Содержание
Подготовка бетонной поверхности: Часть 3
Достаточно шероховатое
Когда бетон является прочным и без загрязняющих веществ, все, что остается, — обеспечить надлежащую шероховатость поверхность, но до какой степени? Поверхность бетона, подвергнувшаяся абразивоструйной обработке, слишком шероховата, чтобы ее можно было измерить с помощью ленты и количественно в микронах или мил.
Наиболее эффективным калибровочным инструментом для определения профилей бетонной поверхности является компараторная стружка из формованной резины, доступная в Международном институте по вопросам ремонта бетонных конструкций Эти образцы воспроизводят десять степеней шероховатости поверхностии предназначены для прямого визуального и тактильного сравнения с исследуемой бетонной поверхностью.
Окончательное текстовое описание для десяти степеней отсутствует: компаратор является стандартом. Тем не менее, ICRI сообщает нам , насколько профиль поверхности достаточен для различных типов покрытий и внешних слоев:
ICRI также указывает , какие методы подготовки поверхности могут быть использованы для отображения указанного профиля бетонной поверхности.
Абразивоструйная обработка является одним из наиболее универсальных методов, охватывающих широкий спектр профилей поверхности, от CSP 2 до 7. В отличие от многих перечисленных методов, абразивоструйная обработка может применяться как на вертикальных, так и на верхних поверхностях. Тем не менее, с ее помощью невозможно эффективно удалять бетон на глубину, достижимую с помощью таких высокорезультативных механических методов, как грубая околка, несмотря на то, что абразивоструйная обработка играет важную роль в устранении микротрещин, образующихся в результате применения этих методов. Давайте изучим варианты и рассмотрим их в действии.
Ключевые выводы
Так как же узнать, когда вы добились надлежащего профиля бетонной поверхности? Резиновые компараторы ICRI – самый надежный метод, но при этом он все равно оставляет много пространства для интерпретации.
Лучшей практикой для получения четко определенного профиля целевой поверхности является создание стандарта работы. Работая с другими заинтересованными сторонами, разработайте профиль поверхности, близкий к указанному CSP, как обозначено компаратором. Когда все соглашаются со стандартом работы, это становится эталоном абразивоструйной обработки.
Работая с другими заинтересованными сторонами, разработайте профиль поверхности, близкий к указанному CSP, как обозначено компаратором. Когда все соглашаются со стандартом работы, это становится эталоном абразивоструйной обработки.
Конечным показателем надлежащим образом подготовленной поверхности является прочность связи, которую можно протестировать методом отсоединения. К готовой поверхности прикрепляется стальной диск, и бетон забивается по периметру, так что усилие, действующее вверх, действует только на участок, находящийся непосредственно под диском. Давление прилагается к диску с помощью тестера адгезии до тех пор, пока диск не отсоединится. Если образец отсоединяется в подготовленной плоскости поверхности, то связь является самым слабым местом в системе, что указывает на проблему подготовки поверхности. Когда связь сохраняется, но бетон разрушается при менее чем 10 % ожидаемой прочности бетона на сжатие, это является хорошим показателем того, что бетон все еще не прочен.
Предел прочности при растяжении по сравнению с пределом прочности при сжатии
Предел прочности при сжатии является мерой устойчивости материала к дроблению.
Предел прочности при растяжении является мерой сопротивления материала растяжению.
Они взаимосвязаны, но не прямо пропорциональны. Предел прочности при растяжении бетона примерно равен 10–15 % от предела прочности при сжатии.
Рекомендуемые ресурсы
Комплект спецификаций бетона ICRI 310. Сюда входит руководство по спецификации, в котором описывается схема CSP, а также компаратор с 10 резиновыми щепами. Если вы планируете осуществлять абразивоструйную обработку бетона, вы должны владеть этим методом.
Передовые методы подготовки бетонных поверхностей перед проведением ремонтных работ и наложением внешних слоев. Это отличный экспертный анализ, прошедший проверку специалистами отрасли, проведенный Бюро мелиорации Министерства внутренних дел США.
SSPC SP 13 NACE № 6 Стандарты для подготовки поверхности бетона
Подготовка бетона к нанесению лакокрасочного покрытия: Важные моменты
Бетонные конструкции эстакад дублера Курортного проспекта в Сочи окрашены материалами ВМП
Для долговременной защиты бетона и предания ему определенных декоративных качеств применяются лакокрасочные материалы. Только с помощью краски бетонным конструкциям можно задать определенный цвет и блеск. Благодаря лакокрасочному покрытию бетон прослужит долго и надежно не одно десятилетие.
Только с помощью краски бетонным конструкциям можно задать определенный цвет и блеск. Благодаря лакокрасочному покрытию бетон прослужит долго и надежно не одно десятилетие.
Современные материалы защищают бетон от попадания влаги и агрессивных компонентов и способны прослужить не менее 20 лет. Они предупреждают или существенно замедляют процесс коррозии арматуры и разрушение защитного слоя бетона. Чтобы получить надежное и эстетичное покрытие с высоким сроком службы необходимо не только подобрать качественную краску, но и тщательно подготовить поверхность. Далее подробно рассмотрим основные моменты подготовительных работ.
Условия и сроки для работ по подготовке поверхности
Все работы по подготовке и окраске бетонных и железобетонных конструкций следует выполнять при температуре окружающего воздуха от плюс 5 °С до плюс 40 °С и относительной влажности воздуха до 80 %. Бетон подлежит окраске через 3 суток после снятия опалубки, и не ранее чем через 28 суток после его укладки.
Подготовка нового бетона к окрашиванию
Подготовка поверхностей бетонных и железобетонных конструкций перед нанесением антикоррозионного покрытия включает придание бетону заданной шероховатости, удаление пыли, грязи и технологических загрязнений.
Строительство эстакад дублера Курортного проспекта в Сочи
Бетонная поверхность перед нанесением лакокрасочного защитного покрытия, не должна иметь выступающей арматуры, трещин, выбоин, раковин, наплывов, сколов рёбер, масляных пятен, грязи и пыли. Дефектные места поверхности бетона должны быть отремонтированы. Закладные изделия должны быть жёстко закреплены в бетоне, фартуки закладных изделий установлены заподлицо с защищаемой поверхностью. Опоры металлоконструкций должны быть обетонированы.
С поверхности нового бетона должны быть удалены высолы, цементное молочко и формовочное масло. Для вновь возводимых конструкций не допускается абразивоструйная обработка поверхностей, нарушающая защитный слой бетона, снижающая его толщину и защитные свойства по отношению к стальной арматуре.
Подготовка загрязненных бетонных поверхностей к окраске
Бетонные поверхности, ранее подвергавшиеся воздействию кислых агрессивных сред, должны быть промыты чистой водой, нейтрализованы раствором кальцинированной соды концентрацией от 4 до 5 % и вновь промыты водой. Ранее окрашенные поверхности очистить от пыли, грязи, посторонних включений и отслаивающейся старой краски путём механической очистки со снятием загрязнённого поверхностного слоя бетона толщиной не более 300 мкм.
Для удаления с поверхности бетона технологических загрязнений (высолы, цементное молочко, формовочное масло и другие жировые загрязнения) следует использовать локальную абразивоструйную обработку этих участков с применением в качестве абразива купершлака, никельшлака или другого абразива фракцией 0,5-1,0 мм. Поверхности должна быть придана требуемая шероховатость (класс 3-Ш, допустимые колебания высоты шероховатости от 0,6 до 1,2 мм).
|
|
|
|
Подготовка бетонных поверхностей в труднодоступных местах
В малых объемах допускается ручная обработка бетона стальной щёткой
Обработку поверхности бетона в малых объёмах и в труднодоступных местах допускается проводить механизированным инструментом или вручную. Для проведения работ можно применять:
Для проведения работ можно применять:
Ремонт и устранение крупных дефектов
Устранение дефектных участков (трещины с шириной более 0,5 мм, выступы и наплывы бетона, технологические швы, остатки ремонтных цементно-полимерных смесей и пр.) необходимо выполнять при помощи пневмо-шлифмашинки или пневмоперфоратора. Дефектные участки должны быть отремонтированы с применением ремонтных составов.
Обеспыливание
После очистки и ремонта поверхность необходимо обеспылить обдувом сухим чистым воздухом (группа сжатого воздуха 2 по ГОСТ 9.010), а при необходимости – обезжирить. Поверхность, подготовленная к окрашиванию, должна быть чистой и сухой.
Параметры бетона готового к окраске
Бетонная опора, подготовленная для нанесения ЛКМ
Подготовленная к окраске поверхность должна быть чистой, сухой, свободной от масла, смазки и других загрязняющих примесей. На поверхности должны отсутствовать повреждения и дефекты, выступающая арматура; дефектные места должны быть отремонтированы.
Прочность поверхностного слоя на сжатие должна быть не менее 15 МПа — для бетона и не менее 8 МПа для цементно-песчаного слоя. Для большей наглядности все параметры приведены в таблице:
Требования к подготовленной бетонной поверхности
|
|
|
|
|
|
|
|
|
|
|
|
Если соблюдать все требования к подготовке поверхности и проводить работы грамотно, то бетон прослужит долгие годы, не утратив хорошего вида.
Отдел технического сопровождения ВМП окажет необходимую помощь в выборе систем покрытий для бетона: +7 343 385-66-10, [email protected]
Сервисное подразделение «ВМП-Инжиниринг» выполнит работы по подготовке поверхности и устройству антикоррозионных покрытий: +7 343 247-83-63, [email protected].
Новая отделка поверхности для монолитного формованного бетона
Допустимые ребра опалубки, другие выступы поверхности, пустоты на поверхности и допуски определены в новых спецификациях ACI 301.
10 января 2011 г.
Kim Basham, PhD PE FACI
KB Engineering LLC
Натертая отделка (без жучков) состоит из гладкой натертой, очищенной от цементного раствора натертой или пробковой затирки. Здесь рабочий производит очищенную от раствора отделку без щелей, втирая раствор в пустоты на поверхности.
Три новых вида отделки поверхности монолитного формованного бетона определены в новых спецификациях ACI 301-10 для конструкционного бетона, которые заменяют собой ACI 301-05. Шероховатая и гладкая литая отделка были заменены на Surface Finish-1.0, -2.0 и -3.0 и обозначаются как SF-1.0, SF-2.0 и SF-3.0 в недавно пересмотренной спецификации.
Шероховатая и гладкая литая отделка были заменены на Surface Finish-1.0, -2.0 и -3.0 и обозначаются как SF-1.0, SF-2.0 и SF-3.0 в недавно пересмотренной спецификации.
Отделка поверхности-1.0 (SF-1.0)
- Материал облицовки опалубки не указан
- Заделка пустот шириной более 11/2 дюйма или глубиной 1/2 дюйма
- Удалить выступы больше 1 дюйма
- Отверстия для стяжек не нужно заделывать
- Допуск поверхности, класс D согласно ACI 117
- Макет не требуется
Поверхностная обработка-2.0 (SF-2.0)
- Заделка пустот шириной более 3/4 дюйма или глубиной 1/2 дюйма
- Удалите выступы больше 1/4 дюйма
- Заплаты для стяжек
- Допуск поверхности, класс B, как указано в ACI 117
- Если не указано иное, предоставить макет внешнего вида и текстуры бетонной поверхности
Отделка поверхности-3.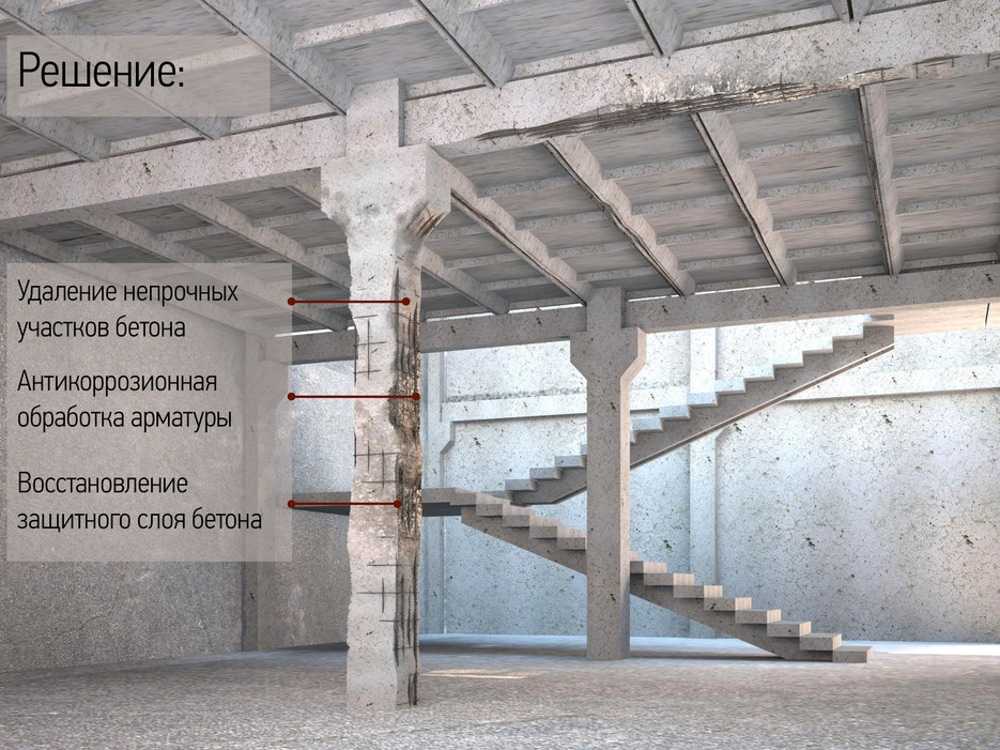 0 (SF-3.0)
0 (SF-3.0)
- Заделка пустот шириной более 3/4 дюйма или глубиной 1/2 дюйма
- Удалите выступы больше 1/8 дюйма
- Заплаты для стяжек
- Допуск поверхности Класс A согласно ACI 117
- Создание макета внешнего вида и текстуры бетонной поверхности
Требования к облицовочным материалам. ACI 301-10 больше не определяет требования к фасонным материалам. Более старая версия, ACI 301-05, не определяла требований к облицовочному материалу для черновой отделки, но содержала особые требования к гладкой отделке, согласно которым облицовочный материал должен был создавать гладкую однородную текстуру на бетоне.
Для отделки с гладкой формой ACI 301-05 не разрешает облицовочные материалы с выступающими волокнами, рваными поверхностями, изношенными краями, вмятинами или другими дефектами, которые могут ухудшить текстуру бетонной поверхности. ACI 301-05 также требовал, чтобы облицовочные материалы располагались упорядоченно и симметрично, и требовал от подрядчика свести количество швов к практическому минимуму. Пересмотренная спецификация требует только, чтобы облицовочные материалы создавали указанный внешний вид и текстуру, как указано для SF-1.0, SF-2.0 и SF-3.0.
Пересмотренная спецификация требует только, чтобы облицовочные материалы создавали указанный внешний вид и текстуру, как указано для SF-1.0, SF-2.0 и SF-3.0.
Поверхностные пустоты. ACI 301-05 требовал ремонта соединительных отверстий и дефектов поверхности, но не определял дефекты поверхности. Это было серьезным недостатком старой спецификации и обычно приводило к дорогостоящим спорам или ремонту для бетонных подрядчиков, особенно когда дефекты поверхности не были определены в проектной документации.
Поскольку ACI 301-10 определяет размер допустимых поверхностных пустот или, более конкретно, указывает, какого размера пустоты должны быть отремонтированы, бетонные подрядчики должны иметь возможность избежать дорогостоящих споров и неожиданного ремонта.
ACI 301-05 не касается щелей или воздушных пустот, которые обычно возникают на формованных поверхностях, как и пересмотренная спецификация ACI 301. Тем не менее, жучки были косвенно устранены путем указания размера поверхностных пустот, которые необходимо отремонтировать. Таким образом, выемки (и другие поверхностные пустоты) допустимы для литой формованной отделки, если только пустоты не превышают указанные допустимые ширину и глубину. Составителям спецификаций следует выбрать шлифованную отделку (т. е. гладкую, затирку или пробковое покрытие), если жучки недопустимы, потому что владелец/архитектор хочет получить архитектурную отделку или окрашенную поверхность.
Таким образом, выемки (и другие поверхностные пустоты) допустимы для литой формованной отделки, если только пустоты не превышают указанные допустимые ширину и глубину. Составителям спецификаций следует выбрать шлифованную отделку (т. е. гладкую, затирку или пробковое покрытие), если жучки недопустимы, потому что владелец/архитектор хочет получить архитектурную отделку или окрашенную поверхность.
Прогнозы. Ребра или другие выступы поверхности, образованные раствором, затекающим в стыки между панелями опалубки или в другие пространства в опалубке, ограничены размером 1 дюйм, 1/4 дюйма и 1/8 дюйма для SF-1.0, SF-2.0 и SF-3.0 . Если выступы превышают эту высоту, ACI 301-10 требует удаления. ACI 301-05 требует, чтобы ребра размером более 1/2 дюйма и 1/8 дюйма были удалены для отделки Rough-Form и Smooth-Form.
Допуски поверхности. ACI 117-06 определяет верхние пределы резких или постепенных неровностей поверхности для литой формованной поверхности. Классы A-D соответствуют условиям воздействия или эстетическим требованиям формируемых поверхностей.
Классы A-D соответствуют условиям воздействия или эстетическим требованиям формируемых поверхностей.
Резкие неровности, такие как смещения формы, измеряются в пределах 1 дюйма от неровности и перпендикулярно поверхности. Для постепенных неровностей зазор между бетонной поверхностью и 5-футовой линейкой измеряется между контактными точками. Поскольку допуски поверхности указаны в ACI 117-06, классы поверхности и соответствующие допуски не изменились в пересмотренной спецификации ACI 301.
| Поверхность класса А | +1/8 дюйма | поверхность, открытая для всеобщего обозрения |
| Поверхность класса B | +1/4 дюйма | поверхность для нанесения штукатурки или штукатурки |
| Поверхность класса C | +1/2 дюйма | общая стандартная открытая поверхность |
| Поверхность класса D | +1 дюйм | минимальное качество, допустима шероховатая поверхность |
Макет. ACI 301-10 требует макетной панели для SF-3.0, чтобы показать внешний вид и текстуру поверхности бетона. Для SF-2.0 также требуется макет, если не указано иное. В дополнение к показу отделки сформированной поверхности макеты обычно устанавливают минимальные критерии приемки для отделки поверхности в исходном состоянии. Поэтому макеты должны отражать качество отделки, которое, вероятно, будет достигнуто во время фактического строительства.
ACI 301-10 требует макетной панели для SF-3.0, чтобы показать внешний вид и текстуру поверхности бетона. Для SF-2.0 также требуется макет, если не указано иное. В дополнение к показу отделки сформированной поверхности макеты обычно устанавливают минимальные критерии приемки для отделки поверхности в исходном состоянии. Поэтому макеты должны отражать качество отделки, которое, вероятно, будет достигнуто во время фактического строительства.
Бетонные подрядчики не должны создавать макеты с использованием новой опалубки, а должны использовать проверенную опалубку, отражающую качество опалубки, которая будет использоваться в проекте. Предвидеть износ опалубки по мере продвижения проекта. Изношенные панели опалубки должны быть включены, чтобы представить отделку поверхности к концу проекта. Подрядчики должны использовать то же средство для снятия опалубки и метод нанесения, методы укладки и укрепления бетона, время снятия опалубки и метод отверждения, как и запланировано для проекта. Эти факторы будут влиять на внешний вид и текстуру отделки поверхности.
Эти факторы будут влиять на внешний вид и текстуру отделки поверхности.
Рассмотрите возможность использования двух разных партий свежезамешанного бетона для заливки макета. Одна загрузка бетона должна иметь наименьшее ожидаемое соотношение воды и вяжущих материалов (в/см), а другая – максимальное в/см, разрешенное проектной документацией. Таким образом, макет покажет любые различия в цвете между сухим и влажным бетоном. Также используйте несколько панелей опалубки, чтобы у макета были швы. Отремонтируйте отверстия для стяжки и отремонтируйте поверхность, чтобы макет действительно представлял отделку, которая будет производиться во время строительства.
Неуказанные литые отделки
Если в контрактных документах не указана конкретная отделка формы, ACI 301-10 требует, чтобы подрядчик использовал SF-1.0 для поверхностей, не подвергающихся воздействию, и SF-2.0 для поверхностей, подвергающихся воздействию вид. Это требование похоже на старую спецификацию ACI 301-05, которая требовала грубой отделки для поверхностей, недоступных для всеобщего обозрения, и гладкой отделки для поверхностей, открытых для всеобщего обозрения.
Поскольку в стандарте ACI 301-05 не было определено понятие «выставлено на всеобщее обозрение», между владельцами/архитекторами и подрядчиками иногда возникали споры после завершения строительства относительно требуемой отделки поверхности для неуказанных литейных отделок. Изменение на «выставленные для просмотра» может упростить критерий, но споры о том, какие поверхности открыты для просмотра, а какие нет, все еще могут возникать. По этой причине подрядчики по бетонным работам должны указывать неуказанную монолитную отделку в тендерных документах, чтобы избежать споров после завершения строительства.
ACI 301-10 Спецификации конструкционного бетона теперь доступен в печатном виде или в загружаемом формате PDF из Американского института бетона, www.concrete.org.
Формованная отделка поверхности в ACI 301-10
- Подходящая отделка образца
- Литые отделки
- SF-1.0
- СФ-2.0
- СФ-3.0
- Потертость
- Потертость
- Шлифованная отделка, очищенная от затирки
- Пробковое покрытие
- Неуказанные литые отделочные материалы
- SF-1.
 0 для поверхностей, не выставленных напоказ
0 для поверхностей, не выставленных напоказ - SF-2.0 для открытых поверхностей
- SF-1.
- Архитектурная отделка
 0 для поверхностей, не выставленных напоказ
0 для поверхностей, не выставленных напоказЧто входит в ACI 301-10?
В новых спецификациях ACI 301-10 для конструкционного бетона излагаются требования к чистоте поверхности-1.0, -2.0 и -3.0, а также к неуказанной отделке литого бетона. По существу, требования к трем другим видам отделки формованной поверхности (соответствующая отделка образца, отделка с протертой поверхностью и отделка архитектурного типа) не изменились в пересмотренной спецификации. Вот обзор этих спецификаций.
Отделка, соответствующая образцу. Обработка поверхности должна соответствовать образцу панели, предоставленному подрядчику. Подрядчик должен воспроизвести макет образца отделки на площади не менее 100 квадратных футов.
Натертая отделка
- Гладкая натертая — Не позднее, чем на следующий день после снятия опалубки, увлажните поверхность и протрите ее абразивным материалом, таким как карборундовый кирпич, до получения однородного цвета и текстуры. Если из самого бетона можно извлечь недостаточное количество пасты, используйте раствор на основе цементных материалов, изготовленный из того же источника, что и бетон.
- Grout-Cleaned — После удаления всей опалубки увлажните поверхность и нанесите цементный раствор, состоящий из 1 объемной части портландцемента и 1½ части песка. Смешайте до консистенции густой краски и втирайте раствор в пустоты и удаляйте излишки раствора.
- Cork-Floated — Удалите шпалы, заусенцы и ребра, смочите поверхность и нанесите затвердевший раствор, состоящий из равных частей портландцемента и песка. Вдавите затирку в пустоты и выполните окончательную отделку пробковой теркой вращательными движениями.
 Если из самого бетона можно извлечь недостаточное количество пасты, используйте раствор на основе цементных материалов, изготовленный из того же источника, что и бетон.
Если из самого бетона можно извлечь недостаточное количество пасты, используйте раствор на основе цементных материалов, изготовленный из того же источника, что и бетон.
Архитектурная отделка. Производство специальной архитектурной отделки, включая специальные текстурированные и открытые заполнители.
Планирование укладки массивного бетона для радиационного контроля
Стена сдвига Успех
7 советов по успешной вертикальной укладке бетона
Как Оценка прочности бетона на месте
Ключевая технология HAMM
Зачем ждать, чтобы построить стены на фундаменте?
Как отбить железобетон при сверлении с помощью молотковых коронок Diablo
Получите консольную ступеньку, за один шаг — консольную ступеньку
Исследование архитектурного формообразования
Morley Construction столкнулась с жестким графиком и сложным архитектурным бетоном. формирование требований к новой Центральной библиотеке Сан-Диего, которая была спроектирована Робом Куигли и которой суждено было стать культовой фигурой на горизонте города.
формирование требований к новой Центральной библиотеке Сан-Диего, которая была спроектирована Робом Куигли и которой суждено было стать культовой фигурой на горизонте города.
Очистите рабочие площадки от пыли
Бетонная пыль от распиловки и сверления может представлять опасность, но только если вы позволите ей это сделать.
HAMM Technology is Key
Хотите получить максимальную отдачу от своих катков? В катках HAMM используются инновационные машинные технологии и цифровые решения, которые помогут вам конкурировать.
Doka сотрудничает с подрядчиками на выставке CONEXPO 2023
Компания Doka объявила о своих последних новостях на выставке CONEXPO 2023: посетители смогут лично ознакомиться с опалубкой для стен и перекрытий, безопасностью, строительными лесами и цифровыми услугами, которые помогут подрядчикам найти успешные решения. Стенд D2001
Эволюция подрядчика по заливке стен
Рич Кубица, владелец компании K-Wall Poured Walls, LLC всю свою жизнь посвятил производству бетонных фундаментов и стен. Как и большинство футуристов, способных предвидеть радикальные идеи, он решил, что пришло время добавить к своим предложениям сборные стены.
Как и большинство футуристов, способных предвидеть радикальные идеи, он решил, что пришло время добавить к своим предложениям сборные стены.
Hilti размещает 30 новых аккумуляторных инструментов на аккумуляторной платформе
Более 30 аккумуляторных инструментов будут добавлены к аккумуляторной платформе Nuron.
Стяжки из стеклопластика
Композитные стяжки для опалубки являются экономичным решением для опалубки.
Встать на новую ногу
Новые системы формования задают тренд в индустрии фундаментов.
HAMM Technology is Key
Хотите получить максимальную отдачу от своих катков? В катках HAMM используются инновационные машинные технологии и цифровые решения, которые помогут вам конкурировать.
Система пластиковой опалубки для бетона K-Form теперь доступна в США через Omnis Panels с панелями Omnis.
7 фактов о самоподъемных бетоноформовочных системах
Обладая удивительной способностью формировать бетонное ядро здания независимо от крана, самоподъемная система уже много лет помогает бетонным подрядчикам в высотном строительстве. С PERI ACS-400
С PERI ACS-400
7 вещей, которые вы не знали о самоподъемных системах
Краткий список интересного о самоподъемных/независимых от крана опалубочных системах с PERI ACS-400.
Стальная модульная опалубка для бетона
Полиэтиленовые бетонные формы PolyMeta высокой плотности
Как отбивать армированный бетон при сверлении сверлом Diablo Hammer
Производительность снижается при ударе по арматуре при бурении. С перфораторами Rebar Demon вы можете сверлить до 7 раз дольше в армированном бетоне и оставаться эффективным!
Когда это важно и что это значит?
Кеннет Харрис
Кеннет Харрис
Руководитель отдела продаж Sigma DG Corporation
Опубликовано 24 августа 2016 г.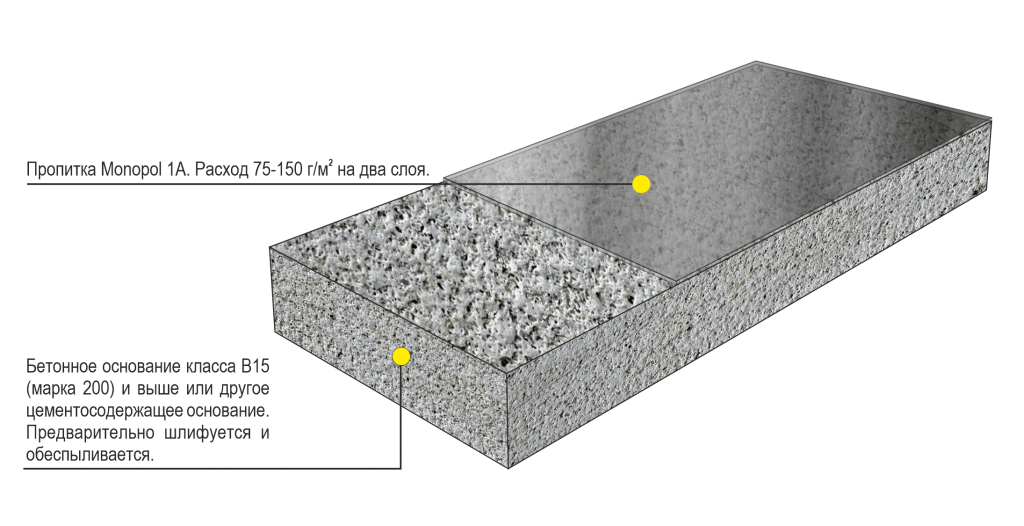
+ Подписаться
В этой статье мы обсудим, что такое спецификация отделки бетона. Что они имеют в виду? Где они используются? Прежде всего, почему они важны? Как и в других моих статьях, я направляю это специально для бетонной промышленности, поэтому я не буду обсуждать различные верхние отделки бетонных плит (например, затирочный шпатель, открытый).
В недавнем проекте по поставке опалубки из сборных железобетонных блоков для новой вспомогательной системы водоснабжения на реке Колумбия у меня была возможность работать с молодым инженером-проектировщиком, всего пару лет назад окончившим колледж. (Каждый раз, когда вы работаете над проектом армейского инженерного корпуса, требования к отделке бетона являются ключевым первым пунктом, который нужно понять. Честно говоря, они начали указывать отделку «высокая скорость» без определения, пока один из их собственных оценщиков затрат не поставил инженеров в тупик. полная комната подрядчиков на прогулке перед началом работы 4-5 лет спустя. ) Мой молодой друг-инженер выплюнул число 1/8″. В моей голове сработала тревога. прорези стальных ворот, которые были отлиты в сборные секции, и разделили их на общую высоту, а затем использовали это как спецификацию для блоков (упрощено, если общий допуск прорези ворот был 1/2 дюйма, и у нас было 4 сегмента заливка каждого сегмента может быть отклонена до 1/8 дюйма. Это не спецификация отделки бетона, это спецификация, предписывающая окончательный осмотр или контрольные точки согласованных монолитных бетонных блоков.
) Мой молодой друг-инженер выплюнул число 1/8″. В моей голове сработала тревога. прорези стальных ворот, которые были отлиты в сборные секции, и разделили их на общую высоту, а затем использовали это как спецификацию для блоков (упрощено, если общий допуск прорези ворот был 1/2 дюйма, и у нас было 4 сегмента заливка каждого сегмента может быть отклонена до 1/8 дюйма. Это не спецификация отделки бетона, это спецификация, предписывающая окончательный осмотр или контрольные точки согласованных монолитных бетонных блоков.
Так что же такое определение отделки бетона и что это такое с точки зрения непрофессионала, которую мы все можем понять?
ACI пренебрегает финишной отделкой — Текстура бетонной поверхности после выполнения операций консолидации и отделки.
Это определение, очевидно, относится к отделке верхней части плиты, однако в вертикальном бетоне обычно понимается как деформация, залитая в готовую бетонную поверхность. Существует два типа деформации: Первый — это очевидные смещения между стыками материала лицевой стороны. Обычно они называются смещениями и обычно ограничены максимумом 1/8–1/4 дюйма. Обычно они находятся под контролем полевой бригады, собирающей материал, а не фактического разработчика формовочной системы. Второй тип деформации мы обычно обсуждаем при проектировании/выборе опалубки. Это отклонение или, точнее, допустимое отклонение. Прогиб определяется ACI как перемещение точки на конструкции или элементе конструкции, обычно измеряемое как линейное смещение или как последовательное смещение поперек базовой линии или оси.
Обычно они называются смещениями и обычно ограничены максимумом 1/8–1/4 дюйма. Обычно они находятся под контролем полевой бригады, собирающей материал, а не фактического разработчика формовочной системы. Второй тип деформации мы обычно обсуждаем при проектировании/выборе опалубки. Это отклонение или, точнее, допустимое отклонение. Прогиб определяется ACI как перемещение точки на конструкции или элементе конструкции, обычно измеряемое как линейное смещение или как последовательное смещение поперек базовой линии или оси.
Итак, откуда такая путаница и почему нас это волнует? Проще говоря, финиши, аналогичные этим контрольным точкам, обычно указываются в полном отклонении, допустимом на расстоянии. Они измеряются путем поднесения поверочной линейки к стене и последующего измерения наибольшего смещения.
ACI 347-04 включает следующие пределы неправильности:
Класс A: 1/8″ допустимо для 5′ Класс B: 1/4″ допустимо для 5′
Класс C: 1/2″ допустимо для 5′ Класс D: допустимо 1 дюйм в 5 футах
Альтернативные термины отделки включают: Архитектурная отделка, которая обычно относится к отделке класса А. Высокая скорость, которая была окончательно определена как «лучше, чем архитектурная, и нас попросили измерить, используя параметры, как общие неровности 1/8 дюйма в 6 футов». В качестве литой отделки следует упомянуть и здесь. Это не поддающееся измерению определение, но оно определяет конкретную текстуру бетонной поверхности. Они не допускают каких-либо дополнительных шлифовок или, если строго соблюдаются, каких-либо дополнительных исправлений.
Высокая скорость, которая была окончательно определена как «лучше, чем архитектурная, и нас попросили измерить, используя параметры, как общие неровности 1/8 дюйма в 6 футов». В качестве литой отделки следует упомянуть и здесь. Это не поддающееся измерению определение, но оно определяет конкретную текстуру бетонной поверхности. Они не допускают каких-либо дополнительных шлифовок или, если строго соблюдаются, каких-либо дополнительных исправлений.
Итак, где они используются и насколько важно их понимать?
Отделка класса А является общей для открытых стен, где отделка имеет решающее значение для внешнего вида, однако более широко определенная область, где вы обычно видите требования к отделке класса А, находится в зоне очистки сточных вод. Не для внешнего вида, а для удобства. Любое смещение — это точка, в которой материя может зацепиться и накопиться. Это увеличивает потребность в остановах для надлежащего обслуживания объектов, которые ежегодно обходятся муниципалитетам. В течение многих лет говорили, что стальные формы использовались в 4-5 раз дороже, чем другие системы, чтобы построить самый совершенный бетон, который 99,9% людей никогда не увидят.
В течение многих лет говорили, что стальные формы использовались в 4-5 раз дороже, чем другие системы, чтобы построить самый совершенный бетон, который 99,9% людей никогда не увидят.
Бетон класса B — это, как правило, то, что мы видим внутри сердцевин лифтов. Бетон должен соответствовать спецификациям, чтобы можно было установить лифтовые рельсы, и они в целом соответствуют спецификациям. При необходимости может произойти небольшая шлифовка / регулировка шимминга, но общий внешний вид не имеет большого значения.
Бетон класса C чаще всего используется для фундаментов и других заглубленных бетонных элементов.
Класс D — это то, что я видел в массовых фундаментах на больших основаниях плотин или оголовках свай мостов.
Высокоскоростная отделка начала появляться на поверхностях водных каналов несколько лет назад. Бюро исследований и развития мелиорации описало потребность в HVC в своей статье о ремонте очень тонкого бетона в водосливных туннелях в 2008 году. плоские, чтобы предотвратить повреждение в результате кавитации.Если не существует очень гладких бетонных поверхностей, бетонные поверхности могут быстро испортиться в результате сильного разрушительного воздействия кавитации, которая может возникнуть в высоконапорных и высокоскоростных потоках. »
плоские, чтобы предотвратить повреждение в результате кавитации.Если не существует очень гладких бетонных поверхностей, бетонные поверхности могут быстро испортиться в результате сильного разрушительного воздействия кавитации, которая может возникнуть в высоконапорных и высокоскоростных потоках. »
As Литые отделки требуют высочайшего качества форм и осторожности в полевых условиях. Это не поддающееся измерению определение, однако оно предназначено для использования с одним из следующих терминов или, возможно, ни с одним из приведенных выше терминов. Недавний проект в Игле, штат Айдахо, требовал литой отделки, однако вся формирующая поверхность была сделана из необработанного кедра, расположенного в горизонтальном порядке. Как правило, при использовании лайнера стандартные описания классов A-D невозможны. Однако очень важно, чтобы отделка не требовала шлифовки или исправления. Как вы обтачиваете грубый срез кедра? Эти поверхности с подкладкой также очень часто пигментированы, что создает еще одну проблему при попытке идеально подобрать концентрацию пигмента, если необходимо исправление.
Что это значит для вас в процессе проектирования, в оценке проекта, прежде всего в процессе выбора формы и, наконец, в полевых условиях во время строительства?
Для отделки класса A обычно требуется система формирования стальной поверхности 1/4 дюйма, система стальной поверхности 3/16 дюйма может сделать это, если особое внимание уделяется выбору панелей и начальной сборке системы. Однако не ожидайте, что поставщик будет выбирать эти панели вручную без указания, и в договоре аренды всегда должно быть указано, что они будут соответствовать этим спецификациям. Система формовки древесины, как правило, может удовлетворить это требование, однако будьте готовы доплатить за высококачественную фанеру с химическим покрытием. Исходя из моего опыта, при первоначальном проектировании разработчик системы должен ориентироваться на пропускную способность системы, превышающую 1400 фунтов на квадратный фут, чтобы устранить отклонения, которые я видел в полевых условиях. Преимущество систем с деревянным покрытием заключается в том, что система формирования шпал, как правило, может быть спроектирована так, чтобы оставлять на бетоне равномерный рисунок. Недостатком, однако, является то, что если вы используете циклический материал, вы можете использовать всего 6 раз, прежде чем вам потребуется полностью заменить облицовочный материал формы. Обратите внимание, что поставщик несет ответственность за поставку материала, но ваша команда также должна нести ответственность за сборку материала. В этом уравнении есть две части. по этой причине, если вы оцениваете этот уровень отделки, вы должны увеличить трудозатраты на наращивание на 15-25%. После того, как формы собраны, различия незначительны и не влияют на разборку, однако бригаде необходимо будет предпринять дополнительные шаги, чтобы обеспечить идеальное выравнивание панелей (стальных или фанерных) на лицевых листах во время первоначального наращивания. Однажды я наблюдал, как бригада построила 8000 квадратных футов стены, и суперинтендант настаивал на том, что нет причин строить шаблон, как указано, чтобы соответствовать смещению всех сильных спин. Его команда боролась с системой в течение 3 месяцев, пока ему не позволили вырасти, и новый суперинтендант спросил, почему у них проблемы.
Недостатком, однако, является то, что если вы используете циклический материал, вы можете использовать всего 6 раз, прежде чем вам потребуется полностью заменить облицовочный материал формы. Обратите внимание, что поставщик несет ответственность за поставку материала, но ваша команда также должна нести ответственность за сборку материала. В этом уравнении есть две части. по этой причине, если вы оцениваете этот уровень отделки, вы должны увеличить трудозатраты на наращивание на 15-25%. После того, как формы собраны, различия незначительны и не влияют на разборку, однако бригаде необходимо будет предпринять дополнительные шаги, чтобы обеспечить идеальное выравнивание панелей (стальных или фанерных) на лицевых листах во время первоначального наращивания. Однажды я наблюдал, как бригада построила 8000 квадратных футов стены, и суперинтендант настаивал на том, что нет причин строить шаблон, как указано, чтобы соответствовать смещению всех сильных спин. Его команда боролась с системой в течение 3 месяцев, пока ему не позволили вырасти, и новый суперинтендант спросил, почему у них проблемы. Мы объяснили проблему, они переделали панели и уничтожили остальную часть работы с бригадой примерно на 50% меньше, чем они использовали изначально.
Мы объяснили проблему, они переделали панели и уничтожили остальную часть работы с бригадой примерно на 50% меньше, чем они использовали изначально.
Выбор бетонной системы класса B должен первоначально включать все вышеперечисленные системы в дополнение к менее дорогим стальным фасадным панелям 1/8″ и европейским панельным системам. Как правило, если система используется на месте в течение короткого периода времени (1-3 месяцев) панельные системы дешевле, чем системы деревянных балок, если учесть все факторы, такие как сборка/разборка , арендная плата за сборку/разборку материала, дополнительные расходы на фанеру и, возможно, дополнительные расходы на погрузочно-разгрузочные работы с оборудованием. формовочные системы отлично подходят для производства и просты в использовании, однако у них слишком много проблем со смещением панелей в рамах и выравниванием панелей в стыках для использования в приложениях класса A / архитектурного применения В бетонных приложениях класса B стыки можно быстро отшлифовать. / исправлены там, где это необходимо, и во многих случаях могут быть оставлены литыми.Помните, что здесь важно, чтобы стенки соответствовали общим допускам по толщине и расположению стенок. Внешний вид не имеет относительно большого значения.
/ исправлены там, где это необходимо, и во многих случаях могут быть оставлены литыми.Помните, что здесь важно, чтобы стенки соответствовали общим допускам по толщине и расположению стенок. Внешний вид не имеет относительно большого значения.
Бетонные покрытия классов C и D Я обычно связываю вместе. Их больше не увидят, и в конечном итоге они обычно погребены под землей, но, возможно, в стене или другой конструкции, что делает их не чем иным, как грубой формой для грубой капли бетона. Я видел, как они формируются из бревен для крепления, или часто в приложениях класса D они формируются из земли. Они есть не только в тяжелом строительстве. Если у вас есть дом с опорами, построенными за последние 15 лет, вполне возможно, что у вас есть опоры, которые образуются путем заполнения картонной коробки бетоном. Если они повторяются, то панельная система может быть наиболее рентабельной системой, однако в большинстве случаев это единичные конструкции, а наиболее эффективной системой являются мобильные или встроенные деревянные формы. Буквально сжечь древесину с вашей последней работы, чтобы отлить их, — разумное решение, которое я вижу по крайней мере в половине случаев.
Буквально сжечь древесину с вашей последней работы, чтобы отлить их, — разумное решение, которое я вижу по крайней мере в половине случаев.
Высокоскоростная отделка требует формовочной системы, разработанной с учетом прогибов, указанных инженером-конструктором. Я бы посоветовал любому участнику торгов на начальном этапе обхода / RFI запросить, каким будет стандарт HVF. Я также хотел бы запросить точные места, где это требуется. Очень часто требуется только со стороны воды стенки канала. Вы можете иметь отделку класса A или даже B на внешней поверхности. Наиболее важным является понимание того, что это утилитарное определение. Их не волнует внешний вид. Они заботятся о том, чтобы кавитация воды разорвала их стену на 15 лет раньше, что является гораздо более серьезной проблемой, чем то, как отражения солнца показывают колонны вашего гаража.
В заключение особенно важно понять, что означают эти термины. Первоначально от этапа проектирования до закрытия проекта. Как это повлияет на ваши решения и выбор.