только у надёжных и проверенных производителей и поставщиков - например, у нас большой выбор дорожных плит в Санкт-Петербурге.
betonnye-plity.ru
Производство (изготовление) дорожных плит по гост. Армирование
Производство (изготовление) дорожных плит по гост. Армирование
Изготовление дорожных плит выполняется с применением тяжелых бетонов. Для улучшения прочностных характеристик плит используют не только обычную арматуру, но и предварительно напряженную. В зависимости от выбранных исходных материалов. получают разные по маркировке дорожные плиты.

Технологически производство дорожных плит не несет в себе никакой сложности. Как и для большинства других железобетонных конструкций, устанавливается опалубка, в соответствии с определенными типоразмерами и надежно закрепляется. После чего укладывается арматурный каркас с удержанием защитного слоя и заливается бетон.
Изготовление дорожных плит и применяемые материалы
Наиболее целесообразно использовать чистый песчаный бетон для достижения определенной марки морозостойкости, однако допускается применение песчаного бетона вместе с щебнем в качестве заполнения.
Дорожные плиты, ГОСТ на которые четко ограничивает марку применяемого бетона. в отдельных случаях могут выполняться с применением пластификаторов, которые призваны снизить расход цемента и увеличить жесткость смеси.
Арматура применяется сварная и горячекатаная. Если изготовление дорожных плит предполагает предварительное напряжение арматуры, то используются специальные опалубочные щиты с отверстиями для выводимых продольных стержней, которые фиксируются с одной стороны опалубки и заходят в специальные пазы устройства для натяжения.
Дальше происходит постепенный нагрев арматуры и ее растяжение. после чего в опалубку заливается бетонная смесь и в таком состоянии остается до набора проектной прочности конструкции. Когда растягиваемая арматура освобождается от продольной нагрузки, происходит сжатие бетонной плиты, что позволяет компенсировать усилия на растяжения самого бетона под рабочей нагрузкой.
Производство дорожных плит в заводских условиях
Поточный метод, которого требует производство дорожных плит в заводских условиях должен быть хорошо организован. Для этого располагают опалубочные места для плит в максимально удобном расположении от бетоновода. Форму для плиты необходимо очистить от старого бетона и смазать специальной жидкостью, которая снижает адгезию бетона к покрытию опалубки.
После того как закончено армирование дорожных плит и залит бетон, элемент направляется в специальную камеру для термической обработки и ускорения процесса схватывания бетонной смеси. После того, как затвердевание бетона окончено, происходи демонтаж опалубки. Дальше, выборочным методом берутся дорожные плиты, ГОСТ и марка которых подтверждается в специальной лаборатории.
После установления всех характеристик изготавливаемой партии, на каждой плите производится маркировка в соответствии с выявленными данными в лаборатории и конструкции поступают на склад.
Дорожные плиты ГОСТ и стандарты
ГОСТ 21924.0-84 – основной документ, согласно которому выполняются все типоразмеры при изготовлении дорожных плит. Регламент документа определяет ряд наиболее широко применяемых дорожных плит:
- 1П 30.18-30
- 2П 30.18-30
- 2П30.18-10
- ПД 60х20
- ПДН 60х20
- ПАГ 14
Марка дорожной плиты несет в себе информацию о материалах, которые применяются для изготовления и о общих характеристиках железобетонного изделия, которые необходимо знать определяясь с выбором.
Так, дорожная плита 1П 30.18-30 выдерживает нагрузку на покрытие до 30 тонн, для изготовления применяется бетон М400, а сама конструкция имеет повышенную износоустойчивость, а вот плита 2П 30.18-30 выполняется из бетона М300 и уже менее износоустойчива, хотя тоже имеет предел прочности на постоянную нагрузку в 30 тонн.
В любом случае выбирая дорожные плиты, необходимо ориентироваться на качество изготовления конструкции, как залог надежности и хорошей прочности будущего дорожного полотна.

По материалам сайта: http://www.gruztech.net
fix-builder.ru
Способ изготовления дорожных плит
Заявленное изобретение относится к области изготовления предварительно напряженных строительных конструкций, преимущественно железобетонных плит для городских дорог. Способ включает непрерывную укладку бетонной смеси на формовочные дорожки, ограниченные рельсами для перемещения осуществляющей укладку формовочной машины, формование заготовки и выдержку бетона до необходимой прочности. Перед формованием заготовки на формовочную дорожку вдоль всей ее длины раскладывают арматурную проволоку. При этом в качестве бетонной смеси используют смесь щебня, песка, цемента, добавок и воды при следующем соотношении, мас.%: щебень - 30-40; песок - 30-40; цемент - 20-35; добавку Д-11 - 0,2-1,0; волокна фибры - 0,02-0,09, вода - остальное. Количественное содержание арматурной проволоки задают из расчета 6-12 кг на 1 погонный метр готовой плиты. Технический результат заключается в достижении высоких физико-механических свойств дорожных железобетонных плит, получаемых непрерывным безопалубочным формованием.
Изобретение относится к строительной индустрии и может быть использовано для изготовления предварительно напряженных строительных конструкций, преимущественно железобетонных плит для городских дорог. Для этих целей известен способ изготовления бетонных плит, описанный в патентах RU 2311290, 2292262, 2292261, публ. 2007 г. Способ включает подачу и установку в проектное положение арматуры, которую натягивают до заданного усилия, устанавливают разделительные перегородки, производят укладку дополнительной конструктивной арматуры, подают и уплотняют бетон вибробетоноукладчиком. Когда бетон наберет необходимую структурную прочность, перегородки снимают. В этот момент возможна тепловая обработка полученных изделий. Для этого технологическую линию укрывают изотермическим чехлом с подачей острого пара в перфорированный паропровод, расположенный под поддоном. Плита может быть выполнена из бетона с армированием напрягаемой арматурой из проволоки, например, ⌀5 класса Вр-II в виде пучков, и/или прядей, и/или в виде отдельных стержней, а также с дополнительной конструктивной арматурой в виде сетки из проволоки ⌀3 класса Вр-I.
Формование бетонных изделий с применением опалубки требует дополнительных затрат на ее установку и снятие, тепловая обработка изделий острым паром снижает безопасность технологии.
Известна безопалубочная технология формования бетона под названием «Тэнсиленд». Технология предназначена для изготовления пустотелых плит из бетона и включает непрерывную укладку бетонной смеси на покрытые металлом, подогреваемые формовочные дорожки, ограниченные рельсами для перемещения осуществляющей укладку формовочной машины. В качестве бетонной смеси для изготовления плит в технологии «Тэнсиленд» используют смесь щебня, песка, цемента, и воды при следующем соотношении, мас.%: щебень - 36-38; песок - 34-36; цемент - 23-25; вода - 8,0-8,5%. Плиты, изготовленные по данной технологии имеют прочность на сжатие 511 кг/см2, прочность на изгиб 49,4 кг/см2, морозостойкость - 150 циклов, водопоглощение - 2,2%.
Задача настоящего изобретения состоит в расширении технологических возможностей непрерывного безопалубочного формования строительных бетонных изделий.
Для этого предлагается способ изготовления дорожных плит, включающий непрерывную укладку бетонной смеси на формовочные дорожки, ограниченные рельсами для перемещения осуществляющей укладку формовочной машины, формование заготовки и выдержку бетона до необходимой прочности, причем перед формованием заготовки на формовочную дорожку вдоль всей ее длины раскладывают арматурную проволоку, при этом в качестве бетонной смеси используют смесь щебня, песка, цемента, добавок и воды при следующем соотношении, мас.%: щебень - 30-40; песок - 30-40; цемент - 20-35; добавка Д-11 - 0,2-1,0; волокна фибры - 0,02-0,09, вода - остальное, а количественное содержание арматурной проволоки задают из расчета 6-12 кг на 1 погонный метр готовой плиты.
Заявляемое изобретение характеризуется использованием бетонной смеси нового состава в совокупности с объемным армированием получаемой плиты. Введение в состав бетонной смеси комплексной полифункциональной добавки Д11 повышает прочность получаемой плиты. При этом согласно способу арматурную проволоку перед формованием заготовки раскладывают на формовочной дорожке вдоль ее длины, образуя так называемое «продольное армирование». Волокна фибры, введенные в состав бетонной смеси, обеспечивают объемность армирования, что в совокупности с отсутствием поперечного армирования позволяет получать плиты с высокими значениями прочности на изгиб. Количественное соотношение ингредиентов состава бетонной смеси обусловлено следующим. При снижении количества щебня и песка ниже заявленного может произойти снижение прочности готовых изделий на сжатие и изгиб, при увеличении же объемный вес бетона увеличится, а связующая способность уменьшиться и приведет к тому, что при формовке может произойти обвал боков плиты или провал в середине. При снижении количества цемента бетонная смесь не получит пластичности, при увеличении себестоимость готовых изделий увеличится без улучшения физико-механических характеристик. Количественное соотношение добавки Д-11 оптимально для достижения необходимой прочности на сжатие, а волокон фибры - для достижения необходимой прочности на изгиб. Количество арматурной проволоки обусловлено требованиями к готовой дорожной плите в виде трещиностойкости, прочности на растяжение и изгиб. При содержании арматурной проволоки в количестве, меньшем от заявленного, эти характеристики не будут обеспечены, а при большем произойдет утяжеление конструкции без увеличения трещиностойкости, прочности на сжатие и изгиб.
Новый технический результат, достигаемый заявленным способом, заключается в достижении высоких физико-механических свойств дорожных железобетонных плит, получаемых непрерывным безопалубочным формованием.
Пример осуществления способа. Для получения дорожной плиты приготавливают бетонную смесь, соответствующую классу В40-В55. Для этого используют щебень фракции 5020, песок с Мкр - 2,9, цемент ПЦ 400 ДО, арматурную проволоку ⌀5 класса Вр-11, волокна фибры марки BCM-II-RO, 02-20/12 или BCM-II-RO, 02-20/18, а также комплексную полифункциональную органо-минеральную добавку Д-11 к цементам, бетонам и строительным смесям на основе портландцемента по ТУ 5743-007-44628610-2008 в заявленном количественном соотношении. Для формования плит используют бетонное поле с металлическим листовым покрытием, разделенное на 8 формовочных дорожек, ограниченных рельсами для перемещения формовочной машины, оснащенной экструдером для фасонной подачи бетона на формовочную дорожку. Каждая из формовочных дорожек служит поддоном для непрерывного формования плит. Рабочая длина дорожек 90 см, под металлическим листом размещены нагревательные элементы для подогрева поддона и передачи тепла к свежеотформованной заготовке, что ускоряет процесс набора прочности бетона.
По обоим торцам дорожек расположены упоры (анкера) для крепления концов высокопрочной проволоки, применяемой для армирования плит. За упорами, расположенными вначале дорожек, установлены кассеты для бухт проволоки и гидравлические устройства для натяжения проволоки. Подачу бетонной смеси осуществляют с бетоносмесительного узла на тележках.
Процесс изготовления плит начинают с чистки и смазки одной из формовочных дорожек. Затем посредством специальной машины раскладывают арматурную проволоку и натягивают с помощью гидравлического натяжителя пистолетного типа. Концы проволоки фиксируют в упорах цанговыми зажимами. После окончания процесса натяжения начинают процесс формования заготовок плит. С помощью мостового крана на начало дорожки устанавливают формующую машину «TENSYLAND S-90». С барабана находящейся на машине тяговой лебедки сматывают трос, конец которого закрепляют за анкерный якорь, расположенный на другом конце дорожки. В бункер формовочной машины загружают бетонную смесь подвижностью 2,6-2,8 см, включают тяговую лебедку и вибратор, и в непрерывном режиме по всей длине дорожки через имеющийся в формовочной машине экструдер для фасонной подачи бетона на формовочную дорожку укладывают бетонную смесь и уплотняют заготовку дорожной плиты вибратором со скоростью 2,5-2,7 м/мин. Дорожку со свежеотформованными заготовками накрывают полиэтиленовой пленкой и после достижения бетоном необходимой прочности разрезают на плиты заданной длины. Полученные дорожные плиты имеют: прочность на сжатие - 655-711 кг/см2; прочность на изгиб 55,2-61,5 кг/см2; морозостойкость - 300 циклов; водопоглощение - 1,47-1,23%, что соответствует марке бетона не менее М-600.
При этом в сравнении с традиционным способом изготовления дорожных плит заявляемый способ более прост и экономически выгоден.
Способ изготовления дорожных плит, включающий непрерывную укладку бетонной смеси на формовочные дорожки, ограниченные рельсами для перемещения осуществляющей укладку формовочной машины, формование заготовки и выдержку бетона до необходимой прочности, причем перед формованием заготовки на формовочную дорожку вдоль всей ее длины раскладывают арматурную проволоку, при этом в качестве бетонной смеси используют смесь щебня, песка, цемента, добавок и воды при следующем соотношении, мас.%: щебень - 30-40; песок - 30-40; цемент - 20-35; добавка Д-11 - 0,2-1,0; волокна фибры - 0,02-0,09, вода - остальное, а количественное содержание арматурной проволоки задают из расчета 6-12 кг на 1 погонный метр готовой плиты.
www.findpatent.ru
ГОСТ 21924.2-84 Плиты железобетонные с ненапрягаемой арматурой для покрытий городских дорог. Конструкция и размеры (с Изменением N 1)
ГОСТ 21924.2-84
Гpуппа Ж33
ПЛИТЫ ЖЕЛЕЗОБЕТОHHЫЕ C HЕHАПPЯГАЕМОЙ АPМАТУPОЙ ДЛЯ ПОКPЫТИЙ ГОPОДСКИХ ДОPОГ
Констpукция и pазмеpы
Reinforced concrete slabs of unstressed fittings for pavements of city roads. Structure and dimensions
ОКП 58 4621
Дата введения 1985-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством жилищно-коммунального хозяйства РСФСР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 30.09.83 N 210
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ИЗДАНИЕ (январь 2002 г.) с Изменением N 1, утвержденным в декабре 1987 г. (ИУС 5-88)
1. Hастоящий стандаpт pаспpостpаняется на железобетонные плиты c ненапpягаемой аpматуpой, изготовляемые из тяжелого бетона и пpедназначенные для устpойства покpытий постоянных и вpеменных гоpодских доpог под автомобильную нагpузку H-30 и H-10, и устанавливает констpукцию этих плит.
Плиты пpименяют для доpог в pайонах с pасчетной темпеpатуpой наpужного воздуха (сpедней наиболее холодной пятидневки pайона стpоительства по СHиП 2.01.01*) до минус 40 °С включ._______________* На территории Российской Федерации документ не действует. Действуют СНиП 23-01-99. - Примечание изготовителя базы данных.Пpи пpименении плит в климатическом подpайоне IVА должны учитываться дополнительные требования СHиП 2.03.01* к констpукциям, пpедназначенным для эксплуатации в этих условиях._______________* СНиП 2.03.01-84 отменены с 01.03.2004 г., здесь и дале по тексту. - Примечание изготовителя базы данных. Допускается пpименение данных плит для доpог в pайонах с pасчетной темпеpатуpой наpужного воздуха ниже минус 40 °С пpи соблюдении требований, пpедъявляемых СHиП 2.03.01 к констpукциям, пpедназначенным для эксплуатации в этих условиях.(Измененная редакция, Изм. N 1).
2. Фоpма и основные параметры плит - по ГОСТ 21924.0.
3. Технические показатели плит пpиведены в табл.1.
4. Плиты должны удовлетвоpять всем требованиям ГОСТ 21924.0 и настоящего стандаpта.
5. Аpмиpование плит должно соответствовать пpиведенному на чеpт.1-7.Армирование плит термомеханически упрочненной арматурной сталью класса Ат-IIIC по ГОСТ 10884 аналогично армированию арматурной сталью класса А-III по ГОСТ 5781.Примечание. Допускается применение для фиксации арматурных сеток вместо элементов К1-К10 и Ф1 фиксаторов других типов, которые без увеличения расхода стали на плиту обеспечивают фиксацию арматуры согласно требованиям данного стандарта при исключении выхода металла на лицевую поверхность плиты в пределах защитного слоя бетона.
6. Спецификация аpматуpных и монтажно-стыковых элементов пpиведена в табл.2, выбоpка аpматуpной стали для их изготовления на одну плиту - в табл.3.5, 6. (Измененная редакция, Изм. N 1).
7. Фоpма и pазмеpы аpматуpных и монтажно-стыковых элементов - по ГОСТ 21924.3.
8. Значения контpольной нагpузки (без учета собственного веса плиты) для испытания плит по пpочности и трещиностойкости пpиведены в табл.4.
9. Контpольная шиpина pаскpытия трещин пpи испытании плит по трещиностойкости не должна пpевышать 0,2 мм.
Таблица 1
Pасход матеpиалов | ||||||
Маpка плиты | Класс бетона по прочности на сжатие | Маpка бетона по пpочности на pастяжение пpи изгибе | Площадьпостели, м | Бетон на плиту, м | Сталь, кг | |
наплиту | на 1 мпостели | |||||
1П35.28-30 | В30 | 50 | 9,6 | 1,63 | 113,92 | 11,87 |
2П35.28-30 | В22,5 | |||||
1П35.28-10 | В30 | 79,36 | 8,27 | |||
2П35.28-10 | В22,5 | |||||
1П30.18-30 | В30 | 5,2 | 0,88 | 66,26 | 12,74 | |
2П30.18-30 | В22,5 | 46,48 | 8,94 | |||
1П30.18-10 | В30 | |||||
2П30.18-10 | В22,5 | 37,24 | 7,16 | |||
1П18.18-30 | В30 | 3,0 | 0,48 | 46,94 | 15,65 | |
2П18.18-30 | В22,5 | 33,80 | 11,27 | |||
1П18.18-10 | В30 | |||||
2П18.18-10 | В22,5 | 23,02 | 7,67 | |||
1П18.15-30 | В30 | 2,6 | 0,41 | 35,12 | 13,51 | |
2П18.15-30 | В22,5 | 24,88 | 9,57 | |||
1П18.15-10 | В30 | |||||
2П18.15-10 | В22,5 | 20,26 | 7,79 | |||
1ПББ35.20-30 | В30 | 7,8 | 1,35 | 100,43 | 12,88 | |
1ПББ35.20-10 | 71,27 | 9,14 | ||||
1ПТ35-30 | 6,1 | 1,03 | 79,75 | 13,07 | ||
2ПТ35-30 | В22,5 | |||||
1ПТ35-10 | В30 | 56,58 | 9,28 | |||
2ПТ35-10 | В22,5 | |||||
1ПШ13-30 | В30 | 4,0 | 0,72 | 25,22 | 6,30 | |
1ПШД13-30 | 0,76 | |||||
1ПШП13-30 | 0,77 | |||||
1ПШ12-30 | 3,5 | 0,63 | 24,02 | 6,86 | ||
1ПШД12-30 | 0,66 | |||||
1ПШП12-30 | 0,67 | |||||
1ДПШ13-30 | 2,0 | 0,36 | 16,25 | 8,12 | ||
1ДПШ12-30 | 1,7 | 0,31 | 15,48 | 9,10 | ||
1ППШ13-30 | 2,0 | 0,36 | 16,60 | 8,30 | ||
1ППШ12-30 | 1,7 | 0,31 | 15,83 | 9,31 | ||
Черт.1. Плиты П35.28, П30.18, П18.18 и П18.15
Плиты П35.28, П30.18, П18.18 и П18.15
Черт.1
Черт.2. Плита ПББ35.20
Плита ПББ35.20
Черт.2
Черт.3. Плита ПТ35
Плита ПТ35
Черт.3
Чеpт.4. Аpмиpование плит. I-IV
Черт.4
Черт.5. Плиты ПШ13, ПШ12, ПШД13, ПШД12, ПШП13 и ПШП12
Плиты ПШ13, ПШ12, ПШД13, ПШД12, ПШП13 и ПШП12
Черт.5
Черт.6. Плиты ДПШ13 и ДПШ12, ППШ13 и ППШ12; ПлитыППШ13 и ППШ12
Плиты ДПШ13 и ДПШ12 | ПлитыППШ13 и ППШ12 |
Черт.6
Черт.7. Армирование плит. I-VI
Черт.7
Таблица 2
Маpка плиты | Аpматуpные сетки | Аpматуpныекаpкасы | Монтажныепетли | Скобы | Фиксатоpы | Отдельныестеpжни | ||||||
Маpка | Число | Маpка | Число | Маpка | Число | Маpка | Число | Маpка | Число | Поз. | Число | |
1П35.28-30, | С8 | 2 | К1 | 2 | П3 | 4 | - | - | - | - | 19 | 4 |
2П35.28-30 | 20 | |||||||||||
1П35.28-10, | С9 | К2 | 21 | |||||||||
2П35.28-10 | 22 | |||||||||||
1П30.18-30 | С10 | К3 | П4 | 23 | ||||||||
24 | ||||||||||||
2П30.18-30 | С11 | К4 | 25 | |||||||||
1П30.18-10 | 26 | |||||||||||
2П30.18-10 | С12 | К5 | 27 | |||||||||
28 | ||||||||||||
1П18.18-30 | С13 | К6 | П5 | 29 | 8 | |||||||
2П18.18-30, 1П18.18-10 | С14 | К7 | 24 | |||||||||
2П18.18-10 | С15 | К8 | 26 | |||||||||
1П18.15-30 | С16 | К9 | 29 | 4 | ||||||||
30 | ||||||||||||
2П18.15-30, | С17 | К10 | 24 | |||||||||
1П18.15-10 | 31 | |||||||||||
2П18.15-10 | С18 | К8 | 2632 | |||||||||
1ПББ35.20-30 | С19 | К9 | 3 | П3 | Ск1 | 4 | 33 | |||||
1ПББ35.20-10 | С20 | К10 | 35 | |||||||||
1ПТ35-30, 2ПТ35-30 | С21 | К3 | - | - | 71 | |||||||
7273 | 2 | |||||||||||
1ПТ35-10, 2ПТ35-10 | С22 | К4 | 74 | 4 | ||||||||
7576 | 2 | |||||||||||
1ПШ13-30,1ПШД13-30,1ПШП13-30 | С23 | 1 | К11, К12 | 2 | П6 | Ф1 | 6 | 77 | 12 | |||
1ПШ12-30,1ПШД12-30,1ПШП12-30 | К13, К14 | |||||||||||
1ДПШ13-30 | К15-К17 | 1 | 3 | 5 | 4 | |||||||
1ДПШ12-30 | К18-К20 | |||||||||||
1ППШ13-30 | К21-К23 | 6 | 6 | |||||||||
1ППШ12-30 | К24-К26 | |||||||||||
Таблица 3
кг
Марка плиты | Арматурная сталь по ГОСТ 5781 | Арматурная сталь по ГОСТ 6727 | Всего | |||||||||||
Класс А-III | Класс А-I | Класс Вp-I | ||||||||||||
Диаметр, мм | Итого | Диаметр, мм | Итого | Диаметр, мм | ||||||||||
8 | 10 | 12 | 8 | 10 | 12 | 14 | 16 | 4 | 5 | Итого | ||||
1П35.28-30,2П35.28-30 | - | 43,78 | 61,80 | 105,58 | - | 0,60 | - | 6,08 | - | 6,68 | - | 1,66 | 1,66 | 113,92 |
1П35.28-10,2П35.28-10 | 28,04 | 42,96 | - | 71,00 | 1,68 | 1,68 | 79,36 | |||||||
1П30.18-30 | - | 23,50 | 37,06 | 60,56 | 3,76 | - | 4,36 | 1,34 | 1,34 | 66,26 | ||||
2П30.18-30,1П30.18-10 | 15,02 | 25,74 | - | 40,76 | 1,36 | 1,36 | 46,48 | |||||||
2П30.18-10 | 16,50 | - | 16,50 | 15,02 | 19,38 | 37,24 | ||||||||
1П18.18-30 | - | 43,04 | 43,04 | - | 2,88 | - | 2,88 | 1,02 | 1,02 | 46,94 | ||||
2П18.18-30,1П18.18-10 | 29,90 | - | 29,90 | 33,80 | ||||||||||
2П18.18-10 | 19,10 | - | 19,10 | 1,04 | 1,04 | 23,02 | ||||||||
1П18.15-30 | - | 12,78 | 18,44 | 31,22 | 1,02 | 1,02 | 35,12 | |||||||
2П18.15-30,1П18.15-10 | 8,16 | 12,82 | - | 20,98 | 24,88 | |||||||||
2П18.15-10 | 8,18 | - | 8,18 | 8,16 | 11,04 | 1,04 | 1,04 | 20,26 | ||||||
1ПББ35.20-30 | - | 34,20 | 55,14 | 89,34 | - | 1,20 | 6,08 | 2,28 | 9,56 | 1,53 | 1,53 | 100,43 | ||
1ПББ35.20-10 | 21,90 | 38,28 | - | 60,18 | 71,27 | |||||||||
1ПТ35-30,2ПТ35-30 | - | 27,76 | 43,30 | 71,06 | 0,60 | - | 6,68 | 2,01 | 2,01 | 79,75 | ||||
1ПТ35-10,2ПТ35-10 | 17,78 | |||||||||||||
docs.cntd.ru
Дорожная плита
Изобретение относится к области строительства, в частности к конструкциям плит покрытий автомобильных дорог, автостоянок и различных большегрузных площадок. Техническим результатом является повышение надежности, долговечности и грузоподъемности дорожного покрытия. Плита содержит бетон и металлическую арматуру в нижней части. Верхние края плиты выполнены из фибробетона, фибра которого при оголении не наносит вред шине транспортного средства и выполена, например, из стекловолокна, базальта или полипропилена. 4 ил.
Изобретение относится к области строительства, в частности к конструкциям плит покрытий автомобильных дорог, автостоянок и различных большегрузных площадок.
Известна конструкция железобетонного изделия, в частности железобетонной плиты из фибробетона, представляющего собой бетон с дисперсной арматурой. Арматура может быть металлической (длина 60-70 мм и диаметром 0,25-1 мм), из стекловолокна, базальта полипропилена и др. материалов. Изделия из фибробетона (в частности плиты) имеют повышенные прочностные характеристики на растяжение, сжатие, излом, образование трещин и стойкость к ударам (Цукович С.М. и др. Технология заполнителей бетона. - М.: Высшая школа, 1991, с, 244; Наназашвили И.X. Строительные материалы, изделия и конструкции. - М.: Высшая школа, 1990, с. 57-64).
Однако данная конструкция плит имеет следующие недостатки: сложность изготовления фибробетона, дороговизна, сложность контроля расположения дисперсных материалов в изделии, изготовление фибры гораздо дороже периодической арматуры, при застывании бетона фибра может менять свое местоположение, средняя часть плиты (по высоте, средний слой) не испытывает изгибающих нагрузок и фибра в этом месте менее всего нужна (перерасход фибры). Применение фибры из металла для дорожных плит недопустимо ввиду износа бетона и оголения металлической фибры и прокола шины транспортного средства. Недостатком можно считать и сложность с утилизацией изделий из фибробетона.
Наиболее близким по своей сущности к изобретению является плита покрытия автомобильной дороги состоящая из бетона и металлической арматуры, расположенной в нижней части плиты (Бабков В.Ф., Андреев О.В.Проектирование автомобильных дорог, часть 1, с. 297-300).
Однако в известном решении, принятом за прототип, стыки сборных плит не обеспечивают передачи усилий и моментов с плиты на плиту. Через швы происходит выжимание разжиженного песка и подстилающего грунта. Под концами плит образуется выбоина и конец плиты работает как консоль. Если в середине плиты металлическая арматура выполняет свое предназначение, т.е. верх плиты работает на сжатие, а низ на растяжение, то конец плиты, особенно когда там образовалась выбоина, работает - верх на разрыв, а низ на сжатие. При этом в верхней части плиты (на ее конце) образуются трещины и затем сколы, которые еще больше увеличивают динамические нагрузки на плиту и выводят ее из строя. Для усиления крайней верхней части плиты возможна укладка туда металлической арматуры, но так как защитный слой очень мал (2-3 см - чем меньше защитный слой, тем эффективнее работает арматура), возможно оголение арматуры, которое может привести к проколу шины и аварии транспортного средства. Соединение плит в сплошное дорожное покрытие только с помощью выпусков рабочей арматуры на торцевых гранях не обеспечивает достаточной прочности соединения плит друг с другом, что приводит к относительному смещению плит по вертикали, прогибам покрытия под воздействием значительной подвижной нагрузки, сложности антикоррозийной защиты свариваемой арматуры и, как следствие, разрушению дорожного покрытия.
Техническим результатом изобретения является повышение надежности, долговечности и грузоподъемности дорожного покрытия.
Указанный технический результат достигается тем, что верхние края плиты выполнены из фибробетона.
Изобретение поясняется чертежами.
Фиг. 1: 1 - бетон, 2 - арматура, 3 - колесо транспортного средства, 4 - выбоина, стрелками показаны направления работы плиты при нахождении колеса транспортного средства на середине плиты (вверху на сжатие, внизу на разрыв).
Фиг. 2 - то же, что и на фиг. 1, но колесо транспортного средства 3 находится на краю плиты. Стрелками показано направление работы плиты (вверху на разрыв, внизу на сжатие). В отличии от фиг. 1 работа плиты от нагрузки колеса транспортного средства противоположно работе плиты, когда колесо находится на середине плиты. На такую работу плита не рассчитана (верхний конец плиты на разрыв).
Фиг. 3 - то же, что и на фиг. 2, но край плиты, на котором находится колесо транспортного средства, усилен фибробетоном 5.
Фиг. 4 - бетон, залитый до уровня линии А-Б, 2 - арматура, 6 и 7 - съемные перегородки поперек плиты (формы), 8 - форма для заливки бетона для изготовления дорожной плиты.
Изобретение работает и изготавливается следующим образом. Как видно из фиг. 1, когда колесо транспортного средства 3 находится на середине плиты, верх плиты работает на сжатие, а низ на разрыв, а так как бетон плохо работатет на разрыв, то низ плиты укрепляют металлической арматурой 2. Когда колесо транспортного средства подходит к краю плиты (фиг. 2), то, наоборот, верх плиты работает на разрыв, а низ на сжатие. Так как бетон плохо работает на разрыв, то на краю плиты образуются трещины и затем сколы бетона. Чтобы устранить этот недостаток край плиты (верхнюю часть) изготавливают из фибробетона 5, который хорошо работает на разрыв и очень стоек к образованию трещин и сколов фиг. 3. Фибра в фибробетоне должна быть из стекловолокна, базальта или полипропилена, та, которая не может нанести вред шине транспортного средства. Металлическая фибра при ее оголении может цепляться за шину, делать прокол, шуметь при наезде колеса. Фибра из стекловолокна, базальта или полипропилена, если они имеют тонкую структуру, хорошо работают на разрыв и при их оголении не наносят вреда шине транспортного средства.
Способ изготовления такой плиты поясняется фиг. 4. Последовательность изготовления следующая: после установки в форму 8 металлической арматуры 2 заливается бетон до линии А-Б (до высоты, после которой в концах формы 8 заливается фибробетон), форма 8 разделяется перегородками 6 и 7 (поперек формы 8) и в образовавшиеся емкости (3 шт.) одновременно заливается бетон (средняя часть между стенками 6 и 7) и концами плит фибробетон. Одновременность необходима для того, чтобы не было выпирания бетона или фибробетона, а подъем их до верха формы 8 происходил одновременно.
Для упрощения способа изготовления дорожной плиты возможно фибробетон наносить на концы плит пневмонабрызгом.
Преимущество предложенной дорожной плиты перед аналогами в том, что верхняя часть конца плиты не образует трещин и сколов, расширяются межремонтные сроки ремонта дороги и за счет этого снижаются затраты на эксплуатацию и ремонт дороги, повышается скорость движения транспортных средств и безопасность, так как не образуется сколов на концах плит, а также меньше образуется выбоин под концами плит, так как плита получается более жесткая за счет того, что фибробетон хорошо работает против растяжения, трещин и сколов.
Бетонная плита для автодорог, содержащая бетон и металлическую арматуру в своей нижней части, отличающаяся тем, что верхние края плиты выполнены из фибробетона, фибра которого при оголении не наносит вред шине транспортного средства и выполнена, например, из стекловолокна, базальта или полипропилена.
www.findpatent.ru
Плиты дорожные П
Номенклатура дорожных плит марки П включает в себя сборные железобетонные предварительно напряженные плиты и плиты с ненапрягаемой арматурой, изготавливаемые из тяжелого бетона и предназначенные для устройства сборочных покрытий постоянных (1П) и временных (2П) городских дорог под автомобильную нагрузку Н-30 и Н-10.
Плиты П применяют для дорог в районах с расчетной температурой наружного воздуха (средней наиболее холодной пятидневки района строительства по СНиП 2.01.01) до -40°C включительно. При применении плит в климатическом подрайоне IVA (подрайон с континентальным сухим климатом) должны учитываться дополнительные требования СНиП 2.03.01 к конструкциям, предназначенным для эксплуатации в этом районе. Допускается применение плит П для дорог в районах с расчетной температурой наружного воздуха ниже -40°C при соблюдении требований, предъявляемых СНиП 2.03.01 к конструкциям, предназначенным для эксплуатации в этих условиях.
Дорожные плиты П представляют собой прямоугольную плиту. Рабочая поверхность плит (верхняя поверхность дорожного покрытия) должна иметь рифление, а плит, изготовляемых этой поверхностью «вверх» - должна быть шероховатой. По согласованию с потребителем допускается изготовление плит П с пазами для беспетлевого монтажа или с отверстиями для цангового захвата вместо монтажных петель и устройства ниш для них. При этом в предварительно напряженных плитах для постоянных дорог взамен монтажных петель необходима установка скоб. Плиты для временных дорог изготовляют без монтажных скоб. В этих плитах ниши для монтажных скоб допускается не устраивать. Число отверстий для цанговых захватов и их расположение определяют исходя из технологии изготовления плит и их монтажа.
Технические условия для изготовления дорожных плит П разработаны ГОСТ 21924.0-84 «Плиты железобетонные для покрытий городских дорог», ГОСТ 21924.1-84 «Плиты железобетонные предварительно-напряженные для покрытий городских дорог. Конструкция и размеры», ГОСТ 21924.2-84 «Плиты железобетонные с ненапрягаемой арматурой для покрытий городских дорог» и серией 3.504.1-20 «Покрытия проездов и рабочих площадок портовых территорий».
Плиты следует изготавливать из тяжелого бетона марок М400 - М800 средней плотности более 2200 до 2500 кг/м3 включительно. Железобетонные плиты, как с предварительно напряженной, так и с ненапрягаемой арматурой изготавливаются из бетона классами по прочности на сжатие В30 (для постоянных дорог) и В22,5 (для временных дорог). Бетон должен удовлетворять требованиям ГОСТ 26633.
Для приготовления бетона следует применять портландцемент по ГОСТ 10178 с дополнительными требованиями для бетона дорожных покрытий. Допускается применение портландцемента по ТУ 21-20-51-83. Заполнители - по ГОСТ 26633 (крупность зерен крупного заполнителя не более 20 мм).
Марки бетона по морозостойкости и водонепроницаемости для плит, предназначенных для постоянных дорог в районах со среднемесячной расчетной температурой наиболее холодного месяца (согласно СНиП 2.01.01): до -5°C - F 100 и W 2; ниже -5°C до -15°C - F 150 и W 4; ниже -15°C - F 200 и W 4. Марки бетона по морозостойкости и водонепроницаемости для плит, предназначенных для временных дорог в районах со среднемесячной расчетной температурой наиболее холодного месяца: до -5°C - F 75 и W 2; ниже -5°C до -15°C - F 100 и W 2; ниже -15°C - F 150 и W 2.
Для дорожных плит П длиной 3 м применяется ненапрягаемая арматура, для плит длиной 6 м - предварительно напряженная.
В качестве напрягаемой арматуры предварительно напряженных плит следует применять стержневую термомеханически упрочненную арматурную сталь классов Ат-V, Ат-IV и Ат-IVC и горячекатаную классов А-V и Ат-IV. Несвариваемая арматурная сталь классов Ат-V и Ат-IV должна применяться в виде целых стержней мерной длины без сварных стыков.В качестве ненапрягаемой арматуры должна применяться арматурная проволока класса Вр-1 и стержневая арматурная сталь классов Ат-IIIC, А-III и А-I.
www.block-gbi.ru
Фундамент из дорожных плит - где его можно использовать
- Монтаж фундамента
- Выбор типа
- Из блоков
- Ленточный
- Плитный
- Свайный
- Столбчатый
- Устройство
- Армирование
- Гидроизоляция
- После установки
- Ремонт
- Смеси и материалы
- Устройство
- Устройство опалубки
- Утепление
- Цоколь
- Какой выбрать
- Отделка
- Устройство
- Сваи
- Виды
- Инструмент
- Работы
- Устройство
- Расчет
Поиск
- Монтаж фундамента
- ВсеВыбор типаИз блоковЛенточныйПлитныйСвайныйСтолбчатый

Фундамент под металлообрабатывающий станок

Устройство фундамента из блоков ФБС

Заливка фундамента под дом

Характеристики ленточного фундамента
- ВсеВыбор типаИз блоковЛенточныйПлитныйСвайныйСтолбчатый
- Устройство
- ВсеАрмированиеГидроизоляцияПосле установкиРемонтСмеси и материалыУстройствоУстройство опалубкиУтепление

Устранение трещин в стенах фундамента

Как армировать ростверк

Необходимость устройства опалубки

Как сделать гидроизоляцию цоколя
- ВсеАрмированиеГидроизоляцияПосле установкиРемонтСмеси и материалыУстройствоУстройство опалубкиУтепление
- Цоколь
- ВсеКакой выбратьОтделкаУстройство

Отделка фундамента камнем

Выбор цокольной плитки для фасада

Что такое цоколь

Как закрыть винтовые сваи
- ВсеКакой выбратьОтделкаУстройство
- Сваи
- ВсеВидыИнструментРаботыУстройство

Динамические и статические испытания свай

Использование железобетонных свай

Изготовление винтовых свай своими руками

- ВсеВидыИнструментРаботыУстройство
fundamentaya.ru










