
Содержание
Завод ЖБИ Москва, производство ЖБИ панелей, железобетонный завод бетонных изделий, изготовление железобетонных конструкций на заказ
Производство сборного железобетона
Концерн «КРОСТ»
Преимущества
Инновационное производство
Лучшее европейское оборудование
Уникальные объекты
Проекты с ведущими архитекторами мира
Сертифицированная лаборатория
Научные исследования и изыскания
17летна рынке!
2800реализованных объектов
3 000 000кв.м.площадь всех объектов
Инновационное производство
Лучшее европейское оборудование
Уникальные объекты
Проекты с ведущими архитекторами мира
Сертифицированная лаборатория
Научные исследования и изыскания
17летна рынке!
2800реализованных объектов
3 000 000кв. м.площадь всех объектов
м.площадь всех объектов
Продукция
Архитектурный бетон
Элементы каркаса здания
Многопустотные плиты перекрытия
Стеновые панели
Объемные элементы
Лестничные марши, лестничные площадки
Элементы трибун
Сваи
Плиты покрытия ж/д платформ
Элементы благоустройства
Мостовые конструкции
Опорные конструкции трубопроводов
Современные шумозащитные панели для авто и ж/д магистралей
Изделия из высокопрочного бетона
Беседки
Индивидуальный сборный железобетон
Индустриальное домостроение
Комплекты зданий
Показать еще
Продукция
скачать каталог
Архитектурный бетон
Элементы каркаса здания
Многопустотные плиты перекрытия
Стеновые панели
Объемные элементы
Лестничные марши, лестничные площадки
Элементы трибун
Сваи
Плиты покрытия ж/д платформ
Элементы благоустройства
Мостовые конструкции
Опорные конструкции трубопроводов
Современные шумозащитные панели для авто и ж/д магистралей
Изделия из высокопрочного бетона
Беседки
Индивидуальный сборный железобетон
Индустриальное домостроение
Комплекты зданий
Архитектурный бетон
Фабрика «Мажино» первая на отечественном рынке стала выпускать архитектурный бетон, который успешно применяется в строительстве жилых комплексов и общественных пространств.
Стеновые панели
Уникальные технологии «Мажино» позволяют решить проблему межпанельных швов и сделать панельный дом неотличимым от монолитного.
Лестничные марши, лестничные площадки
«Мажино» изготавливает лестничные марши любой конфигурации, с различным количеством и размером ступеней и любого профиля.
показать еще
Жилой комплекс Wellton Park
квартал бизнес-класса с удивительным синтезом архитектуры XXI века, сверхкомфортных жилых площадей и полноценной инфраструктуры.
Жилой комплекс Union Park
Подробнее
Жилой комплекс «Леонардо»
Подробнее
Спортивный комплекс «Труд»
Подробнее
Жилой комплекс «Алиса»
Подробнее
Жилой комплекс «Олимпия»
Подробнее
Жилой комплекс «Эдальго»
Подробнее
Бизнес-центр GS Тушино
Подробнее
Жилой комплекс «Премьер»
Подробнее
Станция метро «Солнцево»
Подробнее
Новости
Показать все
20. 03.2023
03.2023
Делегация из Новосибирского университета посетила центральный офис и промбазу концерна «КРОСТ»
Подробнее
22.12.2022
Бетон в стиле русского авангарда
Подробнее
Видео презентация
Связаться с нами
Согласен на обработку персональных данных. Узнать подробности
Введите номер, мы вам перезвоним
Согласен на обработку персональных данных. Узнать подробности
виды, марки и особенности монтажа
Содержание
- 1 Определение
- 2 Назначение
- 3 Преимущества изделий
- 4 Виды
- 5 Размеры и вес
- 6 Материалы и особенности конструкции
- 7 Марки пустотных плит перекрытия
- 8 Особенности монтажа
- 9 Нагрузки на пустотную железобетонную конструкцию
- 10 Заключение
Бетонные перекрывающие плиты являются наиболее востребованными в строительстве. Такой материал необходим при возведении жилых, промышленных и административных зданий любой этажности. Особенно популярны пустотные перекрытия. Их конструкция имеет меньшую массу, чем у сплошных, без потерь в прочности и надежности. Наличие пустот также не сказывается на несущих способностях конструкции. При этом тепло- и звукоизоляция намного выше.
Особенно популярны пустотные перекрытия. Их конструкция имеет меньшую массу, чем у сплошных, без потерь в прочности и надежности. Наличие пустот также не сказывается на несущих способностях конструкции. При этом тепло- и звукоизоляция намного выше.
Определение
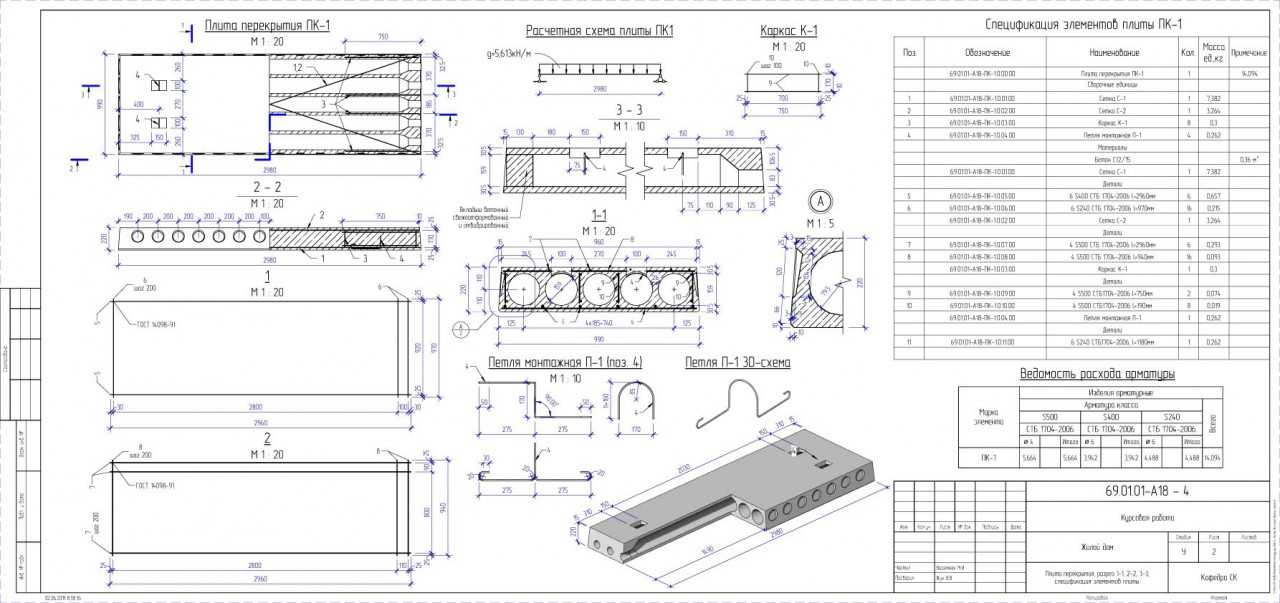
Плиты перекрытий железобетонные многопустотные представляют собой несущие бетонные перегородки, располагаемые горизонтально в строящихся объектах. Их устанавливают между этажами, под чердаками или в качестве несущих перегородок. В конструкции предусмотрено наличие нескольких полостей разного сечения: овального, круглого, полукруглого. При их производстве используется легкий и тяжелый бетон. Армирование применяется для увеличения прочности конструкций.
Вернуться к оглавлению
Назначение
Основное назначение пустотных плит — монтаж перекрытий на стыках этажей при строительстве домов из кирпича, стеновых блоков и бетона. Благодаря преимуществам, этот вид перекрытий стал популярным среди всех ЖБИ. Пустотной плитой сооружают перекрытия в многоэтажных, частных и монолитных объектах. Часто такие изделия применяются в качестве несущих каркасов. В промышленности чаще применяют многопустотные армированные модификации из тяжелых бетонов.
Пустотной плитой сооружают перекрытия в многоэтажных, частных и монолитных объектах. Часто такие изделия применяются в качестве несущих каркасов. В промышленности чаще применяют многопустотные армированные модификации из тяжелых бетонов.
Вернуться к оглавлению
Преимущества изделий
Главным фактором, определяющим преимущества перекрывающих конструкций, является наличие пустот:
- На изготовление конструкции требуется меньше стройматериала.
- За счет заполнения пустот воздухом перекрытия отличаются повышенной тепло- и шумоизоляцией.
- Отверстия в плитах применяются для прокладки инженерных коммуникаций.
- Пустоты снижают массу изделия, поэтому изделие оказывает меньшие нагрузки на фундамент.
- Использование предварительно-напряженного арматурного каркаса повышает прочностные и эксплуатационные показатели перекрывающего изделия.
- Применение многопустотного стройматериала экономически оправданно и позволяет в сжатые сроки возводить каркас дома.


Вернуться к оглавлению
Виды
Виды многопустотных плит перекрытия в сечении.
Многопустотные межэтажные изделия отличаются широким видовым ассортиментом. Изделия отличаются размерами, особенностями конструкции, сферой применения. По форме отверстий к пустотным железобетонным изделиям относятся:
- плиты с круглыми пустотами;
- конструкции с овальными полостями;
- изделия с грушевидными отверстиями;
- перекрытия с овальными пустотами.
По назначению:
- кладка по одной стороне;
- по двум торцевым сторонам;
- по трем сторонам;
- по двум боковым и двум торцевым.
Отдельным видом пустотных железобетонных перекрытий является плита ПБ, полученная путем непрерывного безопалубочного формования на длинных стендах. Ее назначение — обеспечение опоры по двум сторонам.
Вернуться к оглавлению
Размеры и вес
От размеров пустот зависят эксплуатационные характеристики перекрывающего элемента.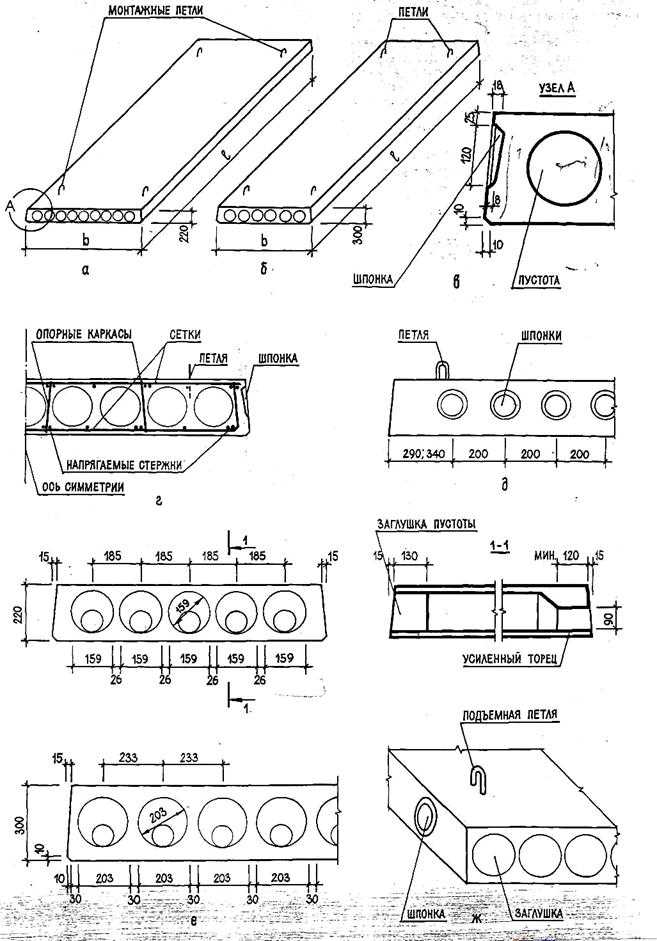 Диаметр круглых отверстий в плите колеблется в диапазоне от 140 мм до 203 мм. Чем меньше эта величина, тем прочнее изделие. На прочность влияет толщина перекрытия. Это значение равно 22 см. Есть более массивные продукты, например, плита 6ПК, толщина которой 30 см. Облегченные модификации производятся из легкого бетона и имеют толщину 160 мм. Такими плитами сооружают межэтажные перегородки для газоблочных или пенобетонных стен.
Диаметр круглых отверстий в плите колеблется в диапазоне от 140 мм до 203 мм. Чем меньше эта величина, тем прочнее изделие. На прочность влияет толщина перекрытия. Это значение равно 22 см. Есть более массивные продукты, например, плита 6ПК, толщина которой 30 см. Облегченные модификации производятся из легкого бетона и имеют толщину 160 мм. Такими плитами сооружают межэтажные перегородки для газоблочных или пенобетонных стен.
Стандартные размеры:
- длина варьируется в пределах 1,5—16 м;
- ширина бывает 1, 1,2, 1,5 и 1,8 м;
- масса колеблется в диапазоне от 500 кг до 4 тонн.
Несущая способность таких изделий имеет стандартную величину, равную 800 кг/м2. Но встречаются межэтажные перегородки, рассчитанные на нагрузку 1200—1250 кг/м2.
Глубина опирания железобетонных пустотных плит составляет 9—25 см.
Вернуться к оглавлению
Материалы и особенности конструкции
Данную марку цемента используют для производства плит с отверстиями.
Для получения плит с отверстиями нужен бетонный раствор на цементе М300 и М400. Эти две марки обеспечивают готовое изделие высокими показателями прочности и пластичности. Цемент М400 придает стойкость перекрытию к моментальной нагрузке 400 кг на 1 см3/сек, а 300-я марка наделяет плиту способностью не проламываться при прогибах.
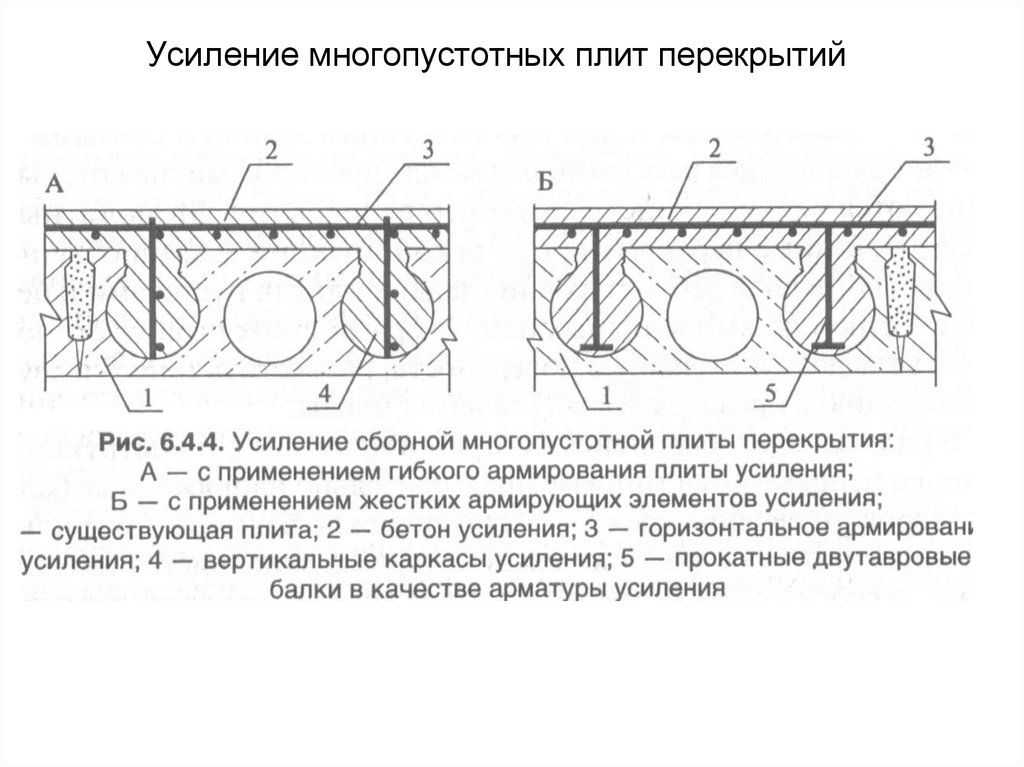
С целью повышения прочностных характеристик и для повышения несущей способности бетонных перекрытий в изделия монтируют стальные пруты. С этой целью используется арматура из нержавеющей стали класса А3 и А4. Материал отличается повышенной коррозионной стойкостью и устойчивостью к колебаниям температур в диапазоне «– 40 °C»—« 50 °C».
Практикуется применение натяжной арматуры. Процесс армирования происходит в четыре стадии:
- натяжение стальных прутьев в форме;
- укладка арматурной сетки в форму;
- заливка бетоном;
- обрезка излишка арматурных элементов, выступающих из затвердевшего бетона.
Натяжение придает плитам способность выдерживать максимальное динамическое и статическое давление без провисания и прогибов. При этом в торцы, опирающиеся о стены, дополнительно монтируют двойную арматуру, что наделяет изделие стойкостью к нагрузкам от своей массы и веса верхних стен без деформации. Таким перекрытием сооружаются высотные промышленные здания.
При этом в торцы, опирающиеся о стены, дополнительно монтируют двойную арматуру, что наделяет изделие стойкостью к нагрузкам от своей массы и веса верхних стен без деформации. Таким перекрытием сооружаются высотные промышленные здания.
Вернуться к оглавлению
Марки пустотных плит перекрытия
Существующие марки пустотных перекрывающих плит: 1ПК (ПК), 2ПК, 3ПК, 4ПК, 5ПК, 6ПК, 7ПК, ПГ, ПБ. Буквами обозначается:
- тип изделия — пустотная плита перекрытия;
- форма отверстия — круглое, грушевидное и т. п.;
- количество сторон опирания, например, Т или Ч — три или четыре стороны, соответственно.
Цифрами обозначаются:
- реальная длина (дм), которая меньше ГОСТовской на 20 мм;
- реальная ширина (дм), которая меньше стандарта на 10 мм;
- несущая способность, например, цифра 3 соответствует 300 кг/м2.
Последние буквы в маркировке обозначают:
- АтV — армирование нижней рабочей части изделия осуществлено преднапряженной арматурой категории АтV;
- т — при изготовлении применялся тяжелый бетон;
- а — имеются уплотняющие вкладыши в отверстиях на торцах.

Вернуться к оглавлению
Особенности монтажа
Главным требованием при надежном монтаже пустотных перекрывающих плит является соблюдение рассчитанных параметров опоры на стены, внесенных в чертеж. Если площадь опирания будет недостаточной, произойдет деформация стены. Если площадь будет больше — увеличится теплопроводность, что не всегда желательно.
При монтаже перекрывающих конструкций следует учитывать минимально допустимую глубину опирания в соответствии со структурой стройматериалов здания. Например, для постройки из кирпича эта величина составляет 9 см, для газобетона и пенобетона — 15 см, а для стальных каркасов — 7,5 см.
Максимально допустимое заглубление при заделке панелей в стены не должно превышать 16 см при использовании в качестве основного стройматериала легких блоков или кирпича, и 12 см — при строительстве из железобетонных и бетонных изделий.
Вернуться к оглавлению
Нагрузки на пустотную железобетонную конструкцию
Пустотное перекрытие включает три составные части:
- верхняя, предназначенная для кладки напольного покрытия, утеплителей;
- нижняя, используемая для декорирования потолка и навешивания подвесных элементов;
- конструкционная, расположенная между первыми двумя частями и удерживающая все железобетонное изделие в воздухе.

На среднюю часть изделия оказывают постоянную нагрузку отделочные элементы пола и потолка: люстры, подвесные потолки, колонны, ванны, перегородки и прочие подвесные элементы. К статике добавляется динамика, а именно давление от перемещающихся по поверхности объектов: люди, домашние животные и т. п.
Нагрузки различают: точечные (подвесные элементы, например, люстра) и распределенные (подвесной потолок). Бывают еще сложные в расчете комплексные нагрузки, например, давление, оказываемое ванной. В этом случае полная воды ванна оказывает распределенную нагрузку, а каждая ее ножка — точечную.
При расчете общего давления, оказываемого на железобетонное изделие с отверстиями, учитываются все возможные нагрузки. По полученным результатам выбирается конкретная плита, которая будет максимально подходить под требования.
Вернуться к оглавлению
Заключение
Многолетняя строительная практика показывает, что плиты перекрытия являются неизменным материалом, вне зависимости от типа сооружения — торговый комплекс, жилое здание или производственный цех.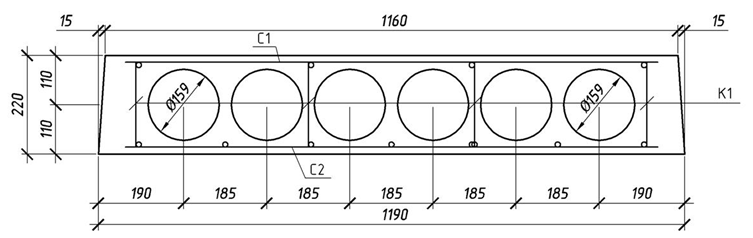
Выбирая перекрытия в виде пустотных плит, существенно удешевляется и облегчается процесс строительства, улучшаются тепло- и звукоизоляционные параметры, повышается прочность и надежность здания.
HOLLOWCORE – Concrete Industries
Перейти к содержимому
HOLLOWCOREJay S2018-01-05T19:23:15+00:00
пустотелых.
Наши сборные многопустотные плиты имеют высокопрочные, предварительно напряженные стойки, встроенные в скользящий бетон. Стратегически спроектированные продольные стержни проходят по всей длине плит, уменьшая общий вес. Это снижение веса не только снижает затраты, но также увеличивает способность выдерживать большие нагрузки или преодолевать большие расстояния.
 Hollowcore в основном используется в качестве системы настила пола и крыши, и Hollowore обладает многими врожденными качествами, такими как долговечность, негорючесть, устойчивость к плесени и плесени, а также обеспечение звукоизоляции и гашения вибрации. Hollowcore производится толщиной 8 дюймов, 12 дюймов и 16 дюймов, при этом стандартная ширина составляет 4 фута. Узкие детали могут быть изготовлены на заказ в соответствии с требуемыми размерами проекта.
Hollowcore в основном используется в качестве системы настила пола и крыши, и Hollowore обладает многими врожденными качествами, такими как долговечность, негорючесть, устойчивость к плесени и плесени, а также обеспечение звукоизоляции и гашения вибрации. Hollowcore производится толщиной 8 дюймов, 12 дюймов и 16 дюймов, при этом стандартная ширина составляет 4 фута. Узкие детали могут быть изготовлены на заказ в соответствии с требуемыми размерами проекта.
НАДЕЖНАЯ ИНВЕСТИЦИЯ ОТ ВЕРХА ДО НИЗА
Звук тишины.
Hollowcore также приносит пользу жильцам или арендаторам ваших зданий. Массовый эффект нашего бетона создает приятную среду для жизни или продуктивной работы, устраняя нежелательный звук или вибрацию. Более того, эффект максимизирует эффективность ваших систем отопления и охлаждения.
Европейская технология.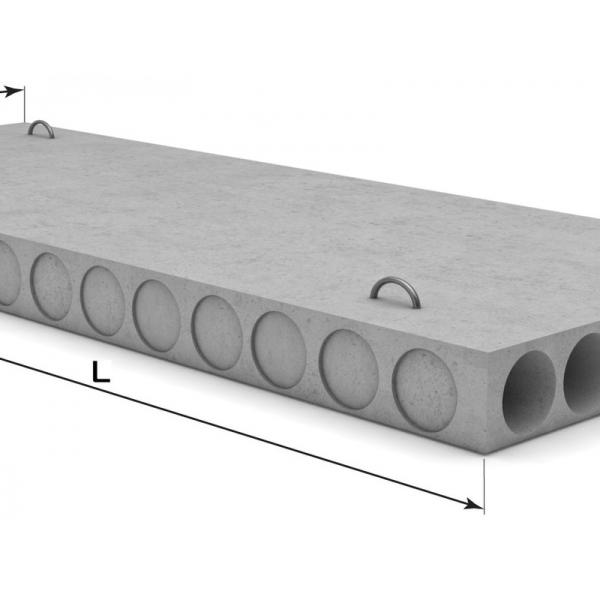
Компания Echo®, расположенная в Бельгии, Европа, начала производство Hollowcore в начале 1960-х годов. Однако из-за растущего спроса на эту технологию компания создала группу проектирования и разработки под названием Echo Engineering. Сегодня Echo Engineering управляет крупнейшим заводом по производству пустотелых профилей в Европе и продает свое оборудование и отраслевые ноу-хау по всему миру. Мы с гордостью сообщаем, что Concrete Industries поставляет эту инновационную технологию нашим клиентам прямо здесь, в самом сердце Соединенных Штатов.
Принимает на себя жару.
Наш сборный железобетон имеет встроенную огнестойкость, которую невозможно отключить, а это означает, что вашим клиентам не нужно будет приобретать дополнительную огнезащиту. Поскольку бетон не горит, наша продукция помогает сдерживать огонь. Этот более высокий уровень защиты повышает эффективность разбрызгивателей, увеличивает бюджет ваших клиентов, экономит ваше время и защищает вашу жизнь.

Сила исходит изнутри.
Наши сборные многопустотные плиты состоят из высокопрочных предварительно напряженных нитей, встроенных в бетон со скользящей опалубкой. Как следует из названия, стратегически спроектированные продольные сердечники проходят по всей длине плит, уменьшая общий вес и повышая способность выдерживать большие нагрузки или охватывать большие расстояния. Эта дополнительная сила обеспечивает большую гибкость — как сейчас, так и в будущем. Выберите Hollowcore, и вы получите строительные материалы, которые вам нужны, по бюджету, который могут себе позволить ваши клиенты.
Все сходится.
Поскольку Hollowcore изготовлен из предварительно напряженного бетона, он предлагает множество преимуществ, с которыми другие материалы просто не могут сравниться.
 С Hollowcore вам не нужно беспокоиться о проблемах с влажностью, таких как ржавчина, гниль, плесень или плесень. Ему не могут повредить насекомые, грызуны или термиты. И он не производит вредных токсинов.
С Hollowcore вам не нужно беспокоиться о проблемах с влажностью, таких как ржавчина, гниль, плесень или плесень. Ему не могут повредить насекомые, грызуны или термиты. И он не производит вредных токсинов.
Технические характеристики:
Таблица нагрузки на пустотелые элементы – без композита
Нагружающий стол с полым сердечником – композитный материал 2″
Ссылка для загрузки страницы
Перейти к началу
Историческое развитие пустотных плит
* Эта статья Арнольда Ван Акера (†) и Стефа Мааса была первоначально опубликована в CPI 2-2021.
ОБЗОР, ОСНОВАННЫЙ НА ПАТЕНТНЫХ ИССЛЕДОВАНИЯХ
Идея уменьшить собственный вес бетонных плит путем создания пустот в центре поперечного сечения возникла в начале прошлого века. Несколько изобретателей из разных стран подали заявки на патенты на различные системы. Настоящая статья в основном основана на анализе патентов, опубликованных в первой половине 20 века, и личном опыте 19 века. 60 на. Патенты обычно предлагают комплексное описание изобретений (формула изобретения). Реконструкция истории пустотных плит на основе этих патентов — трудоемкое, но увлекательное занятие. Эта статья призвана дать общий обзор и не претендует на то, чтобы быть исчерпывающей.
60 на. Патенты обычно предлагают комплексное описание изобретений (формула изобретения). Реконструкция истории пустотных плит на основе этих патентов — трудоемкое, но увлекательное занятие. Эта статья призвана дать общий обзор и не претендует на то, чтобы быть исчерпывающей.
Не всегда ясно, как провести различие между «настоящими» пустотелыми элементами и аналогичными типами настила, такими как коробчатые настилы, пузырчатые настилы, двутавровые балки, расположенные рядом, и т. д. Европейский стандарт на продукцию EN 1168 [1] определяет многопустотную плиту как монолитный предварительно напряженный или усиленный элемент с постоянной габаритной высотой, разделенный на верхнюю и нижнюю полки, соединенные вертикальными стенками, таким образом, образуя заполнители как продольные пустоты, поперечное сечение которых является постоянным и представляет собой одну вертикальную ось симметрии (рис. 1). В настоящей статье речь идет о многопустотных плитах только в соответствии с определением стандарта EN 1168.
Системы
На основании патентных заявок мы можем выделить 3 основные системы производства многопустотных плит. Для каждой категории могут быть определены подкатегории:
1. Мокрая отливка
1.1. Образователи постоянных пустот
1.2. Временные пустотообразователи
2. Шликерформирование
2.1. Трамбовка
2.2. Вибрационный
3. Экструзионный
3.1. Уплотнение высокочастотной вибрацией
3.2. Уплотнение при сдвиге
Как правило, эти методы производства могут использоваться для производства армированных плит, а также для производства предварительно напряженных плит. Они в основном из обычного плотного бетона, но есть и примеры конструкционного легкого бетона.
Раньше пустотные плиты производились либо на заводе, либо на месте. Часто использовались отдельные формы, а иногда даже длинные ряды, но прерывистым образом. Уплотнение бетона в основном осуществлялось путем утрамбовки свежего бетона. Здесь также патентное исследование могло бы дать больше информации, но это не является основным предметом настоящей статьи.
Здесь также патентное исследование могло бы дать больше информации, но это не является основным предметом настоящей статьи.
Специфические характеристики многопустотных плит
Наиболее характерной особенностью разработки многопустотных плит было то, что они сильно отклонялись от существовавших в то время принципов проектирования армированного и предварительно напряженного бетона, согласно которым сжатие воспринимается бетоном, а растяжение по армированию. Ведь в большинстве случаев разработанная технология изготовления была возможна только при следующих условиях:
- Без вертикальной арматуры;
- Нет поперечной арматуры на нижней стороне
блоков; - Только продольные арматурные стержни или предварительно напряженные
напрягающие элементы; - Нет выступающей арматуры для соединений и т. д.
Как следствие, при проектировании необходимо было учитывать способность бетона к растяжению и разрабатывать новые методы соединения. Это было новым, особенно в отношении передачи усилий на опору, несущей способности блоков, действия диафрагмы перекрытий, поперечного распределения нагрузки между соседними блоками, нежестких опор, проемов в перекрытиях, огнестойкости и т. д.
Это было новым, особенно в отношении передачи усилий на опору, несущей способности блоков, действия диафрагмы перекрытий, поперечного распределения нагрузки между соседними блоками, нежестких опор, проемов в перекрытиях, огнестойкости и т. д.
Что касается преднапряженных многопустотных плит, то Комиссия по сборным конструкциям ФИБ сыграла решающую роль в разработке проекта. Обширные исследования и интенсивный полевой опыт, собранный со всего мира, показали, что пустотелые полы идеально подходят для выполнения всех необходимых структурных функций при условии соблюдения некоторых элементарных принципов проектирования. В 1988 году Комиссия FIP по сборным конструкциям опубликовала Рекомендации по проектированию преднапряженных пустотных перекрытий. Они использовались в качестве основы для национальных и международных стандартов, например, Еврокода 2 и европейского стандарта продукции CEN EN 1168. Обновленная версия Рекомендаций FIB 19В этом году будет опубликовано 88.
Исторические разработки
Современные преднапряженные и армированные многопустотные плиты перекрытий являются результатом длительного периода разработки и испытаний. Новые варианты многопустотных плит все еще появляются на рынке (см., например, поперечно изогнутые многопустотные плиты для тоннельного свода на итальянской автостраде A4 у входа в торгово-выставочную зону в Милане [2]). Даже больше, чем сами многопустотные плиты, методы производства подлежат постоянной оптимизации.
Новые варианты многопустотных плит все еще появляются на рынке (см., например, поперечно изогнутые многопустотные плиты для тоннельного свода на итальянской автостраде A4 у входа в торгово-выставочную зону в Милане [2]). Даже больше, чем сами многопустотные плиты, методы производства подлежат постоянной оптимизации.
Далее исторические разработки классифицируются в соответствии с упомянутыми выше тремя производственными системами.
Wetcast
Техника мокрого литья использует предварительно сформированные стержни (формирователи пустот) для создания продольных пустот. Их помещают в форму перед отливкой плиты.
Мокрое литье с постоянными пустотообразователями
Вильгельм Зиглер (Германия, 1906 г.), вероятно, может претендовать на первое применение продольных пустотообразователей в бетонных плитах [3]. Его система изготовления стержней была основана на предварительно изготовленных коротких формовочных трубах из затвердевшего раствора или другого материала, которые располагались на подмостках (рис. 2). Длина плит была произвольной. Трубки имели на дне боковые выступы, служившие формой для паутины. Их располагали либо непрерывно в продольном направлении, либо с небольшими промежутками в определенных местах, образуя поперечные ребра. Продольные и поперечные стенки армировались классическим способом.
2). Длина плит была произвольной. Трубки имели на дне боковые выступы, служившие формой для паутины. Их располагали либо непрерывно в продольном направлении, либо с небольшими промежутками в определенных местах, образуя поперечные ребра. Продольные и поперечные стенки армировались классическим способом.
В течение следующих двух десятилетий было разработано несколько решений для формирования продольных пустот в плоских плитах перекрытий. Обзор представлен в Таблице 1.
Можно задать вопрос о различии между полыми элементами и коробчатыми элементами. Вышеупомянутые варианты по-прежнему соответствуют приведенному выше определению пустотных плит, но начиная с определенной толщины они должны классифицироваться как коробчатые плиты или балки. Кстати, изобретатели решений табл. 1 в первую очередь претендуют на плиты перекрытий, хотя и не исключают в описании патента применимость для коробчатых балок или даже стен.
Сегодня этот способ производства довольно редок, но все еще используется. После заливки нижнего слоя устанавливаются призматические пустотообразователи, обычно из полистирола. После этого заливается второй слой бетона для придания формы перемычкам и верхнему слою.
После заливки нижнего слоя устанавливаются призматические пустотообразователи, обычно из полистирола. После этого заливается второй слой бетона для придания формы перемычкам и верхнему слою.
Мокрая отливка с временными пустотообразователями
В 1930 году бельгийскому изобретателю Жюлю Хейнеману был выдан патент на сборную плиту перекрытия с продольными пустотами [10]. Эти пустоты формируются с помощью эластичных форм, изготовленных, например, из каучука. стали и удерживаются на месте клиньями. Когда эти клинья удалены, поперечное сечение этой формы уменьшается, и форму можно без труда извлечь из полостей в балке. К сожалению, чертежи патента не содержат подробностей об этих пустотообразователях. Количество пустот в поперечном сечении может быть изменено. Перекрытия были железобетонными. Патент описывает в основном сам продукт, без каких-либо подробностей о производстве. Продольные стыки между блоками выполнены зазубренными и снабжены поперечными армирующими скобами. Их заливали на месте раствором.
Неудобство решения заключалось, конечно, в слабости гибких стальных труб. В 1939 году Уолтер Х. Коби (США) запатентовал решение с пневматическими растяжимыми и разборными резиновыми сердечниками [11]. На рис. 4 показан продольный
и поперечный разрез системы.
Впоследствии было запатентовано несколько вариантов решений как по форме, так и по количеству жил, а также по профилю продольных соединений.
Чарльз Летбридж (Великобритания) [12] представлен в 1940, усовершенствованный способ со съемными стальными трубами одинакового поперечного сечения, проходящими в продольном направлении через всю форму и соответствующими по форме форме поперечного сечения пустотного блока. После установки нужных арматурных стержней был залит бетон, и форма в целом завибрировала. При этом стержневые трубы были немного смещены относительно кристаллизатора. Когда бетон достаточно уплотнился, чтобы сохранить свою форму, трубы вынимали через конец формы, а бетон оставляли для затвердевания. За счет использования металлических сердечников с гладкой поверхностью и поддержания их в движении бетон не прилипал к трубам, и последние можно было без труда удалить. Предпочтительно и для простоты стержневые трубы имели круглое поперечное сечение, что допускало вращательное движение во время литья.
За счет использования металлических сердечников с гладкой поверхностью и поддержания их в движении бетон не прилипал к трубам, и последние можно было без труда удалить. Предпочтительно и для простоты стержневые трубы имели круглое поперечное сечение, что допускало вращательное движение во время литья.
Во Франции в 1952 г. компания STUP Freyssinet [13] подала заявку на патент на изготовление предварительно напряженных полых элементов на длинных стальных станинах. Изобретение предназначалось для полов зданий. Блоки были изготовлены из предварительно напряженного бетона, их длина равнялась пролету пола без промежуточных опор, а ширина изменялась в зависимости от необходимой толщины плиты и возможностей перемещения. Элементы имели продольные пустоты по всей длине круглой формы. Вертикальные края были профилированы и заполнены раствором после монтажа, чтобы обеспечить передачу вертикальных нагрузок от одного элемента к другому. Элементы были отлиты в стальных формах с длинными линиями.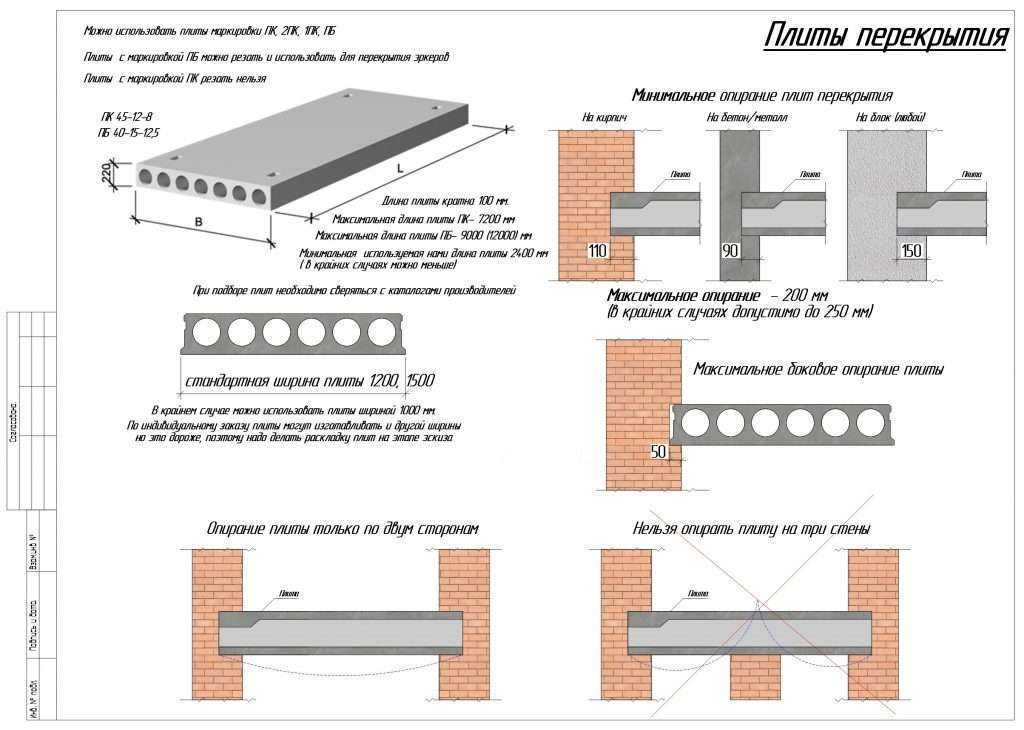 Поперечные пластины пресс-формы можно было разместить в любом месте, чтобы реализовать длину блоков. Продольные пустоты формировались длинными трубками из армированной резины, накачиваемыми жидкостью под давлением до и во время литья. После уплотнения бетона давление было сброшено, а трубы удалены.
Поперечные пластины пресс-формы можно было разместить в любом месте, чтобы реализовать длину блоков. Продольные пустоты формировались длинными трубками из армированной резины, накачиваемыми жидкостью под давлением до и во время литья. После уплотнения бетона давление было сброшено, а трубы удалены.
Шликерное формование
Шликерное формование характеризуется движущейся профильной формой (формой), в которую заливается и уплотняется бетон. Как правило, используется бетон с более высокой осадкой.
Шликерное формование (подбивка)
В марте 1931 г. немец Вильгельм Шефер [14] подал заявку на патент на производство сборных армированных и предварительно напряженных многопустотных плит на длинных рядах в штабелях один ряд над другим. Его цель состояла в том, чтобы улучшить уже существующую в то время производственную систему (патент не доступен), основанную на технологии скользящей формы с подвижными сердечниками и боковыми пластинами, в которой различные производственные этапы выполнялись один за другим. В его патенте описывается, как сделать производство автоматическим и непрерывным. Мы могли бы рассматривать его как предшественника системы бланков. Патенты были выданы в Германии, Великобритании, США и Швейцарии, всего в 1933.
В его патенте описывается, как сделать производство автоматическим и непрерывным. Мы могли бы рассматривать его как предшественника системы бланков. Патенты были выданы в Германии, Великобритании, США и Швейцарии, всего в 1933.
Литейная машина подвешивалась на подвижной раме и состояла из коротких следящих трубок для реализации пустот и краевых форм. Все операции (например, заполнение формы, трамбовка бетона, образование пустот и удаление кромок боковых плит) выполнялись по всей длине станины автоматически и без перерыва. Машина также включала устройство для выравнивания верхней поверхности плиты. Затем на готовую линию клали лист бумаги, машину поднимали в более высокое положение и операцию литья повторяли для следующей строки поверх предыдущей.
Бетон уплотняется в этих машинах с помощью пальцев, которые утрамбовывают бетон. Следовательно, мы называем этот метод формирования шликера «подбивкой».
Американская компания Spancrete приобрела патент Шефера и примерно в 1950 году запустила технологию производства предварительно напряженных пустотелых элементов, при которой ряд длинных нитей был отлит в стопки, каждая линия поверх другой. После затвердевания верхней плиты сваи на эту кучу плит устанавливали алмазно-дисковую пилу, вырезали и удаляли пустотелые блоки.
После затвердевания верхней плиты сваи на эту кучу плит устанавливали алмазно-дисковую пилу, вырезали и удаляли пустотелые блоки.
Вильгельм Шефер получил в 1951 г. патент на предварительно напряженные пустотелые перекрытия с большими пролетами [15]. Элементы имели особый профиль продольной кромки с пазом типа «ласточкин хвост» и могли быть изготовлены с теплоизоляционным слоем на потолке. Технология изготовления не упоминается в патенте, но мы предполагаем, что речь идет о той же технологии шликерной формы, которая описана выше.
Шликерное формование (вибрация)
Наиболее распространенным способом уплотнения бетона во время шликерного формования является вибрация.
В 1952 году компания Wacker Brothers (GE) получила патент [16]. Вдохновленная патентом 1938 года, описывающим способ и устройство для изготовления трубопроводов, эта компания разработала метод формования и уплотнения бетона в движущихся формах. Уплотнение осуществляется за счет вибрации бетона. В 1953 г. Макс Гесснер из Лохама (Мюнхен, GE) подал заявку на патент [17], относящийся к уплотняющему оборудованию для производства предварительно напряженных балок или структурных элементов из железобетона. Этот патент, выданный в 1957, представлено использование вибрационной шликерной формы на одной литейной платформе, что в настоящее время является наиболее распространенной конфигурацией.
В 1953 г. Макс Гесснер из Лохама (Мюнхен, GE) подал заявку на патент [17], относящийся к уплотняющему оборудованию для производства предварительно напряженных балок или структурных элементов из железобетона. Этот патент, выданный в 1957, представлено использование вибрационной шликерной формы на одной литейной платформе, что в настоящее время является наиболее распространенной конфигурацией.
Идеи Гесснера получили дальнейшее развитие в западногерманских компаниях Max Roth KG и Weiler KG.
В 1957 году компания Weiler GmbH (GE) подала заявку на патент на машину для формования шликерных форм, изобретенную Гансом Гайгером [18]. Гейгер также был вдохновлен братьями Ваккер и разработал метод изготовления предварительно напряженных одинарных и двойных тавровых балок. Этот метод также применим для полых элементов.
Машина состояла из двух частей, соединенных друг с другом, каждая из которых имела бункер, виброплиты и выравнивающие плиты. Литье производилось в два этапа: на первом отливалась, уплотнялась и выравнивалась нижняя часть агрегата;
на втором этапе аналогично отливалась верхняя часть.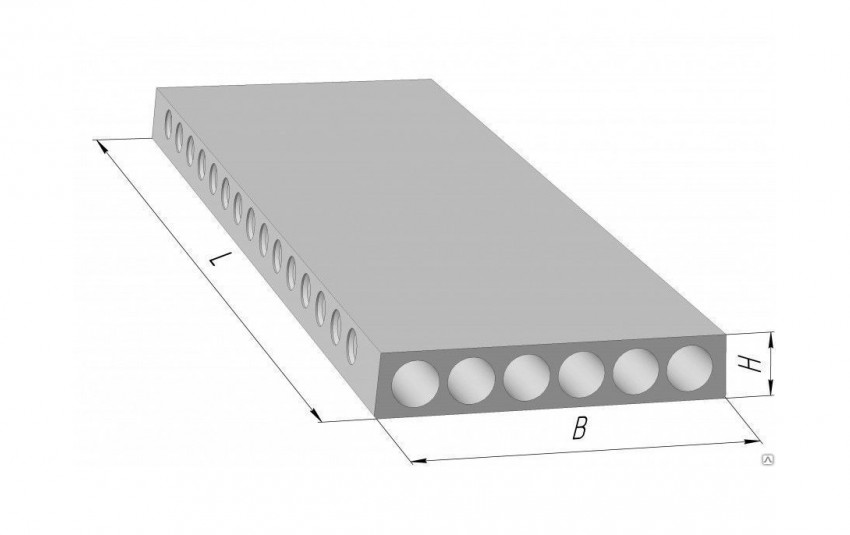 Машина, представленная Гейгером, очень похожа на существующие сегодня машины со скользящими опалубками. Компания Weiler усовершенствовала машину для производства преднапряженных многопустотных плит и коммерциализировала все производство, включая станки и литейные станины. В настоящее время Weiler GmbH известна как Maxtruder GmbH.
Машина, представленная Гейгером, очень похожа на существующие сегодня машины со скользящими опалубками. Компания Weiler усовершенствовала машину для производства преднапряженных многопустотных плит и коммерциализировала все производство, включая станки и литейные станины. В настоящее время Weiler GmbH известна как Maxtruder GmbH.
Примерно в это же время Макс Рот из Германии разработал скользящую форму для предварительно напряженных пустотных плит. В 1962 г. компания подала заявку на патент [19] (выдан в 1965 г.). В середине 50-х компания уже разработала шликерный станок для производства тавровых и L-образных балок. В этом патенте задокументирован шликерный формирователь, в котором бетон заливается и уплотняется в три слоя. Позже другие компании (Spiroll Corp Ltd, SpanDeck inc., VBI Development, Elematic Oy AB,…) также будут ссылаться на этот патент в своих патентных заявках.
Компания Echo в Бельгии начала в 1963 году производство предварительно напряженных многопустотных плит на машине Roth. После непродолжительного периода экспериментов Echo разработала собственное производственное оборудование. В 1990 году эта деятельность привела к созданию независимой дочерней компании Echo Engineering. Echo Engineering теперь принадлежит Progress Group и называется Echo Precast Engineering.
После непродолжительного периода экспериментов Echo разработала собственное производственное оборудование. В 1990 году эта деятельность привела к созданию независимой дочерней компании Echo Engineering. Echo Engineering теперь принадлежит Progress Group и называется Echo Precast Engineering.
В 1965 г. Дэвид Додд получил патент США на шликерную форму только с одним бункером, в которой весь сляб отливался за один этап [20]. Он описал ее как самоходную шликерную формовочную машину экструзионного типа, подходящую для использования с относительно сухими бетонными смесями.
Другой вариант метода классической скользящей формовочной машины касается формовочной машины Tensyland с одним бункером [21]. Формирователь потока использует только собственный вес бетонной колонны внутри литейной машины в сочетании с вибрацией, необходимой для оседания заполнителей, чтобы бетон проходил через статическую форму.
Опалубочные станки используются для литья многопустотных плит с глубиной, выходящей далеко за рамки стандарта EN 1168. Итальянская компания Nordimpianti специализируется на производстве машин для опалубки с 19-го века.74, выпускает в продажу машины, способные производить элементы высотой 1 метр. Эта категория элементов не является частью данной статьи.
Итальянская компания Nordimpianti специализируется на производстве машин для опалубки с 19-го века.74, выпускает в продажу машины, способные производить элементы высотой 1 метр. Эта категория элементов не является частью данной статьи.
Экструзия
При использовании технологии экструзии бетон с очень низкой посадкой вдавливается с помощью шнеков (шнеков) в формовочную камеру, которая придает бетону требуемое поперечное сечение. Бетон уплотняется вибрацией в сочетании с давлением. Давление шнеков приводит к движению экструдера вперед.
Уже в 1912 году итальянский изобретатель Акилле Гайба представил патент на свою машину для производства непрерывных армированных изделий, в которой формование и уплотнение изделия осуществлялось только за счет давления пластичной бетонной смеси в формовочное отделение, без дополнительной вибрации. [22]. Он явно относится к производству водопроводных труб, но патент не ограничивается только трубами.
Свежий бетон, подаваемый бункером, подталкивался многолопастным пропеллером к отверстию и далее в формовочное отделение. Таким образом, бетон подвергался высокому давлению и заполнял форму без дальнейшей вибрации.
Таким образом, бетон подвергался высокому давлению и заполнял форму без дальнейшей вибрации.
Другое применение уплотнения бетона давлением без вибрации было предложено Джоном Мюрреем в США в 1928 году [23]. Способ и устройство можно использовать для формирования непрерывных трубопроводов, в которых пластичный бетон под давлением вдавливается в форму с поступательным движением. Его изобретение было специально направлено на создание подземных трубопроводов с множеством каналов для прокладки электрических кабелей. 40 лет спустя Гленн Бут из Spiroll Corporation ссылался на этот документ в своем патенте от 1966 [25].
Экструзия с помощью высокочастотных вибраторов
В июле 1961 г. в Канаде Эллису и Торстейнсону был выдан патент на машину для экструзии пустотелых бетонных секций [24]. Патент описывает экструдер. Экструдер был представлен как усовершенствование наиболее часто используемых в то время процессов
, представляющих собой формы с надувными сердечниками.
Метод предусматривает формование бетонных плит с продольным сердечником на выдвижном поддоне путем продавливания бетонного желоба через формующую секцию с помощью шнека. Бетон уплотняется с помощью вибратора в верхней части опалубочной секции.
Примерно в то же время другая канадская компания Dy-Core также разработала экструзионную машину.
В своем патенте 1965 г. [25] Глен Бут, Spiroll Corporation Canada, подает заявку на несколько усовершенствований устройств, описанных в патенте 1961 г. [24]. В частности, речь идет о включении в каждый шнек отдельного вибрационного узла, что улучшает характеристики текучести бетона при формовании изделия, снижает кавитацию и обеспечивает гладкую непрерывную наружную поверхность формируемого изделия. Другим усовершенствованием стало введение нового защитного узла, который частично окружает нижний сегмент каждого из узлов шнека на части его длины, способствуя, таким образом, формированию стенок продукта, в частности верхней и боковой стенок.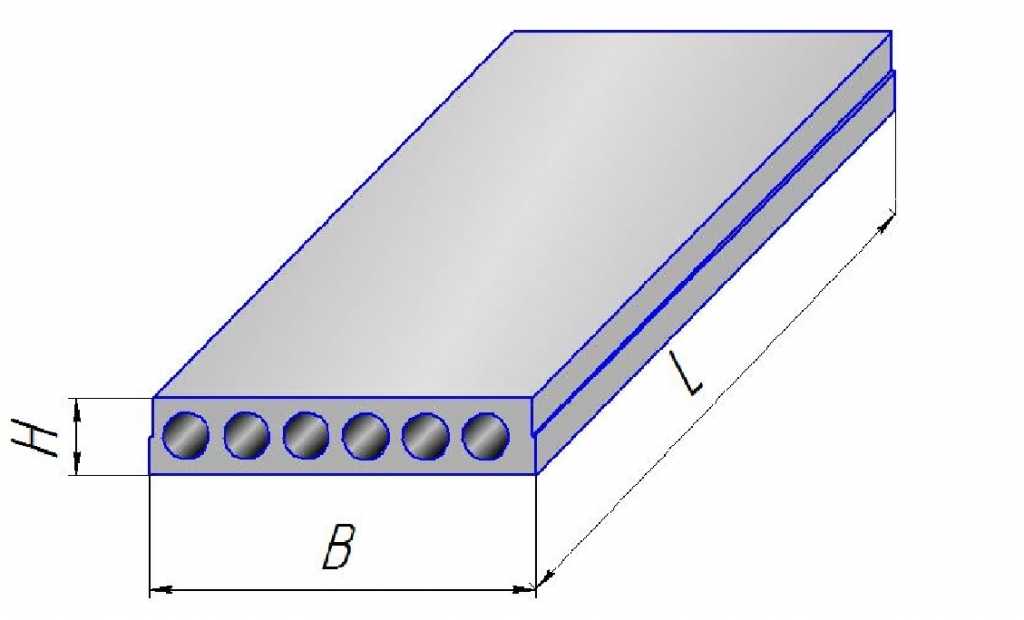
Первые экструдированные блоки имели толщину 200 и 265 мм и ширину 1200 мм. Ядра были круглыми, а плиты были из обычного бетона с плотностью примерно до 2500 кг/м³ и кубической прочностью на сжатие до 60 Н/мм².
Некоторые производители сборных железобетонных изделий также использовали конструкционный легкий бетон для предварительно напряженного пустотного сердечника. В Бельгии около половины продукции Ergon приходится на легкий бетон плотностью 1800 кг/м³ и прочностью на сжатие 45 Н/мм². В Италии компания Vibrosud работала также с легким бетоном плотностью 1800 кг/м³ и кубической прочностью бетона до 50 Н/мм².
Первоначально машины Spiroll продавались на основе эксклюзивности регионального производства, при которой необходимо было платить ежегодную плату за квадратный метр произведенной плиты.
В 1969 году частная строительная компания TTV разработала версию экструзионных машин Variax для производства преднапряженных пустотелых элементов в Финляндии. После нескольких слияний и поглощений компания Elematic Engineering Ltd стала мировым лидером финского рынка в области маркетинга и разработки технологии Variax. Позже в Финляндии были основаны другие компании по производству экструзионных машин.
Позже в Финляндии были основаны другие компании по производству экструзионных машин.
В конце 1960-х годов экструдированные многопустотные плиты были представлены на шведском рынке, а в последующие десятилетия за ними последовали несколько европейских производителей, например. в Финляндии, Норвегии, Дании, Бельгии, Голландии, Франции, Италии, Испании и др. В 1984 году Elematic приобрела компанию Dy-Core, а в 1996 году компанию Roth.
Экструзия со сдвиговым уплотнением
шумный (85 дБ в непосредственной близости от машины). В 1984 году компания Elematic разработала так называемый метод уплотнения сдвигом, при котором вместо использования высокочастотных вибраторов внутри шнеков бетон уплотняется трамбовочным движением шнеков и боковых опалубок. Машины работают значительно тише и производят хороший профиль продукта. На рис. 14 показаны типы поперечных сечений преднапряженных многопустотных плит, использовавшихся в Швеции в 1984.
Заключение
Перекрытия из сборных многопустотных плит интенсивно используются во многих странах. Они предлагают значительные возможности для новых требований в области строительства зданий будущего: эффективность конструкции, длинные пролеты до 20 м в сочетании с меньшей глубиной застройки, сокращение использования материалов, энергии и отходов при производстве, полуавтоматическое производство и т. д.
Они предлагают значительные возможности для новых требований в области строительства зданий будущего: эффективность конструкции, длинные пролеты до 20 м в сочетании с меньшей глубиной застройки, сокращение использования материалов, энергии и отходов при производстве, полуавтоматическое производство и т. д.
Задачами строительного сектора в высокоиндустриальных странах Западной Европы на ближайшие десятилетия будут нехватка рабочей силы и сырья, экономия энергии как для производства, так и для обогрева/охлаждения зданий, структурная эффективность и экологичность. строительства. Конкуренция и социальная среда заставляют отрасль постоянно стремиться к повышению эффективности и условий труда за счет разработки и инноваций продуктов, систем и процессов. В этом контексте очень хорошо подходит сборный пустотелый сердечник. Ожидается, что система будет развиваться дальше в более сложных объединениях строительных технологий и приложений в проектах гражданского строительства.
Об этой статье
Арнольд Ван Акер (1936-2019) посвятил свою карьеру в основном исследованиям и разработке сборных железобетонных изделий и конструкций.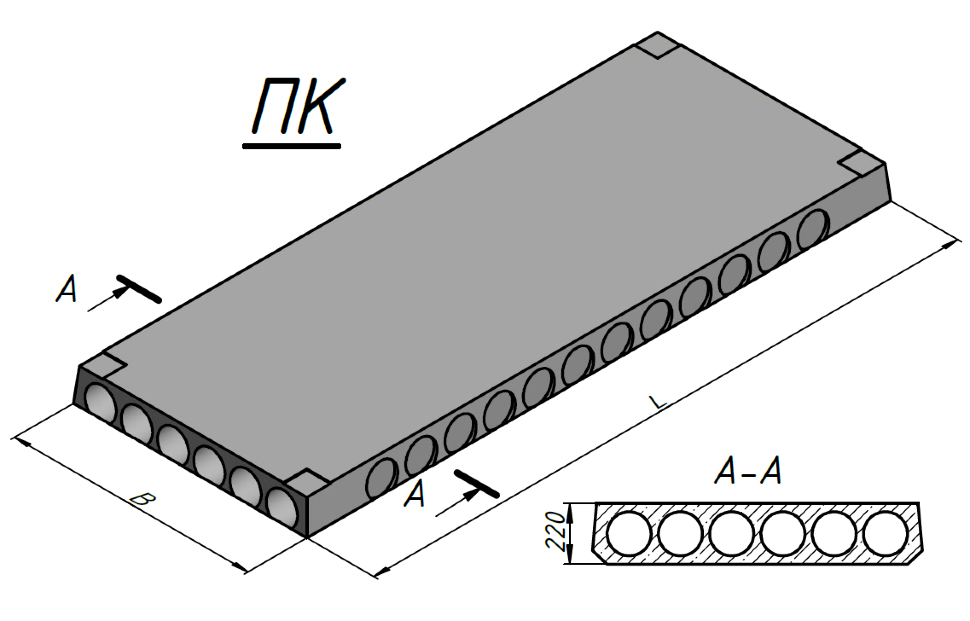 Он был страстным пропагандистом сборного железобетона. Арнольд уделял много внимания распространению знаний и был высоко оценен спикером на ICCX. Он также написал много статей в CPI. Одна статья осталась незаконченной на его столе, когда он скончался в 2019 году: история пустотелых заполнителей. Арнольд написал эту статью в продолжение патентного исследования Стефа Мааса. Последний теперь закончил статью, не касаясь первоначальной структуры и содержания.
Он был страстным пропагандистом сборного железобетона. Арнольд уделял много внимания распространению знаний и был высоко оценен спикером на ICCX. Он также написал много статей в CPI. Одна статья осталась незаконченной на его столе, когда он скончался в 2019 году: история пустотелых заполнителей. Арнольд написал эту статью в продолжение патентного исследования Стефа Мааса. Последний теперь закончил статью, не касаясь первоначальной структуры и содержания.
История сборных полов
Эта статья не претендует на то, чтобы быть исчерпывающей, но она является прекрасным началом для возможной серии статей, которые также включают другой опыт людей, работающих в индустрии напольных покрытий. Если у вас есть дополнительная информация (патенты, статьи, фотографии, интервью и т. д.) о сборных перекрытиях (пустотные, балочно-блочные, полупанельные) и производственном оборудовании, не стесняйтесь присылать их по адресу [email protected] или [email protected].
Каталожные номера
[1] Сборные железобетонные изделия – многопустотные плиты, NBN EN 1168:2005 + A3:2011, 2011
[2] Б. Делла Белла, «Инновационная технология сборных железобетонных конструкций для проходки туннелей с предварительно напряженными сборными железобетонными плитами», Архив CPI, нет. 5, pp. 176-180, 2017
Делла Белла, «Инновационная технология сборных железобетонных конструкций для проходки туннелей с предварительно напряженными сборными железобетонными плитами», Архив CPI, нет. 5, pp. 176-180, 2017
[3] W. Siegler [Германия], «Plafond en ciment armé sans enduit», патент Франции FR365548A, 10 сентября 1906 г.
[4] A. Martens [Бельгия], « Планшет, пуховик и плафоны в бетонной арме, площади без фасадов», патент Франции FR468929A, 20, 19 июля.14
[5] Молотилофф Н. [Россия], «Разъемное железобетонное перекрытие», патент Великобритании GB191513497A, 13 апреля 1916 г.
[6] Мойс С. [Бельгия], «Улучшения в железобетонных балках, перекрытиях, Стены и тому подобное», патент Великобритании GB120394A, 2 октября 1919 г.
[7] F.C.C. Rings [GB], «Улучшения перекрытий из железобетонных балок», патент Великобритании GB156973A, 20 января 1921 г.
[8] E. Chaumeny [Франция], «Plancher en ciment armé», патент Франции FR618750A, 18 марта , 1927
[9] Société Des Applications Mécaniques Du Ciment Armé, «Poutres en béton armé et dispositif d’assemblage de ces poutres entre elles pour бывшего монолитного ансамбля», патент Франции FR619622A, 6 апреля 1927 г.
[10] J. Heyneman [Бельгия], «Plancher en béton armé», патент Франции FR681074A, 9 мая 1930 г.
[11] W. Cobi [США], «Складной сердечник», патент США US2170188A, 22 августа 1939 г.
[12] C. Летбридж [Ирландия], «Усовершенствования конструкции железобетонных элементов перекрытий, балок и т. п.», патент Великобритании GB521785A, 30 мая 19 г.40
[13] A. Durant [Франция], «Planchers pour bâtiments et leurs procédés de réalisation», патент Франции FR1005129A, 20 марта 1952 г.
[14] W. Schäfer [Германия], «Vorrichtung zum Herstellen von Betonplatten aller Art», патент Германии DE581572C, 16 сентября 1933 г.
[15] W. Schäfer [Германия], «Plattendecke aus großformatigen Hohlplatten», патент Германии DE813198C, 10 сентября 1951 г.
[16] Wacker Gebrüder [Германия], « Verfahren und Vorrichtung zur Herstellung von Formstücken aus Beton und ähnlichen Massen», патент Германии DE859724C, 15 декабря 1952 г.
[17] М. Гесснер [Германия], «Verdichtungsgerät zum Herstellen von vorgespannten Trägern oder Bauelementen aus Stahlbeton», патент Германии DE1008180B, 9 мая 1957 г.
[18] H. Geiger [Германия], «Gleitschalung zum Herstellen von Betonträgern mit vorgespannten Stahldrähten», патент Германии DE1084186B, 23 июня 1960 г.
[19] W. Roth [Германия], «Машина для производства бетона», патент США US3177552A, 13 апреля 1965 г.
[20]. ] Д. Х. Додд [США], «Устройство и процесс для формования трубопроводов: способ формования бетонных изделий и машина для формования шликерных форм для них», патент США US3200177A, 10, 19 августа.65
[21] Prensoland sa, «100 000 м² многопустотных плит, изготовленных с помощью проточных формовочных машин», Архив CPI, №. 3, pp. 236-237, 2017
[22] A. Gaiba [Италия], «Machine pour construire des corps longs, tels que tuyaux, poteaux, etc., en materiaux à l’état pâteux, et pour les armer avec des fils métalliques», патент Франции FR449553A, 3 марта 1913 г.
[23] J. Murray [США], «Устройство и процесс для формования труб», патент США US1887244A, 8 ноября 1932 г.
[24] F.G. Эллис, М.А. Торстейнсон, «Машина для экструзии пустотелых бетонных профилей», патент Канады CA623476A, 11, 19 июля.