
Содержание
ПН 20 (ГОСТ 8020-2016) по стандарту: ГОСТ 8020-2016
увеличить изображение
Стандарт изготовления изделия: ГОСТ 8020-2016
Плита днища ПН 20 (ГОСТ 8020-2016) — это железобетонный индустриальный элемент колодца, на который опираются нижнее опорное или стеновое кольцо. Плиты эксплуатируются в различных климатических условиях и изготовлены из материалов высочайшего качества, поэтому их можно прокладывать как на сухих, так и на мокрых грунтах. Основными свойствами изделий являются повышенная морозостойкость и водонепроницаемость. Конструкция способна выдерживать высокие нагрузки, не разрушаясь, и поэтому является очень надёжной и гарантирует продолжительный срок службы даже в суровом климате.
Расшифровка маркировки
Маркировка данных конструкций осуществляется по ГОСТ 13015. Каждая произведенная плита подвергается обязательной маркировке, она состоит из цифирных и буквенных значений, которые содержат: наименование и диаметр колодца. На боковой поверхности проставляется несмываемой устойчивой краской темного цвета: марка, дата выпуска, масса и штамп ОТК.
На боковой поверхности проставляется несмываемой устойчивой краской темного цвета: марка, дата выпуска, масса и штамп ОТК.
Расшифровывается маркировка плиты днища ПН 20 (ГОСТ 8020-2016) как:
1. ПН — плита днища, тип конструкции;
2. 20 — диаметр колодца (1000мм).
Материалы и производство
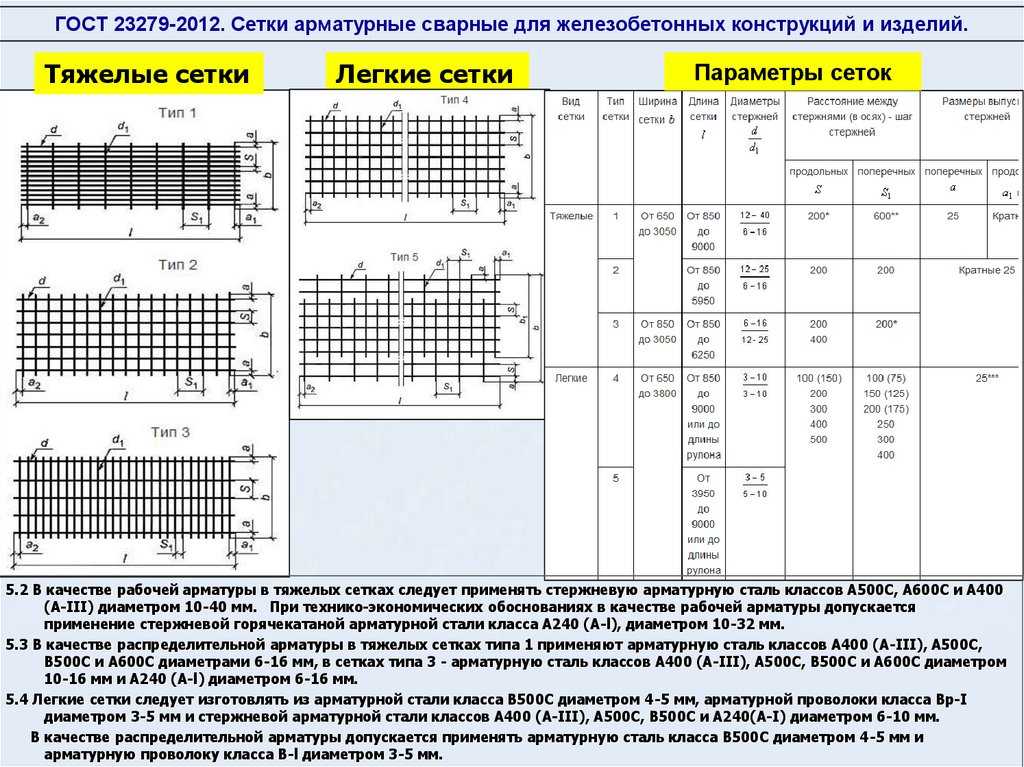
Завод сборного железобетона выпускает плиты днища, он оснащен всем необходимым оборудованием и имеет свою лабораторию, в которой оценивается качество применяемых материалов. При производстве необходимо соблюдать все установленные государственные стандарты. Внешний облик элементов создается в опалубочных формах из тяжелых бетонов марки м25. Марка бетонной смеси указывается в проектных документах по морозостойкости и водонепроницаемости. Класс водонепроницаемости для элементов установлен W4. Морозостойкость бетона плит днищ устанавливается согласно предполагаемому региону строительства (не меньше F100). Прочность изделий достигается за счет армирования сварными сетками. Сварные сетки выполнены из стали А-I, A-III, Вр-I по ГОСТ 6272. Рабочей арматурой принята стержневая горячекатаная сталь класса AI(А240) и AIII(400). Изготовленная арматура закладывается перед бетонированием в опалубочную форму и заливается бетонной смесью. Цикл твердения предусматривает подъем, выдерживание и остывание требуемой температуры. Готовые плиты направляются в отдел технического контроля для прохождения ряда испытаний на жесткость, трещиностойкость и морозостойкость. Качество элементов контролируется на каждом этапе производственного процесса и должно удовлетворять требованиям ГОСТ 13015. Просматривается поверхность деталей на наличие трещин и сколов, сравниваются геометрические формы с рабочими чертежами. Металлическая часть элементов обрабатываются антикоррозийным раствором и направляются заказчику. Отпуск плит происходит только при достижении бетоном отпускной прочности, в зимний период 90%, в летний 75%.
Прочность изделий достигается за счет армирования сварными сетками. Сварные сетки выполнены из стали А-I, A-III, Вр-I по ГОСТ 6272. Рабочей арматурой принята стержневая горячекатаная сталь класса AI(А240) и AIII(400). Изготовленная арматура закладывается перед бетонированием в опалубочную форму и заливается бетонной смесью. Цикл твердения предусматривает подъем, выдерживание и остывание требуемой температуры. Готовые плиты направляются в отдел технического контроля для прохождения ряда испытаний на жесткость, трещиностойкость и морозостойкость. Качество элементов контролируется на каждом этапе производственного процесса и должно удовлетворять требованиям ГОСТ 13015. Просматривается поверхность деталей на наличие трещин и сколов, сравниваются геометрические формы с рабочими чертежами. Металлическая часть элементов обрабатываются антикоррозийным раствором и направляются заказчику. Отпуск плит происходит только при достижении бетоном отпускной прочности, в зимний период 90%, в летний 75%.
Транспортировка и хранение
Хранение элементов происходит в рабочем положении на складских территориях. Сортируют их по типоразмеру, наименованию и другим характеристикам. Между каждой плитой прокладывается подкладка в виде деревянного бруска. Складывать плиты допускается не больше чем в шесть рядов по высоте. При погрузке и разгрузке запрещено перетаскивать детали волоком, сбрасывать и скатывать, а также использовать цепи и трос с узлами, которые могут нанести повреждение конструкции. Транспортируют плиты автомобильным и железнодорожным транспортом, закрепляя и укладывая элементы согласно весу. При перевозке важно обеспечивать устойчивость деталей. Соблюдение всех защитных мер позволит доставить и сохранить конструкцию в пригодном состоянии.
Уважаемые покупатели! Сайт носит информационный характер.
Указанные на сайте информация не являются публичной офертой (ст.435 ГК РФ).
Стоимость и наличие товара просьба уточнять в офисе продаж или по телефону 8 (800) 500-22-52
Железобетон и его виды, преимущества железобетона в строительстве
При возведении зданий в промышленной сфере, жилищно-коммунальном хозяйстве, социальной инфраструктуре используется сборный железобетон. Этот вид строительного материала по внутренней структуре и технико-эксплуатационным показателем не отличается от залитых монолитных конструкций. Отличается лишь способ изготовления изделий — сборные изготовляются на промышленной основе в заводских условиях, а литые — на стройплощадке.
Этот вид строительного материала по внутренней структуре и технико-эксплуатационным показателем не отличается от залитых монолитных конструкций. Отличается лишь способ изготовления изделий — сборные изготовляются на промышленной основе в заводских условиях, а литые — на стройплощадке.
Что такое железобетон
Железобетон это такие комплексные конструкции, образованные из бетона и стальных стержней, работающих совместно, называются железобетонными, а стальные стержни — их арматурой.
Бетон – искусственный камень отличается высокой стойкостью к сжатию, но низкой к растяжению, что объясняет относительную его хрупкость. Металл обладает прекрасной стойкостью к растяжению, но не отличается стойкостью к сжатию. Стальной каркас, залитый бетоном, обладает устойчивостью и к растяжению, и к сжатию.
Виды железобетоны по технологии изготовления
Различают несколько видов изделия, что связано не столько со свойствами, сколько с технологией изготовления.
- Монолитный – железобетон, получаемый непосредственно на строительной площадке – фундамент.
- Сборный железобетон изготавливается на заводской площадке.
- Сборно-монолитный железобетон означает, что часть конструкций производится монолитным способом, а часть – сборным.
В состав стальной арматуры балки, кроме продольных стержней, расположенных в растянутой зоне и воспринимающих нормальные растягивающие усилия, входят поперечные вертикальные стержни, работающие на главные растягивающие напряжения (ближе к опорам), и монтажные стержни. Все стержни в местах пересечений соединяются контактной точечной сваркой, образуя сварной арматурный каркас.
Необходимая площадь сечения продольных и поперечных стержней арматуры определяется расчетом, а способ их объединения в сварные каркасы и количество таких каркасов в сечении балки — удобствами сварки и установки каркасов, удобствами укладки бетонной смеси и другими условиями.
Принципиально важным условием совместной работы арматуры с бетоном в железобетонных конструкциях является их сцепление, которое обеспечивается:
- в арматуре периодического профиля — выступами на поверхности стержней,
- в сварной арматуре — за счет сварных пересечений, в каждом из которых стержень одного направления служит анкером для стержня другого направления, и, кроме того,
- во всех случаях за счет обжатия стержней арматуры бетоном при усадке.

Изготовление
Любой производственный процесс разбивается на несколько стадий. Это приготовление собственно бетонов, монтаж армирующего каркаса, формование изделия, обработка при соответствующей температуре и влажности и, при необходимости, облицовочные работы. Очередность стадий меняется в зависимости от типа изготавливаемой конструкции.
В чем состоит технология изготовления железобетона, монолитного бетона, предварительного напряженного железобетона на заводе, читайте далее.
Технология производства железобетона
Выделяют 3 основных метода изготовления. Из них агрегатно-поточный и конвейерный относят к категории производства в переносных формах, а стендовый – к изготовлению без переносных форм. Новая технология, предполагающая формование всего изделия целиком на прокатном стане, распространена еще недостаточно.
О том, что собой представляет экструзия, как метод для производства железобетона, расскажет следующий видеосюжет:
Агрегатно-поточный способ
Агрегатно-поточный – суть метода в расчленении всего процесса производства на несколько различных операций.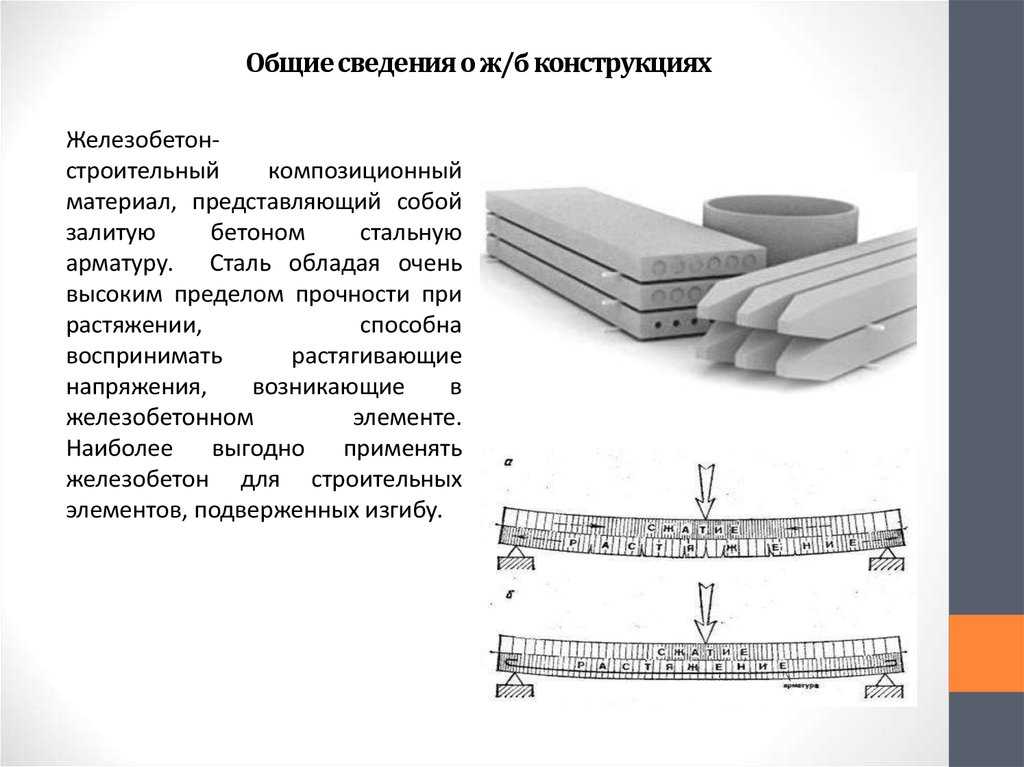 Изделие передвигается от одного агрегата к другому в произвольном порядке, обусловленном их способом изготовления и задерживается на каждом посту – агрегатном узле линии, для совершения операции. Время задержки разное: для смазки формы, например, требуется лишь несколько минут, а для отвердения нужно несколько часов.
Изделие передвигается от одного агрегата к другому в произвольном порядке, обусловленном их способом изготовления и задерживается на каждом посту – агрегатном узле линии, для совершения операции. Время задержки разное: для смазки формы, например, требуется лишь несколько минут, а для отвердения нужно несколько часов.
Безусловное достоинство метода в возможности одновременно изготавливать разнотипные изделия. Каждое из них – свая, блок фундамента, безнапорная и напорная труба и прочее, перемещаются только к тем постам, которые требуются для изготовления, не мешая друг другу.
В общем, схема производства одинаковая: смазывание формы, размещение арматуры – сетки, прутков и балок необходимого диаметра, заливка и отвердение бетона. Для разных изделий используются разные формы.
Может потребоваться и дополнительное оборудование.
- Так, при изготовлении безнапорных труб необходимы виброплощадки для уплотнения бетона в конструкциях.
- И для производства напорных – специальные установки для осуществления спирально-поперечного армирования.
/d8b8ed5037a16ad.s.siteapi.org/img/9c7709e61c862f248f3ee2e0809c7d79ee4754cf.png)
Конвейерный метод
Здесь используются те же самые операции, но перемещение изделий по линии строго регламентировано. Последовательность четко соблюдается, а скорость подачи зависит от времени операции. Конвейерный метод требует полной синхронизации, здесь без комплексной механизации каждого этапа обойтись нельзя.
Как правило, параллельно линии формирования – то есть, смазка формы, укладка арматуры и заливка бетоном, организуют линию термовлажностной обработки. Изделие двигается в обратном направлении, проходя через специальные камеры, значительно ускоряющие процесс отвердения бетона.
Очевидно, что такой метод отличается очень высокой продуктивностью и позволяет в максимальной степени автоматизировать производство. Недостаток его – в специализации: линия рассчитана на изготовление типового изделия. Чаще всего конвейерным методом производят стеновые панели для зданий.
Стендовый способ
Отличительная его черта – неподвижность формы. Изделие не перемещается по линии, наоборот, технологическое оборудование подается к неподвижной форме – стенду. Таким образом с помощью одной, по сути, линии, изготавливаются разнотиповые изделия. Каждая такая форма предназначена для одного или нескольких очень похожих изделий.
Таким образом с помощью одной, по сути, линии, изготавливаются разнотиповые изделия. Каждая такая форма предназначена для одного или нескольких очень похожих изделий.
По типу продукции стенды разделяют на специализированные – для изготовления лестничных маршей, например, или подкрановых балок, и универсальные, в которых производят несколько однотипных моделей. Сами стенды могут быть разборными или стационарными.
Кассетный метод – разновидность стендового, выделяют в отдельную группу. Основой линии служат разъемные металлические стенды разной формы. В них укладывается арматура, заливается бетоном соответствующей марки и оставляется до отвердения. Кассетный метод позволяет организовать изготовление блоков очень большой длины.
Этот метод, как и вышеописанные, позволяет получить сборный и сборно-монолитный железобетон. Изготовление же монолита осуществляется прямо на площадке.
Об оборудовании, различных установках для сверления отверстий в железобетоне, читайте далее.
Оборудование
Оборудование для изготовления железобетонных изделий разделяется на два вида: формы и обслуживающая техника. Непременный участник производства – механизированный транспорт: тележечные конвейеры, перемещающиеся по рельсовым путям.
Технологическая линия в общем виде включает в себя следующие элементы.
- Формовочный агрегат – формы используются металлические, самой разной конфигурации, так как из бетона получают сложные криволинейные конструкции.
- Агрегаты для заготовки арматуры – резка, и натяжения. Последний может быть механическим или с электрически нагревом. Степень натяжения определяется параметрами изделия.
- Формоукладчик – пост, на котором бетонораздатчик укладывает и уплотняет бетонную смесь.
- Виброплощадка для большего уплотнения материала или, наоборот, образования пустот, как, например, при изготовлении многопустотных панелей.
- Камеры твердения – щелевого, ямного или многоярусного типа, для тепловой обработки бетона.
Кроме того, линия может включать ряд других агрегатов, необходимых для производства тех или иных изделий. Например, при изготовлении напорных труб потребуется также установки по изготовлению П-образных скоб, аппарат для их зажима, пост гидропрессования, агрегат для изготовления разделительной полосы и прочее.
Технологические линии разного типа могут комбинироваться. Так, при производстве внутренних панелей более удобным и выгодным оказывается кассетно-конвейерный метод.
О том, как пробурить отверстие в железобетоне, читайте в следующем разделе.
Более подробно об оборудовании для производства железобетона расскажет следующее видео:
Это интересно: Марка бетона В25: характеристики и пропорции
Изгибаемые железобетонные элементы в строительстве:
- жб балки и
- железобетонные плиты,
Плиты отличаются от балок большей шириной и меньшей высотой поперечного сечения.
Изгибаемые железобетонные элементы очень часто делают таврового (Т-образного) и П-образного (ребристого) сечения. Смысл таких конструктивных форм в том, чтобы удалить возможно большую часть бетона растянутой зоны (не учитываемого при расчете прочности), оставив лишь часть, необходимую для размещения продольной и поперечной рабочей арматуры и связи ее со сжатой зоной. При этом уменьшается расход бетона и стоимость элементов и достигается очень большое снижение веса (в 5 раз и более).
Смысл таких конструктивных форм в том, чтобы удалить возможно большую часть бетона растянутой зоны (не учитываемого при расчете прочности), оставив лишь часть, необходимую для размещения продольной и поперечной рабочей арматуры и связи ее со сжатой зоной. При этом уменьшается расход бетона и стоимость элементов и достигается очень большое снижение веса (в 5 раз и более).
Схема работы бетонных блоков при изгибе
Высокая прочность стальной арматуры делает целесообразным использование железобетона также и в сжатых элементах — колоннах, так как наличие в них арматуры дает возможность несколько уменьшить их поперечные размеры (по сравнению с бетонными) и повысить их надежность при случайных эксцентриситетах продольных сил и поперечных нагрузках. Продольные стержни арматуры колонн соединяют (также при помощи сварки) поперечными стержнямй во избежание потери устойчивости, вследствие работы на сжатие.
Раньше в железобетоне применялись в основном бетоны марок 100—200, в настоящее время обычными (для сборного железобетона) становятся марки 400—500. Для некоторых видов железобетонных конструкций, например колонн, работающих в основном на сжатие, целесообразно повышение марки бетона до 900. При этом повышение марок бетона в настоящее время лимитируется в основном недостаточно высокими качествами заполнителей.
Для некоторых видов железобетонных конструкций, например колонн, работающих в основном на сжатие, целесообразно повышение марки бетона до 900. При этом повышение марок бетона в настоящее время лимитируется в основном недостаточно высокими качествами заполнителей.
Варьируя марку бетона и количество арматуры в железобетонном элементе (при сохранении его формы и размеров), можно довольно широко видоизменять его прочность. Это дает возможность в одной и той же форме изготовлять элементы различной несущей способности.
Важными свойствами железобетона являются его огнестойкость и коррозионная стойкость, обусловленные тем, что стальные стержни арматуры укрыты в железобетоне защитным слоем бетона.
Жаростойкий железобетон отличается от обычного особыми свойствами материалов: бетон применяется жаростойкий, арматура только из горячекатаной стали, поскольку холоднотянутая проволока при нагревании теряет наклеп и как следствие свою прочность.
Особенности ЖБИ
Использование железобетонных конструкций сегодня актуально во всех сферах строительства Источник 1beton. info
info
Слово «железобетон» на сегодняшний день стало именем нарицательным, и когда его произносят, не всегда подразумевают строительный материал, но под этим непременно кроется определение какой-либо прочности и незыблемости. И в самом деле, если учитывать качества, которыми обладают монолитные и сборные железобетонные конструкции, такое сравнение не лишено смысла.
Армирование бетона
Армирование бетона позволяет укрепить его структуру, и сделать ее более устойчивой к большим нагрузкам Источник vseoarmature.ru
Создание любых конструкций из железобетона предусматривает армирование стальными прутьями того или иного сечения, о чем упоминается уже в определении самого строительного материала. Для этой цели используется стальная проволока сечением 6 мм, но это чаще всего идет как вспомогательный элемент для общего каркаса. В основном армирование монолитных, сборных и монолитно-сборных конструкций производится стальным прутком диаметром от 10 до 16 мм. При этом используют разную арматуру, то есть, она может быть либо гладкой, либо рифленой (AIII).
Для монолитных и сборных конструкций армирующие каркасы соединяются при помощи вязальной проволоки Источник dom-s-ymom.org
Предварительно напряженный железобетон
Характерной особенностью изгибаемых железобетонных элементов является образование трещин в бетоне растянутой зоны уже при нормальных эксплуатационных условиях, обусловленное малой растяжимостью бетона (относительная предельная деформация εб-пред =0,0001).
Рассмотрим железобетонную балку с арматурой из Ст. 3. При напряжении в растянутой арматуре δ = 1000 кг/см2, т. е. в пределах, допускаемых для Ст. 3 при нормальной эксплуатации, удлинение арматуры на участке длиной 1 м будет равно
В то же время предельное возможное удлинение бетона
Недостаточная растяжимость бетона компенсируется образованием трещин и суммарная ширина раскрытия трещин на длине 1 м равна 0,5—0,1=0,4 мм. Однако при большом количестве трещин ширина каждой из них настолько мала, что наличие их не препятствует нормальной эксплуатации конструкции.
Имея в виду экономию металла, повысим марку стали, приняв Ст. 5 при σ = 2000 кu/см2. При этом на длине 1 м
При той же величине ΔLб.пред суммарная ширина раскрытия трещин на длине 1 м равна 1,0—0,1 =0,9 мм, т. е. возросла более чем в 2 раза. Вследствие неравномерности раскрытия трещин отдельные из них могут получить такое раскрытие, что это сделает недопустимой нормальную эксплуатацию конструкции (хотя даже и такие трещины в неработающем бетоне растянутой зоны практически не сказываются на несущей способности балки в целом).
При арматуре из стали той же марки Ст. 5, но периодического профиля, будет обеспечиваться надежное сцепление бетона с арматурой по всей ее длине, растянутый бетон будет лучше следовать за деформациями арматуры и при той же суммарной ширине раскрытия трещин количество их будет больше, а наибольшая ширина раскрытия меньше (примерно как при арматуре из Ст. 3).
Однако дальнейшее повышение марки арматурной стали из-за большего раскрытия трещин практически невозможно.
Предварительное напряжение железобетона обеспечивает возможность дальнейшего и очень большого повышения напряжений в арматурной стали вплоть до применения высокопрочной проволоки с пределом прочности до 20000 кг/см2 .
Схема экономии преднапряженного бетона
Идея предварительного напряжения заключается в том, чтобы предварительно, т. е. до нагружения балки эксплуатационной нагрузкой, создать сжимающие напряжения в той зоне балки, которая при эксплуатации работает на растяжение. Тогда при нагружении балки эксплуатационной нагрузкой растягивающие напряжения в бетоне появятся лишь после того, как будут погашены предварительные напряжения сжатия. И так как величина усилия предварительного обжатия поддается широкой регулировке, балка может быть запроектирована и выполнена даже так, что в бетоне и при эксплуатационных нагрузках не будет растягивающих напряжений.
Предварительное напряжение железобетонных конструкций осуществляется двумя способами:
- натяжением арматуры на упоры и
- натяжением на бетон.
При натяжении на упоры арматура до укладки бетонной смеси натягивается гидравлическими домкратами до определенного напряжения, не превышающего предела упругости, и закрепляется концами в упорах. После этого укладывают бетонную смесь и арматура остается натянутой на протяжении всего времени твердения бетона. После отвердения бетона концы арматуры освобождают и она, стремясь вернуться к первоначальной длине, обжимает бетон.
При стержневой арматуре из горячекатаной стали периодического профиля используют электротермический вариант этого способа, который отличается от описанного выше тем, что необходимое удлинение стержней достигается без помощи домкратов путем нагревания их пропусканием электрического тока. Нагретые стержни закрепляются в упорах, и при остывании получают необходимое натяжение.
При натяжении на бетон арматура натягивается после отвердения бетона. Для этого при изготовлении конструкции в ней оставляют каналы. После отвердения бетона в каналы заводят стержни горячекатаной арматуры или пряди из высокопрочной проволоки и натягивают их домкратом с передачей реактивных усилий непосредственно на бетон самой конструкции, чем и создается обжатие бетона. По достижении необходимого усилия арматура закрепляется в вытянутом состоянии, домкраты отключаются и в бетоне сохраняется достигнутое при натяжении арматуры предварительное обжатие. Затем канал заполняют (под давлением) цементным раствором.
После отвердения бетона в каналы заводят стержни горячекатаной арматуры или пряди из высокопрочной проволоки и натягивают их домкратом с передачей реактивных усилий непосредственно на бетон самой конструкции, чем и создается обжатие бетона. По достижении необходимого усилия арматура закрепляется в вытянутом состоянии, домкраты отключаются и в бетоне сохраняется достигнутое при натяжении арматуры предварительное обжатие. Затем канал заполняют (под давлением) цементным раствором.
Монолитный и сборный железобетон
При своем зарождении в промышленном строительстве железобетон применялся только в виде монолитных конструкций, т. е. таких, которые полностью возводятся на том месте и в том положении, как это предусмотрено проектом здания или сооружения.
Процесс возведения монолитных конструкций:
- а) заготовка и установка лесов и укрепляемых на них форм, предназначенных для заливки в них бетонной смеси; такие формы, называемые опалубкой, обычно делают из досок;
- б) заготовка и установка арматурных каркасов;
- в) приготовление и укладка в опалубку бетонной смеси;
- г) уход за бетоном в процессе его твердения, имеющий целью обеспечить нормальный температурно-влажностный режим твердения бетона;
- д) распалубка, т. е. освобождение отвердевшего бетона от форм после достижения им необходимой прочности.
 е. освобождение отвердевшего бетона от форм после достижения им необходимой прочности.
е. освобождение отвердевшего бетона от форм после достижения им необходимой прочности.Большое число отдельных операций, выполнение которых возможно только в последовательном порядке, делает процесс возведения монолитных конструкций весьма длительным, сдерживающим общие темпы строительства, а в зимнее время — требующим дополнительных затрат для обеспечения нормальных условий твердения бетона.
Однако и до настоящего времени некоторые железобетонные промышленные сооружения, например, отличающиеся большой высотой при ограниченных размерах в плане (дымовые трубы, угольные башни коксохимических заводов, силосы для хранения сыпучих материалов, башенные копры каменноугольных шахт), строят монолитными — с применением подвижной (скользящей) или переставной опалубки.
В первом случае пояс опалубки высотой 1 —1,5 м без разборки, медленно (периодически) поднимается вверх, при этом все нагрузки (кроме веса бетона) посредством выступающих вверх стальных стержней передаются на нижнюю, ранее, забетонированную часть самого сооружения.
Во втором случае пояс опалубки периодически разбирается и в строго организованном порядке собирается на новом, выше расположенном уровне, при этом все нагрузки (кроме веса бетона) передаются на специальную решетчатую башню.
Сборный железобетон это, в отличие от монолитного, такой бетон, в котором отдельные элементы (колонны, балки, плиты и др.) изготовляются вне места их будущего существования, чаще всего — на заводе. При этом железобетонные элементы называются сборными независимо от того, изготовляются они целиком или из отдельных частей.
Таким образом, например, фундамент под колонну, забетонированный на месте, называется монолитным, а такой же точно фундамент, целиком изготовленный в стороне и потом установленный на место краном, называется сборным, хотя он сам по себе и представляет единый цельный монолит.
Отдельные элементы сборного железобетона соединяют между собой двумя основными способами:
а) из соединяемых сборных элементов выпускают арматуру и стык на монтаже заливают бетонной смесью, после отвердения бетона в стыке конструкция приобретает свойства монолитной;
б) при изготовлении сборных элементов в них предусматривают закладные стальные детали, выступающие на поверхность элемента, но надежно закрепленные в бетоне приваренными к ним анкерами. Соединение сборных элементов достигается в этом случае сваркой закладных деталей. Такие стыки тоже заливают бетоном, однако в основном для защиты от коррозии.
Соединение сборных элементов достигается в этом случае сваркой закладных деталей. Такие стыки тоже заливают бетоном, однако в основном для защиты от коррозии.
Существуют также сборно-монолитные железобетонные конструкции. Часть сборно-монолитного элемента (например, нижняя часть балки) изготовляется как сборная, а остальной объем бетонируется на месте.
Инструменты и материалы для производства
Оборудование для промышленного изготовления сборных железобетонных блоков описано в таблице:
| Наименование типа производства | Характеристика |
| Поточные линии | Состоят из замкнутых конвейеров и теплогенерирующих устройств |
| Поточно-агрегатные модули | В состав входят конвейерная стальная лента, вибропрокатное оборудование, устройства для приготовления и подогрева бетонной смеси |
| Стендовое | Процесс выполняется на недвижимых специальных стендах |
Перечень материалов для изготовления продукции из железобетона для последующей сборки сведен в таблице:
| Наименование | Тип, марка | Характеристика |
| Бетонные растворы | Сверхлегкие, плотность меньше 600 кг/м3 | Для создания декора |
| Легкие, плотность свыше 600 кг/м3 | Материал легких построек | |
| Тяжелые, плотность от 1800 кг/м3 | Средство для стенных блоков и перекрытий | |
| Сверхтяжелые, плотность больше 2700 кг/м3 | Материал несущих элементов | |
| Металл для арматуры | 25ГС, 15ГС2, 30Г2 | Применяются в каркасах для небольших нагрузок |
| 30ГСХТ, 25ШЦГС, Ст50 | Армируются плиты, подвергающиеся высоким нагрузкам |
Основные преимущества сборного железобетона:
- а) при сборном железобетоне резко увеличивается оборачиваемость опалубки (возможность ее многократного использования) и этим экономятся лесоматериалы, при массовом заводском способе изготовления конструкций вместо деревянных форм применяют стальные. Ускорение оборота форм на заводах достигается ускорением твердения бетона путем пропаривания изделий или применением быстротвердеющих цементов;
- б) при применении сборного железобетона резко сокращаются сроки строительства за счет совмещения различных работ во времени, поскольку сборные конструкции изготовляют заблаговременно, а монтаж их при помощи кранов производится быстро и практически почти не зависит от времени года;
- в) заводской способ изготовления сборного железобетона дает возможность широко применять механизацию и предварительное напряжение и этим путем резко снижать трудоемкость и уменьшать расход металла.
 Ускорение оборота форм на заводах достигается ускорением твердения бетона путем пропаривания изделий или применением быстротвердеющих цементов;
Ускорение оборота форм на заводах достигается ускорением твердения бетона путем пропаривания изделий или применением быстротвердеющих цементов;При этом предварительное напряжение дает возможность изготовлять из железобетона такие изделия, как напорные водопроводные трубы (взамен стальных, подверженных коррозии), железнодорожные шпалы (взамендеревянных, подверженных гниению) и др.
Массовое заводское производство сборного железобетона поставило с особой остротой проблему унификации конструкций, как необходимую предпосылку рентабельности такого производства.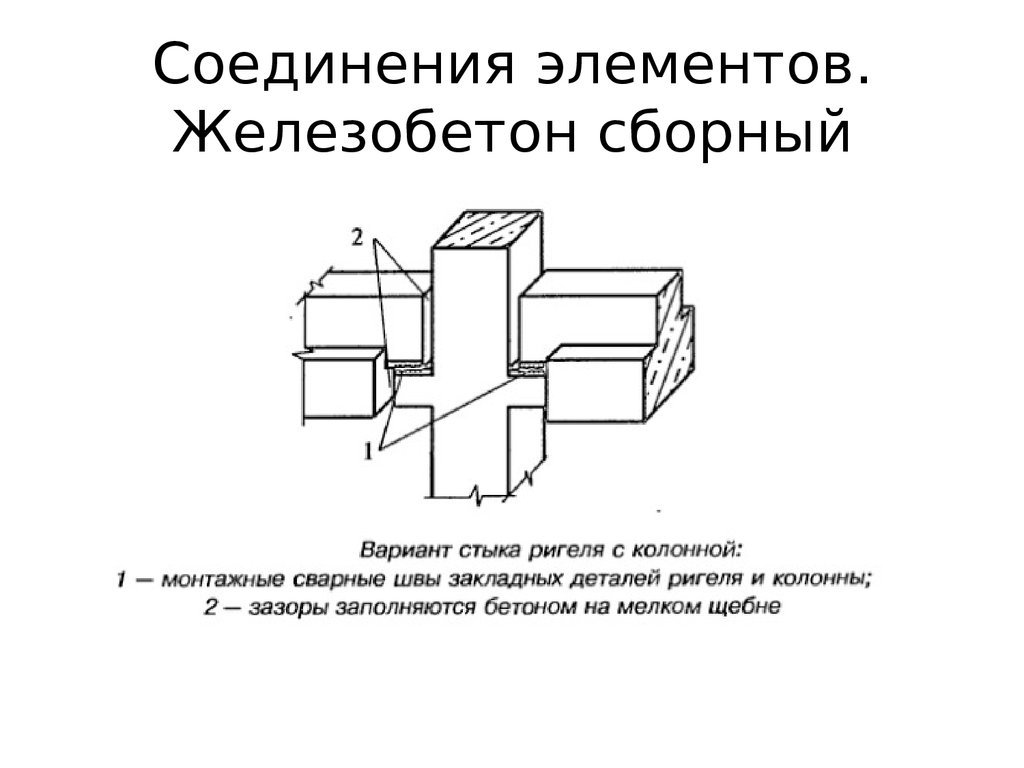
Управление качеством в производстве сборных железобетонных изделий: проблемы и перспективы
Аннотация
Вопрос внедрения современных подходов к системам менеджмента качества на предприятиях различных сфер является одним из важнейших вопросов инновационной экономики. Открыты профили специализации и направления подготовки высших учебных заведений, где проводится подготовка кадров по управлению бизнес-процессами и реинжинирингу для повышения уровня качества как критерия конкурентоспособности местной продукции на международном рынке. Авторами рассмотрена возможность адаптации концепции и ее практической реализации на предприятиях стройиндустрии — заводах, производящих железобетонные изделия и конструкции. Ключевым фактором применения различных инструментов управления качеством в этой отрасли является то, что продукция предназначена исключительно для местного рынка, без экспорта готовой продукции и импорта сырья для ее производства. Таким образом, отсутствует законодательная необходимость его сертификации по ISO 9. 001 или ГОСТ Р ИСО 9001. Он является полностью добровольным и действует только в случае управленческого обязательства по внедрению справедливой имиджевой политики. В то же время вопросы качества продукции носят стратегический характер и могут быть причиной экономических, экологических и других проблем. В результате проведенного исследования была разработана программа мероприятий по управлению качеством продукции на предприятии с поэтапной добровольной сертификацией после оценки экономического эффекта от промежуточных результатов проекта.
001 или ГОСТ Р ИСО 9001. Он является полностью добровольным и действует только в случае управленческого обязательства по внедрению справедливой имиджевой политики. В то же время вопросы качества продукции носят стратегический характер и могут быть причиной экономических, экологических и других проблем. В результате проведенного исследования была разработана программа мероприятий по управлению качеством продукции на предприятии с поэтапной добровольной сертификацией после оценки экономического эффекта от промежуточных результатов проекта.
Ключевые слова: Изделия для производства сборных железобетонных изделий управление качеством подходы к управлению качеством системы управления качеством
Введение
В случае серийной продукции вопрос о внедрении системы менеджмента качества часто несет в себе долю лукавства, так как глобально может привести к кризисам перепроизводства из-за высокого качества продукции. Другое дело качество строительной продукции и продукции сборного железобетона. По значимости показатель качества таких изделий можно сравнить с изделиями, инструментами и оборудованием медицинской промышленности. Так как использование некачественных материалов, конструкций на этапах строительства может привести к необратимым негативным последствиям, опасным для жизни людей.
По значимости показатель качества таких изделий можно сравнить с изделиями, инструментами и оборудованием медицинской промышленности. Так как использование некачественных материалов, конструкций на этапах строительства может привести к необратимым негативным последствиям, опасным для жизни людей.
Постановка проблемы
В рамках стратегии развития регионального сборного железобетона руководством поставлена задача разработать дополнительный проект по снижению брака при производстве сборных железобетонных изделий. Проблема качества не является ключевой проблемой для предприятия; имеет положительный имидж на региональном рынке, имеет опыт тендеров, но современные тенденции требуют снижения потерь для устранения обратимых дефектов. Кроме того, высшим руководством поставлена задача снизить потери от вынужденного снижения цен при реализации допустимого брака. Изначально было решено пересмотреть все возможные инструменты, которые можно использовать для решения вышеперечисленных вопросов в рамках отрасли. На втором этапе рассматривалась возможность использования инструментов, которые необходимо было проанализировать на предмет наличия достаточных ресурсов для внедрения и ожидаемых результатов.
На втором этапе рассматривалась возможность использования инструментов, которые необходимо было проанализировать на предмет наличия достаточных ресурсов для внедрения и ожидаемых результатов.
Отсутствие жесткого государственного регулирования отрасли сборного железобетона в данном конкретном случае имеет негативные последствия. В высокий сезон на региональный рынок выходят мелкие недобросовестные производители и нарушают требования ГОСТ за счет снижения себестоимости и, соответственно, цен на свою продукцию. Визуальный осмотр ЖБИ не позволяет выявить дефекты. Без специального оборудования невозможно определить качество бетона, количество металлических стержней и форму внутренней сетки.
Нарушение технологии изготовления сборного железобетона может заключаться в несоблюдении массы металла, а также в использовании смесей песка, гравия и клеевого пластификатора. Эти методы позволяют снизить себестоимость готового продукта в 2 раза. Такие предприятия смело подают заявки заказчиков, в том числе организаций, специализирующихся на дорожном покрытии, энергосбытовых компаний, предоставляя цветные копии заключений о качестве из лабораторий крупных производителей и выставляя значительно более низкие цены. Это явление получило массовый характер и требует ограничительных мер по недопущению развития подобных «кустарных» производств хотя бы на региональном уровне. В решениях могут быть обязательные требования к сроку работы предприятия, испытательной лаборатории, марке и т. д.
Это явление получило массовый характер и требует ограничительных мер по недопущению развития подобных «кустарных» производств хотя бы на региональном уровне. В решениях могут быть обязательные требования к сроку работы предприятия, испытательной лаборатории, марке и т. д.
Одним из решений может быть обязательная сертификация в случае участия в массовых тендерах. При наличии этих требований у удостоверяющих центров возникнут проблемы.
Исследовательские вопросы
По техническому заданию были поставлены вопросы, требующие изучения и работы: 1) изучение отечественных и зарубежных инструментов управления качеством; 2) оценка опыта их применения в промышленности; 3) Оценка факторов, способствующих и препятствующих их использованию при разработке программы проекта.
Цель исследования
Результаты внедрения опытных подходов отражены в работах (Alexander, Anthony, & Rodgers, 2017; Alkunsol, Sharabati, AlSalhi, & El-Tamimi, 2016, Deamonita, Pujiyanto, & Rosyidi, 2017; Nemati, Dave, Sias и Перкинс, 2019 г. ; Ксек, Богач и Мирза, 2019 г.; Мусави Исфахани, Турани и Сейедин, 2017 г.; Ядав, Матияжаган и Кумар, 2017 г.; Салам, 2008 г.; Сигрид Нордби, 2017 г.; Мессингер, Роджерс и Хоукер, 2019) анализ которых выделяет один общий существенный момент: успех реализации любых подходов зависит от строгого соблюдения условий, оценка наличия и реализации которых не подлежит формализации, является субъективной, между тем неэффективной или неэффективной. выполнение этих условий по своей сути ошибочно, так как проект системы менеджмента качества:
; Ксек, Богач и Мирза, 2019 г.; Мусави Исфахани, Турани и Сейедин, 2017 г.; Ядав, Матияжаган и Кумар, 2017 г.; Салам, 2008 г.; Сигрид Нордби, 2017 г.; Мессингер, Роджерс и Хоукер, 2019) анализ которых выделяет один общий существенный момент: успех реализации любых подходов зависит от строгого соблюдения условий, оценка наличия и реализации которых не подлежит формализации, является субъективной, между тем неэффективной или неэффективной. выполнение этих условий по своей сути ошибочно, так как проект системы менеджмента качества:
1) по инициативе высшего руководства компании;
2) участие высшего руководства на всех этапах проекта должно быть реальным, а не формальным;
3) реализация проекта требует качественной предпроектной подготовки системы мотивации и обучения персонала, обеспечивающей условие «вовлеченности персонала».
Обязательное выполнение первого условия связано с тем, что все системные ошибки и результаты всех процессов в компании могут быть отмечены на уровне высшего руководства. Внедрение системы менеджмента качества способствует достижению стратегической цели, а стратегическое планирование в соответствии с ГОСТ Р 52806-2007 (межгосударственные стандарты – ГОСТ) является обязанностью высшего руководства.
Внедрение системы менеджмента качества способствует достижению стратегической цели, а стратегическое планирование в соответствии с ГОСТ Р 52806-2007 (межгосударственные стандарты – ГОСТ) является обязанностью высшего руководства.
Будут рассмотрены особенности некоторых подходов управления качеством с точки зрения эффективности их использования на заводах ЖБИ.
Для этого выявим особенности производства и продукции этих предприятий с точки зрения подходов к управлению качеством.
По данным профессиональных представителей, строительные отходы содержат 26% бетона и бетонных изделий. Не все отходы являются производственным браком, но, тем не менее, являются его составной частью. Как и на любом другом производстве, дефект при производстве ЖБИ может быть предотвратимым и неустранимым.
Предотвратимые дефекты – это, например, поверхностные трещины и сколы, не влияющие на качество, а также на качество их монтажа и эксплуатации. Кроме того, такого рода дефекты могут возникнуть в результате транспортировки. Такие дефекты устраняются цементно-песчаным раствором и различными ремонтными смесями. Наиболее критичным является производственный брак, который выявляется в результате лабораторных испытаний на сборном производстве и устраняется в процессе его производства, что экономически увеличивает его себестоимость.
Такие дефекты устраняются цементно-песчаным раствором и различными ремонтными смесями. Наиболее критичным является производственный брак, который выявляется в результате лабораторных испытаний на сборном производстве и устраняется в процессе его производства, что экономически увеличивает его себестоимость.
Неустранимые дефекты — глубокие трещины, изменения структуры арматуры, уменьшение защитного слоя, вызывающие деформацию и разрушение конструкции. Этот вид дефекта приводит к наибольшим потерям дохода, продукты требуют утилизации, что влечет за собой затраты.
Стоимость оборудования ЖБИ около 240-370 тысяч евро, то есть около 300 тысяч долларов. Такой вид инвестиций доступен не для всех сборных производств, деятельность которых носит сезонный характер и не является высокомаржинальной отраслью. Вопрос окупаемости таких наборов можно решить, рассматривая утилизацию как дополнительный вид бизнеса, но такой подход также актуален в основном для крупных предприятий и требует дополнительных расчетов эффективности инвестиционных затрат.
Утилизация безвозвратно бракованной продукции через организации, оказывающие данный вид услуг, также влечет за собой дополнительные расходы. Так, стоимость такой услуги (без стоимости доставки) в г. Новосибирске составляет около 5 долларов за тонну. Преимущества рециклинга очевидны: экономия на закупке сырья для производства новой продукции, источник вторичного щебня, ликвидация отходов сноса. Но из-за отсутствия строгих единых государственных требований по утилизации отходов многие предприятия предпочитают неэкологичные способы избавления от брака: вывоз бракованной продукции на свалки или складирование на своей территории.
Сертификация продукции сборного железобетона в настоящее время не введена на государственном уровне, поскольку она ориентирована на местный рынок либо на экспорт продукции, либо на импорт сырья для ее производства. Поэтому сертификат соответствия требованиям системы менеджмента качества ISO 9001 является скорее одним из маркетинговых инструментов, имиджевой кампании, нежели соответствие требованиям законодательства.
Для обеспечения соответствия качества железобетонных изделий требованиям ГОСТ осуществляется приемка сырья, контроль производственного процесса, контроль качества выпускаемой продукции с применением технологий неразрушающего и разрушающего контроля в специальных лабораториях. Вышеперечисленные испытания и контроль проводятся в соответствии с требованиями ГОСТ, технических условий и внутриотраслевых и внутренних регламентов качества.
Сборные железобетонные изделия представляют собой композитный строительный материал, состоящий из стальной арматуры и бетона различных марок по прочности и плотности. При строительстве широко используются бетонные блоки, лотки, обручи, плиты и перегородки, разделяющие и поддерживающие пространство. Сборные железобетонные изделия являются каркасом сооружения, обеспечивающим прочность и надежность. Эти изделия можно разделить на два вида: сборные (отдельные сборные конструкции, которые изготавливаются на заводе и устанавливаются на строительной площадке) и сборно-монолитные (отдельные части, к которым монолитная конструкция присоединяется на строительной площадке).
Сборные железобетонные изделия не подлежат обязательной сертификации. Но производители часто оформляют добровольные сертификаты соответствия качества и надежности продукции, которые можно получить в специализированной аккредитованной организации. Сертификат подтверждает, что вся продукция прошла соответствующие испытания и соответствует характеристикам, заявленным в технической документации: технических условиях (ТУ) или межгосударственных стандартах (ГОСТ).
После лабораторных испытаний заявитель получает возможность выделить приоритеты продукции для потенциальных клиентов. На сегодняшний день сертификат соответствия является конкурентным преимуществом среди производителей сборного железобетона, что напрямую влияет на увеличение объемов сбыта продукции. Кроме того, производитель, получивший сертификат соответствия, может принимать участие в тендерах на государственных и коммерческих площадках.
Формально наличие сертификата соответствия значительно повышает уровень доверия к продукции предприятия по сравнению с конкурентами. Заказчики всегда отдают предпочтение организациям, продукция которых проверена специалистами Удостоверяющего центра. Волонтерский сертификат – это основа успешного бизнеса в сфере строительства и в сфере дистрибьюции ЖБИ, а процесс сертификации за счет труда и денежных вложений. Сертификат соответствия по одному ГОСТу или одному ТУ составляет 125 долларов в год и около 200 долларов за 3 года. К тому же отчеты об испытаниях оплачиваются отдельно, их стоимость сейчас значительно дороже и составляет 400-3500 долларов.
Заказчики всегда отдают предпочтение организациям, продукция которых проверена специалистами Удостоверяющего центра. Волонтерский сертификат – это основа успешного бизнеса в сфере строительства и в сфере дистрибьюции ЖБИ, а процесс сертификации за счет труда и денежных вложений. Сертификат соответствия по одному ГОСТу или одному ТУ составляет 125 долларов в год и около 200 долларов за 3 года. К тому же отчеты об испытаниях оплачиваются отдельно, их стоимость сейчас значительно дороже и составляет 400-3500 долларов.
Поскольку сертификация не является обязательной, не все производители соглашаются следовать такой процедуре, чтобы сэкономить время и деньги. Как было сказано выше, в настоящее время в этой сфере отсутствует обязательный государственный надзор.
Основной целью реформирования национальной системы аккредитации, законодательства о требованиях к регулированию является повышение качества продукции на рынке и повышение доверия к документам, подтверждающим безопасность производства.
Среди товаров, требующих обязательной сертификации, в супермаркетах можно найти фальсификацию. Несуществующие испытательные лаборатории продолжают выдавать фальшивые записи, а недобросовестные органы по сертификации публикуют документы о соответствии и регистрируют декларации как следствие таких записей.
Такие факты подрывают доверие как к центру сертификации, так и к процедуре сертификации. Добросовестным маркетмейкерам в такой ситуации работать сложно. Для улучшения ситуации может потребоваться усиление уголовной и административной ответственности со стороны надзорных органов в таких случаях.
В работе органов по сертификации и испытательных лабораторий имеются вопросы, требующие решения. Одна из них — некорректная техническая документация. Некоторые заявители и производители прилагают документы на продукцию, не соответствующие установленным требованиям, что приводит к отказу в сертификации. В случае отрицательных результатов испытаний некоторые заявители пытаются вернуть свои деньги и угрожают судебными разбирательствами, пытаясь добиться от экспертов положительного результата.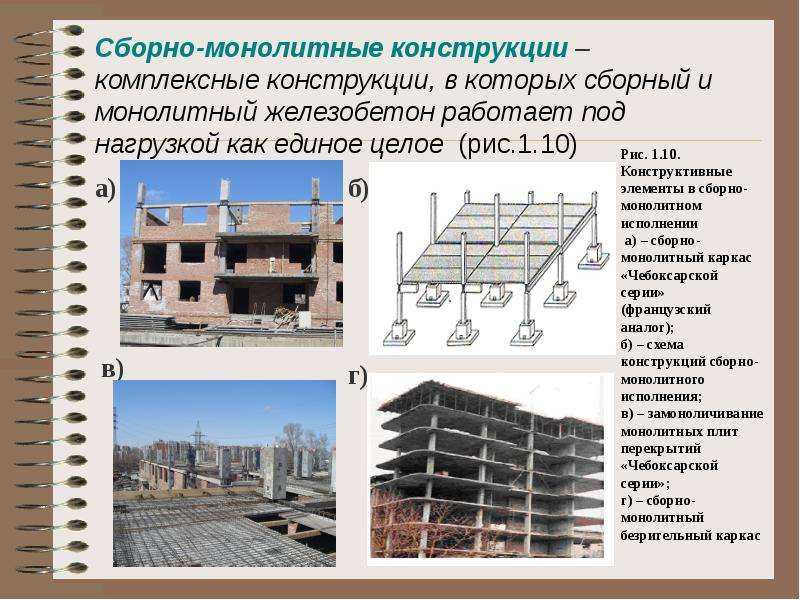
Еще одним вопросом являются некорректные требования к торгам и закупкам со стороны производителей или поставщиков о наличии сертификата или декларации на продукцию, не подлежащую обязательному подтверждению соответствия. В таком случае заявители должны оспорить тендер, но вместо этого требуют оформления документов от аккредитованного лица. Такой подход вызывает разочарование у производителей и, как следствие, дальнейшее нарушение формальностей, а иногда и отрицание необходимости сертификации и пренебрежение ею.
Одним из ключевых факторов успеха программы «Шесть сигм» является пошаговый подход или дорожная карта с определением шагов, измерением, анализом, улучшением и мониторингом.
Стадия определения – выявление и устранение проблемы и описание ее критического качественного описания, наиболее важного для клиентов.
На этапе измерения определяются четко выраженные выходные характеристики качества продукции, а также критерии предельно допустимой погрешности качества, после чего обеспечивается сбор предварительных оценок текущего качества и производительности процесса.
Следующим этапом анализа является выявление причин дефектов или ошибок (Х или входных переменных) с последующей разработкой мероприятий по их уменьшению и/или устранению на этапе улучшения. После этого проводят измерения для достижения статистического результата брака — 99,99966 %. В случае, если показатель не достигнут, требуется возврат к этапу анализа.
Этап контроля подразумевает текущий и плановый контроль качества для сохранения результатов и своевременные меры по недопущению ухудшения качества по другим причинам.
Методологию «Шесть сигм» в системе менеджмента качества нецелесообразно выделять в самостоятельное направление, так как она используется в составе технологии Lean в системе менеджмента качества на зарубежных промышленных предприятиях. Его использование целесообразно только в случае полной автоматизации производственного процесса на предприятии и высокого уровня CRM, так как повышение качества продукции становится основной стратегией на планируемый период. Кроме того, применение данной концепции оправдано в рамках системного внедрения всех элементов инструментов бережливого производства на предприятии, поскольку данный проект требует обязательной полной автоматизации всех процессов.
Кроме того, применение данной концепции оправдано в рамках системного внедрения всех элементов инструментов бережливого производства на предприятии, поскольку данный проект требует обязательной полной автоматизации всех процессов.
Наиболее экономичным способом снижения себестоимости отходов является внедрение проверенных подходов или систем управления качеством продукции на предприятии, анализ которых приведен в «Цели исследования».
Методы исследования
В работе использовались методы анализа и обобщения информации, методы наблюдения, проектный подход.
Выводы
Рассмотрим результаты проектов в отрасли по внедрению систем менеджмента качества. Внедрение бережливых технологий на заводах в последние годы получило наибольшую популярность среди промышленных предприятий. Стол
01
показаны результаты некоторых проектов на строительных предприятиях, а также представлены их особенности и возможности использования инструментов систем менеджмента качества для снижения потерь.
Таблица 1 —
Посмотреть полный размер >
Ставя задачу улучшения управления качеством продукции, каждый дальновидный менеджер, стремящийся к повышению эффективности управления качеством, знает, что вся деятельность предприятия делится на операции и процессы, добавляющие ценность и не добавляющие ценности клиент.
В производственном процессе всегда есть потери. В таблице приведены следующие виды потерь и причины их возникновения для строительных материалов (железобетонных изделий).
02
.
Таблица 2 —
Посмотреть полный размер >
Стол
03
представлены потенциальные возможности использования элементов подходов и систем менеджмента качества.
Таблица 3 —
Посмотреть полный размер >
Заключение
В результате проведенного исследования принято решение о разработке программы мероприятий по управлению качеством продукции на предприятии. Программа включает 2 этапа: на первом этапе, который продлится до конца 2019 года, будут внедряться инструменты бережливого производства, на втором этапе, начало которого – 2020 год, предполагается инициировать поэтапную сертификацию волонтеров после оценки экономического эффекта от промежуточных результатов проекта. На первом этапе предусмотрена реализация концепции «6 сигм», для чего потребуется дополнительная рабочая сила – 2 студента бакалавриата технического вуза и отраслевого строительного университета.
На первом этапе предусмотрена реализация концепции «6 сигм», для чего потребуется дополнительная рабочая сила – 2 студента бакалавриата технического вуза и отраслевого строительного университета.
Ссылки
- Александр, П., Энтони, Дж., и Роджерс, Б. (2017). Lean Six Sigma для малых и средних производственных предприятий: систематический обзор. Международный журнал управления качеством и надежностью, 36(3), 378-397.
- Алкунсол, В. Х., Шарабати, А.-А. А., Аль-Сали, Н.А., и Эль-Тамими, Х.С. (2016). Влияние «бережливого производства + шесть сигм» на эффективность фармацевтической промышленности Иордании. Международный журнал Lean Six Sigma, 10 (1), 23–43.
- Deamonita, AIL, Pujiyanto, E., & Rosyidi, CN (2017). Внедрение бережливого производства «шесть сигм» в компании по производству книг: пример из практики. Материалы конференции AIP 2097, 030045.
- Кецек, М. , Богач, П., и Мирза, М. (2019). Применение инструментов Lean Management и Six Sigma на глобальных горнодобывающих предприятиях. Серия конференций IOP: Науки о Земле и окружающей среде, 214(1), 012090.
- Мессингер, Б.Л., Роджерс, Д.Н., и Хоукер, К.Д. (2019 г.). Автоматизация и реинжиниринг процессов работают вместе для достижения качества «шесть сигм»: 27-летняя история непрерывного совершенствования. Лабораторная медицина, 50(2), с. е23-е35.
- Мусави Исфахани, Х., Турани, С., и Сейедин, Х. (2017). Бережливый подход к управлению в больницах: систематический обзор. Международный журнал Lean Six Sigma, 10 (1), 161–188.
- Немати, Р., Дэйв, Э., Сиас, Дж. Э., и Перкинс, А. Д. (2019). Регионализация процессов обеспечения качества в районе Новой Англии для предварительно напряженных и сборных железобетонных элементов, используемых в строительстве автомобильных дорог. Протокол транспортных исследований, 8, 544–553.
- Сигрид Нордби, А. (2017). Барьеры и возможности повторного использования строительных материалов в норвежском строительном секторе. Серия конференций IOP: Науки о Земле и окружающей среде, 225 (1), 012061.
- Салам, Массачусетс (2008). Эмпирическое исследование факторов, определяющих принятие «зеленых» закупок для успешного «зеленого» управления цепочками поставок. Материалы 4-й Международной конференции IEEE по управлению инновациями и технологиями, ICMIT 4654511, (стр. 1038-1043). Самара: Самарский университет.
- Ядав, Н., Матияжаган, К., и Кумар, К. (2017). Применение «Шести сигм» для минимизации дефектов в стекольной промышленности: тематическое исследование. Журнал достижений в области управленческих исследований, 3, 511–520.
 , Богач, П., и Мирза, М. (2019). Применение инструментов Lean Management и Six Sigma на глобальных горнодобывающих предприятиях. Серия конференций IOP: Науки о Земле и окружающей среде, 214(1), 012090.
, Богач, П., и Мирза, М. (2019). Применение инструментов Lean Management и Six Sigma на глобальных горнодобывающих предприятиях. Серия конференций IOP: Науки о Земле и окружающей среде, 214(1), 012090.
Информация об авторских правах
Эта работа находится под лицензией Creative Commons Attribution-NonCommercial-NoDerivatives 4. 0 International License.
0 International License.
Об этой статье
Главная | شرکت پلیمرگستر داتیس
Проектирование и производство деталей из полимеров
Неопрен
— Наиболее специализированные и лучшие продукты компании Polymer Gostar Datis
— Процесс производства этих продуктов с использованием самых современных машин и оборудования в мире
Подробнее стыки на мостовых конструкциях
-Обеспечивают легкое прохождение и компенсируют изгиб или ползучесть бетона или упругое укорочение или смещение под действием нагрузки
Вибропоглощение
— Установка полиуретановых ковров и вибропоглощающих прокладок под внутренними и внешними рельсами метрополитена
— Первый производитель полиуретановых ковров и вибропоглощающих прокладок в Иране
Компоненты тоннеля ТБМ сборные железобетонные детали, общие с бетонными сегментами
— Сегменты в виде кусочков пазла
Прием заказов
Разработка и производство любых типов полимерных и резиновых деталей по заказам клиентов
Проектирование и производство
Проектирование и производство неопрена (Мостовой подшипник)
Действующая гарантия
Выдача действующей письменной гарантии, гарантирующей качество всей продукции и гарантийные шаги от 0 до 100 исполнительных проектов компании.
Специализированный исполнительный персонал
Наличие специализированного исполнительного персонала для установки и замены эластомерных и неопреновых компенсаторов.
Группа оценки и экспертизы
Опытный персонал, оснащенный современными измерительными приборами для оценки качества неопрена и расширения лестниц
Компоненты, относящиеся к TBM
Полимерные и резиновые детали, относящиеся к туннелям, пробуренным с помощью механизированной туннельной бурильной машины (TBM)
О нас
Данеш Данешбанян (Городские технологии) Полимер Компания Gostar Datis начала свою деятельность в 2007 году с целью удовлетворения внутренних потребностей, выхода на мировые рынки, проектирования и производства прикладных полимерных деталей в строительной отрасли, механизированной проходке тоннелей ТБМ, внутригородских, пригородных и гражданских железных дорог. Деятельность по найму опытных инженеров, созданию отдела исследований и разработок и использованию хорошо оборудованных и авторитетных лабораторий привела к производству полностью местной продукции в соответствии с международными стандартами.
Желаемое качество продукции компании, помимо удовлетворения внутренних потребностей, обеспечило возможность успешного экспорта всей продукции за границу, чтобы добавить еще одну золотую листву к почету компании.
От проектирования до производства различных полимерных деталей
Загородные и загородные рельсы
Механизированное бурение
Сваебойная промышленность
Детали, относящиеся к мостовой промышленности
Детали, относящиеся к механизированному бурению
Детали, относящиеся к внутренним и внешним городским рельсам
Производство промышленных полимерных деталей, связанных с проектами строительства мостов (типы неопрена, включая тип один и два, и тефлон (горшечный подшипник) с металлической структурой, а также тефлон и нержавеющая сталь в двух и четырех направлениях Направление и типы эластомерных компенсаторов ()
Производство полимерных деталей тоннелей бурения метрополитенов и перекачки воды на ТПМ (Сафикс, навес, валковая плита, прокладка) , и т. д.), а также экспортировать и использовать во всех прилагаемых проектах документов
д.), а также экспортировать и использовать во всех прилагаемых проектах документов
& NBSP;
Производство полимерных деталей Железнодорожный, метро и вагонный рельс, комплектное покрытие метро и рельсов (все виды направляющих, накладок, лент и чугунных плит и т.д.) и экспорт вышеуказанной продукции и использование во многих отечественных и зарубежных проекты Прикреплены к списку.
Первый производитель всех видов метро и рельсовых полиуретановых ковров и вибропоглощающих прокладок в области железа и метро
Первый производитель Pangand Vanguard made of plastic with metal structure for railways and subways
- Neoprene
- Elastomeric seam
- Vibration absorption pads and Pu mats
- TBM tunnel components
Neoprene
| Company | Проект |
|---|---|
| Благочестие — дело Запада | Мост Саккез |
| Мост Датис и здания | Дорожная администрация Исфахана |
| Ведущие создатели Пасаргада | Тегеран |
| Институт мангровых зарослей | Носод |
| Береговая охрана | Сари |
| Приют в Иране | Железная дорога Тегеран-Тебриз |
Эластомерный шов
| Компания | Проект |
|---|---|
| Муниципалитет Мешхеда | Мост Саяда Ширази |
| Парс Гостар | 15 км г. Рей-Варамин Рей-Варамин |
| Институт Аль-Хади | Barazjan- Genave |
| Машиностроение Арак | Все проекты |
| Береговая охрана | Сари |
| Кайхан Рах Шарг | Хорасан |
Вибропоглощающие прокладки и полиуретановые коврики
| Компания | Проект |
|---|---|
| Ахав | Хафтетир |
| Сепахе Сад | Линия метро 7 – Махаллати – Басидж |
Компоненты тоннеля ТБМ
| Компания | Проект |
|---|---|
| Линия метро 7 | Госаст |
| Линия метро 3 | Конекс |
| Метро Тегерана | Метро Тегерана |
| Свободный туннель | Подвесная розетка – навес – дюбель |
| Линия и здания | Рельсовая подушка – направляющая |
Проекты
Подтверждения компании Polymergaster Datis
Свяжитесь с нами
Тегеран, Саадат-Абад, ул.